Изобретение относится к области сварки пластмасс, а именно к способам сварки термопластичных полимерных пленок излучением.
Цель изобретения - повышение качества сварного соединения.
Ка фиг. 1 изображена схема реализации способа; на фиг. 2 - расположение свариваемых пленок после нагрева светопоглощающего слоя до вязкотекучего состояния} на фиг. 3 - то же, после нагрева слоя до температуры сварки; на фиг. 4 - распределение температуры по сечению пленок после нагрева слоя до вязко- текучего состояния; на фиг. 5 - то же, после нагрева слоя до температуры сварки. .
Способ сварки излучением термопластичных полимерных пленок заключается в следующем.
Соединяют термопластичные пленки 1 и 2, прозрачные для оптического излучения. На соединяемую поверхность 3 пленки 2 наносят тонкий све- топоглощающий слой 4, сформированный, например, внедрением черного красителя в материал пленки. Включают тянущие ролики 5 и 6 транспортирующего механизма не показан) и нагреватели 7 и 8. Устанавливают такой режим работы нагревателя 7, при котором светопоглощающий слой 4 переходит в вязкотекучее состояние. Нагревают излучением слой 4 до вязкотекучего состояния, при этом па счет
О N9
САд f Ю
1502396
теплопрс водности переходит в вязко- текучее состояние и тонкий слой прозрачного материала пленки 2, непосредственно примыкающий к светопогло- дающему слою 4 .
На первом этапе нагрева пленки 1 и 2 не прижаты друг к другу (они могут быть вообще разведены) и между ними нет плотного механического и Ю теплового контакта (фиг. 2). Основной материал обеих пленок ввиду его i прозрачности для излучения остается практически при комнатной температуре (фиг. 4), на которой линия 9 со- 15 ответствует комнатной температуре, а линия 10 - температуре плавления материала. После нагрева слоя до вязкотекучего состояния пленки проходят через прижимные ролики 11 20 и 12, в результате чего происходит сближение соединяемых поверхностей 3 и 13 пленок 1 и 2 и сдавливание их, причем разогретая поверхность 3 повторяет форму поверхности 13. 25 Образуется гшотный механический и теплово контакт этих поверхностей (фиг. 3). При сдавливании пленок передавливания шва не происходит вследствие локального характера разо- 30 грева пленки 2.
При поступлении пленок 1 и 2 в зону действия нагревателя 8 происходит нагрев излучением светопоглощаю- щего слоя 1 до оптимальной темпера- -. туры сварки (фиг. 5) с симметричным расплавлением прилегаюгцих к нему прозрачных материалов пленок 1 и 2 и образованием общей ;1ля обеих пленок зоны переплава. При дальнейшем осты- .« ванн этой зоны образуется сварное соединение.
Пример. Установка для осуществления способа имеет следуюШ51е технические характеристики. Макси
мальная мощно ть нагревателей 500 Вт Нагреватели представляют собой трубчатые кварцевые лампы накалива,- ния типа КГ 110-500-1, снабженные рефлекторами. Нити канала ламп ори- ентированы вдоль линии щва. Пределы регулирования мощности нагревателей составляют 30-100%. Скорость протяжки материалов (скорс сть снарки)
5 0 5 30
. .«
5
0
может регулироваться в пределах 2,5- 8,0 м/мин, усилие прижимных роликов - в пределах 0,2-1,5 кгс (диаметр роликов АО мм).
Свариваемыми образпами являются пленки из поливинилхлорида толщиной 0,2 мм. Температуры плавления и термической деструкции материалов со- . ставляют соответственно 160 и 250- .
Соединяемая поверхность 3 пленки 2 зачернена путем введения красителя на г лубину до 0,01 мм. Ширина зоны зачернения, определяющая ширину шва, равна 5 мм. Подобранная концент- pairHH красителя обеспечивает поглощение не менее 95% падающей световой энергии li области д;и1н BOJUI 0,4- 3,5 мкм.
Устанавливают мощность нагревателей 7 и 8 соответственно 400 и 500 Вт. Включают транспортирующий механизм, отро улированньп на скорость сварки 4 м/мин. Зачерненный контактный сло11 пленки 2 под вотпействием излу чения нагревателя 7 переходит в вяз- котекучее состояние (нагревается до 170 С). В резулыате прохождения пленок через прижимные ролики 5 и 6 происходит их соединение с приложением давления. Усилие прижима равно 1,0 кгс. Вторич)1ый нагрев светопогло- щающего слоя происходит под воздействием излучения нагревателя 8 без приложения давления нл соединяемые пленки. Оптимальная температура сварки AJIJI принятого режима работы установки составляет 190 С.
Формула изобретения
Способ сварки излучением термопластичных полимерных пленок, включающий нанесение светопоглощающего слоя на одну из пленок и нагрев его до температуры сварки, отличающийся тем, что, с целью повышения качества сварного соединения, с ветопоглощающий слой наносят на одну из пленок со стороны ее соединяемой поверхности, а перед нагревом слоя до температуры сварки его нагревают до вязкотекучего состояния и .осуществляют сдавливание пленок.
//
В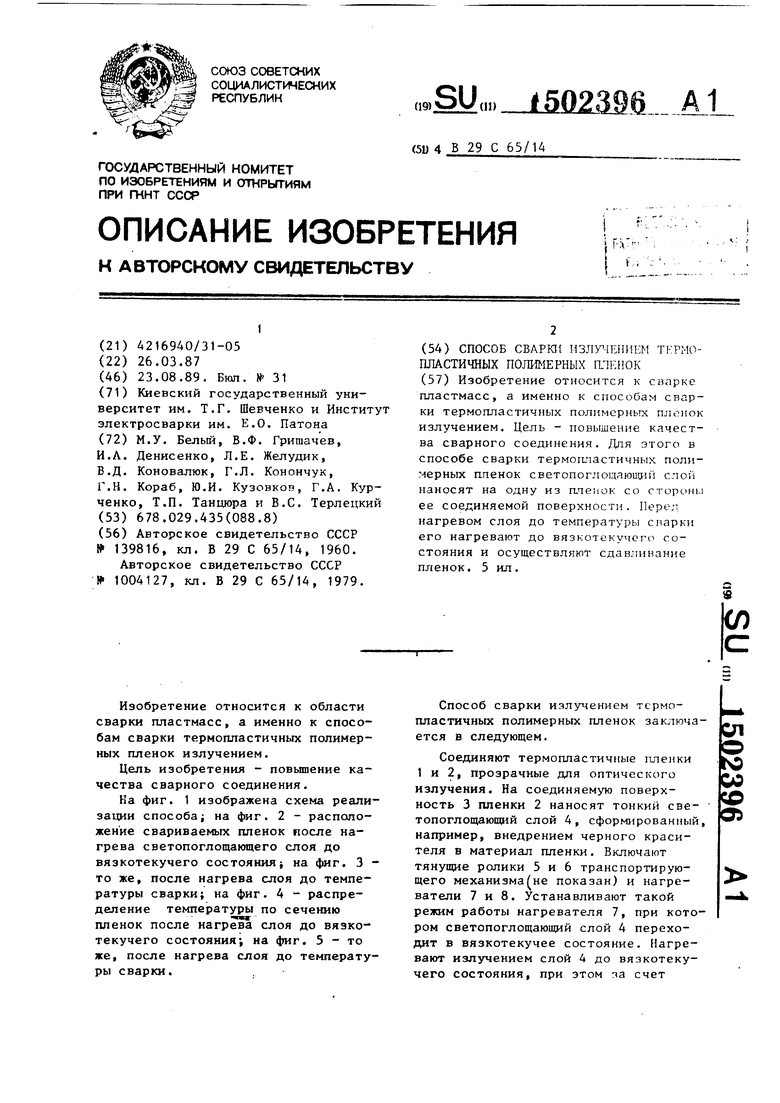
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластичных полимерных пленок | 1988 |
|
SU1599238A1 |
| Способ сварки полимерных материалов | 1987 |
|
SU1497033A1 |
| Способ сварки термопластичных пленок и устройство для его осуществления | 1979 |
|
SU897546A1 |
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| Устройство для упаковывания изделий | 1988 |
|
SU1620369A1 |
| Способ сварки термопластичных пленок инфракрасным излучением | 1979 |
|
SU1004127A1 |
| Способ сварки внахлест полимерных материалов | 1986 |
|
SU1452701A1 |
| Способ сварки встык термопластичных материалов | 1984 |
|
SU1184696A1 |
| Способ ультрозвуковой сварки полимерных пленок | 1983 |
|
SU1154104A1 |
| СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОГО ПОЛОТНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2599303C2 |

Изобретение относится к сварке пластмасс, а именно к способам сварки термопластичных полимерных пленок излучением. Цель - повышение качества сварного соединения. Для этого в способе сварки термопластичных полимерных пленок светопоглощающий слой наносят на одну из пленок со стороны ее соединяемой поверхности. Перед нагревом слоя до температуры сварки его нагревают до вязкотекучего состояния и осуществляют сдавливание пленок. 5 ил.
лЛУ ЛУ- г -у
иг.
fPue.f
fDuff.3
Tf/ tfefomy a (f)
Vue.
Те/1перату/за (с)
fpui,5
| Способ сварки термопластичных пленок | 1960 |
|
SU139816A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ сварки термопластичных пленок инфракрасным излучением | 1979 |
|
SU1004127A1 |
| Солесос | 1922 |
|
SU29A1 |
