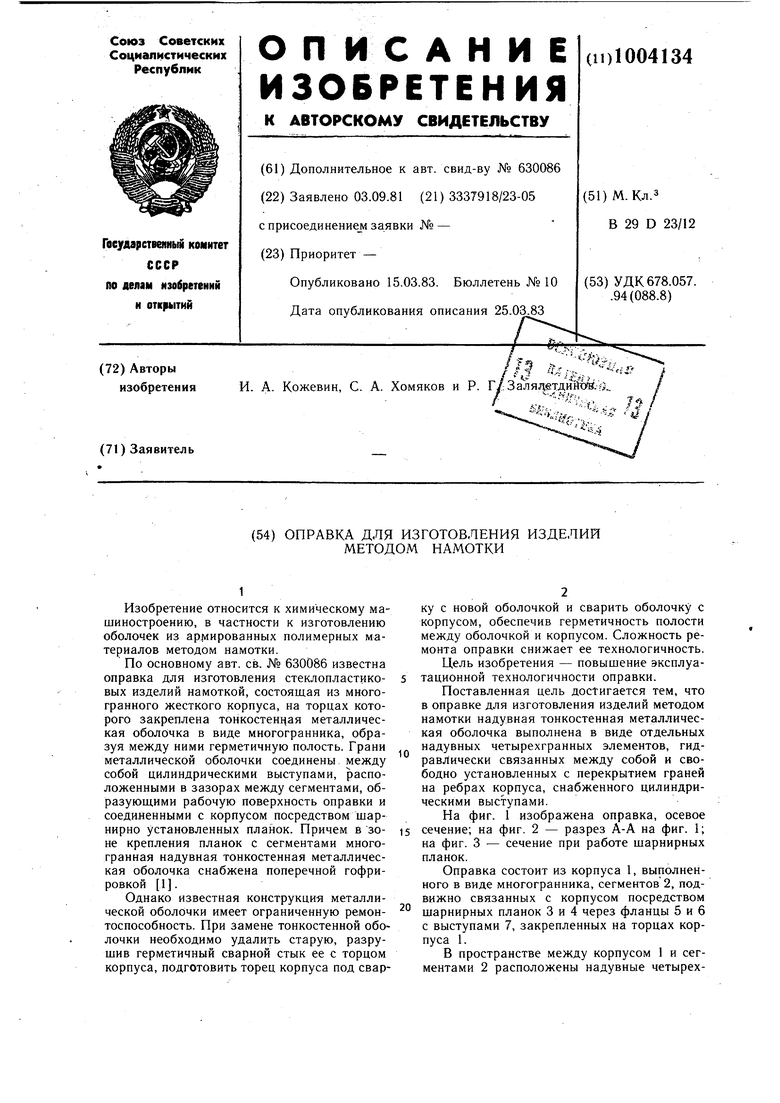
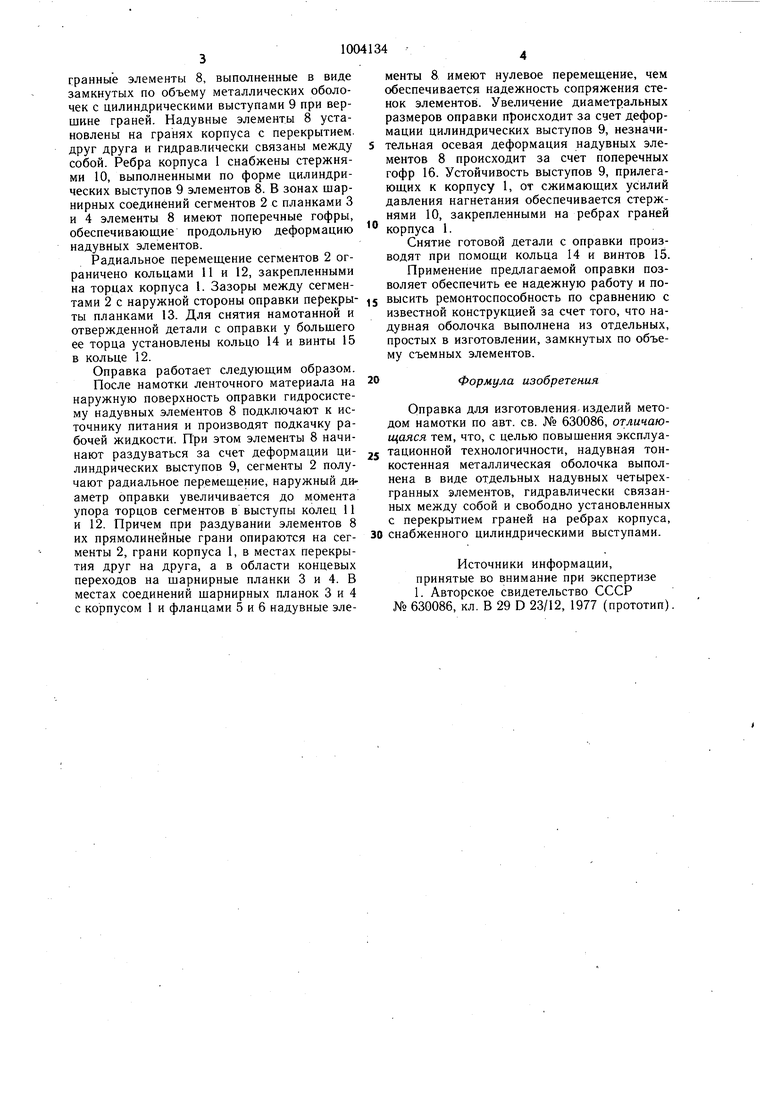
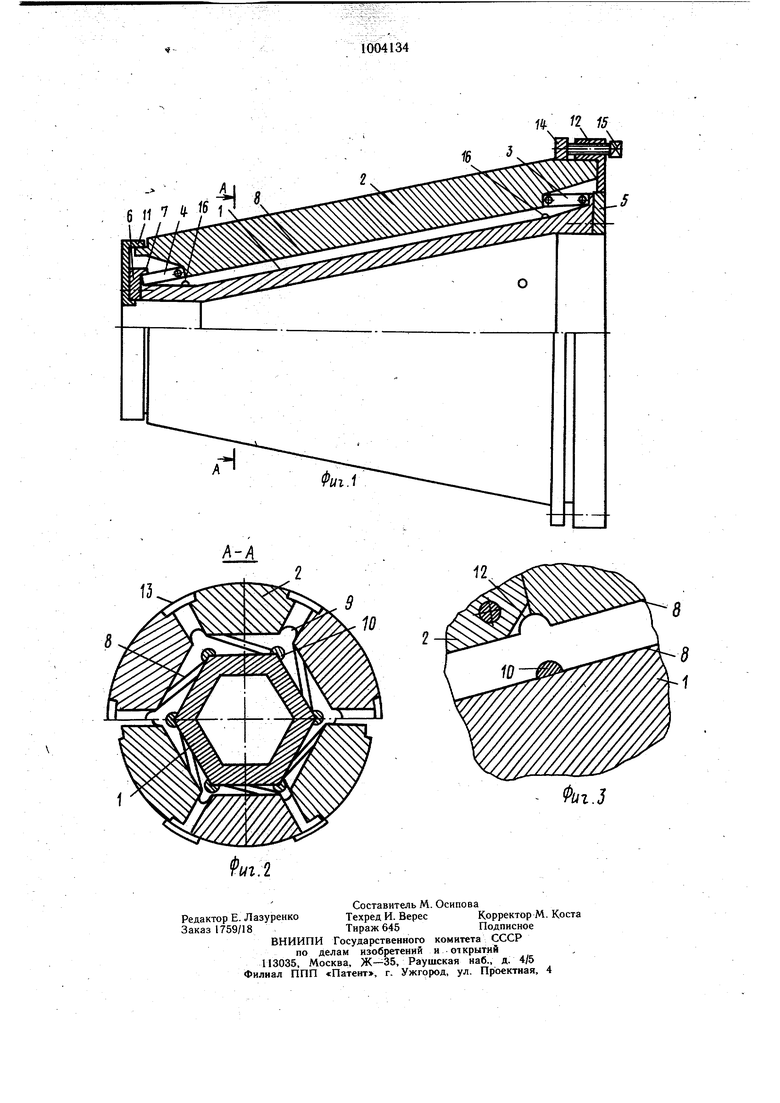
(54) ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ НАМОТКИ Изобретение относится к химическому машиностроению, в частности к изготовлению оболочек из армированных полимерных материалов методом намотки. По основному авт. св. № 630086 известна оправка для изготовления стеклопластиковых изделий намоткой, состоящая из многогранного жесткого корпуса, на торцах которого закреплена тонкостенная металлическая оболочка в виде многогранника, образуя между ними герметичную полость. Грани металлической оболочки соединены между собой цилиндрическими выступами, расположенными в зазорах между сегментами, образующими рабочую поверхность оправки и соедиленными с корпусом посредством щарнирно установленных планок. Причем в зоне крепления планок с сегментами многогранная надувная тонкостенная металлическая оболочка снабжена поперечной гофрировкой 1. Однако известная конструкция металлической оболочки имеет ограниченную ремонтоспособность. При замене тонкостенной оболочки необходимо удалить старую, разрущив герметичный сварной стык ее с торцом корпуса, подготовить торец корпуса под сварку с новой оболочкой и сварить оболочку с корпусом, обеспечив герметичность полости между оболочкой и корпусом. Сложность ремонта оправки снижает ее технологичность. Цель изобретения - повышение эксплуатационной технологичности оправки. Поставленная цель достигается тем, что в оправке для изготовления изделий методом намотки надувная тонкостенная металлическая оболочка выполнена в виде отдельных надувных четырехгранных элементов, гидравлически связанных между собой и свободно установленных с перекрытием граней на ребрах корпуса, снабженного цилиндрическими выступами. На фиг. 1 изображена оправка, осевое сечение; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение при работе щарнирных планок. Оправка состоит из корпуса 1, выполненного в виде многогранника, сегментов 2, подвижно связанных с корпусом посредством щарнирных планок 3 и 4 через фланцы 5 и 6 с выступами 7, закрепленных на торцах корпуса 1. В пространстве между корпусом 1 и сегментами 2 расположены надувные четырехгранные элементы 8, выполненные в виде замкнутых по объему металлических оболочек с цилиндрическими выступами 9 при вершине граней. Надувные элементы 8 установлены на гранях корпуса с перекрытием, друг друга и гидравлически связаны между собой. Ребра корпуса 1 снабжены стержнями 10, выполненными по форме цилиндрических выступов 9 элементов 8. В зонах шарнирных соединений сегментов 2 с планками 3 и 4 элементы 8 имеют поперечные гофры, обеспечивающие продольную деформацию надувных элементов.
Радиальное перемещение сегментов 2 ограничено кольцами 11 и 12, закрепленными на торцах корпуса 1. Зазоры между сегментами 2 с наружной стороны оправки перекрыты планками 13. Для снятия намотанной и отвержденной детали с оправки у большего ее торца установлены кольцо 14 и винты 15 в кольце 12.
Оправка работает следующим образом.
После намотки ленточного материала на наружную поверхность оправки гидросистему надувных элементов 8 подключают к источнику питания и производят подкачку рабочей жидкости. При этом элементы 8 начинают раздуваться за счет деформации цилиндрических выступов 9, сегменты 2 получают радиальное перемещение, наружный диаметр оправки увеличивается до момента упора торцов сегментов в выступы колец 11 и 12. Причем при раздувании элементов 8 их прямолинейные грани опираются на сегменты 2, грани корпуса 1, в местах перекрытия друг на друга, а в области концевых переходов на шарнирные планки 3 и 4. В местах соединений щарнирных планок 3 и 4 с корпусом 1 и фланцами 5 и 6 надувные элементы 8 имеют нулевое перемещение, чем обеспечивается надежность сопряжения стенок элементов. Увеличение диаметральных размеров оправки происходит за счет деформации цилиндрических выступов 9, незначительная осевая деформация надувных элементов 8 происходит за счет поперечных гофр 16. Устойчивость выступов 9, прилегающих к корпусу 1, от сжимающих усилий давления нагнетания обеспечивается стержнями 10, закрепленными на ребрах граней
корпуса 1.
Снятие готовой детали с оправки производят при помощи кольца 14 и винтов 15. Применение предлагаемой оправки позволяет обеспечить ее надежную работу и повысить ремонтоспособность по сравнению с известной конструкцией за счет того, что надувная оболочка выполнена из отдельных, простых в изготовлении, замкнутых по объему съемных элементов.
Формула изобретения
Оправка для изготовления-изделий метоом намотки по авт. св. № 630086, отличающаяся тем, что, с целью повышения эксплуатационной технологичности, надувная тонкостенная металлическая оболочка выполнена в виде отдельных надувных четырехгранных элементов, гидравлически связанных между собой и свободно установленных с перекрытием граней на ребрах корпуса,
снабженного цилиндрическими выступами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 630086, кл. В 29 D 23/12, 1977 (прототип).