ленных на торцах оправки при помощп кронштейнов 7 и 8, причем один конец плаНки 5 выполнен без шарнира. Радиальное перемешение сегментов 4 ограничено кольцами 9 п 10. Оболочка 2 на стыках граней выполнена с цилиндрическими выступами И, а в зоне закрепления планок5 и 6 - с сегментами 4 с наружными гофрами 12. Для снятия готовой детали с оправки у большого ее торца установлено кольцо 13 и винты 14 для его осевого иеремеш;ения. Зазоры между сегментами перекрыты планками 15.
Работает оправка следуюш,им образом.
После намотки ленточного материала на наружную поверхность оправки полость 3 подключают к источнику питания и производят подкачку рабочей жидкости. При этом оболочка 2 начинает раздуваться за счет деформации цилиндрических выступов 11, сегменты 4 получают радиальное перемешение, и наружный диаметр оправки увеличивается. Ограничительные кольца 9 и 10 у торцов оправки служат для фиксации конечного размера разжатой оправки. Причем при раздувании оболочки 2 ее прямолинейные грани опираются на сегменты 4, а в области жесткой заделки - на шарнирные планки 5 и 6. В местах неподвижного соединения оболочки 2 с корпусом 1 шарнирные планки 5 и 6 имеют также нулевое перемеш,ение, чем обеспечивается надежность крепления оболочки 2. Увеличение диаметральных размеров оправки происходит только за счет деформации цилиндрических выступов 11, незначительная
осевая деформация оболочки 2 происходит за счет поперечных гофр 12 у торцов оправки. Снятие готовой детали с оправки производят при помоши кольца 13 и перемещением винтов 14.
Применение предлагаемой оправки позволит обеспечить ее надежную работу при повышенных температурах и значительных удельных давлениях.
Формула изобретения
1.Оправка для изготовления изделий методом намотки, включаюшая корпус, образуюшие рабочую поверхность сегменты
и механизм их радиального перемендения, отличающаяся тем, что, с целью повышения надежности работы оправки, механизм радиального перемещения сегментов выполнен в виде многогранной надувной тонкостенной металлической оболочки, грани которой соединены между собой цилиндрическими выступами, расположенными в зазорах между сегментами, соединенными с корпусом посредством шарнирно
установленных планок.
2.Оправка по п. 1, отличающаяся тем, что многогранная надувная тонкостенная металлическая оболочка в зоне крепления планок к сегментам снабжена поперечной гофрировкой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 478740, кл. В 29D 23/12, 1973. 2. Патент Франции № 2083021, кл. В 65Н 75/00, 1971.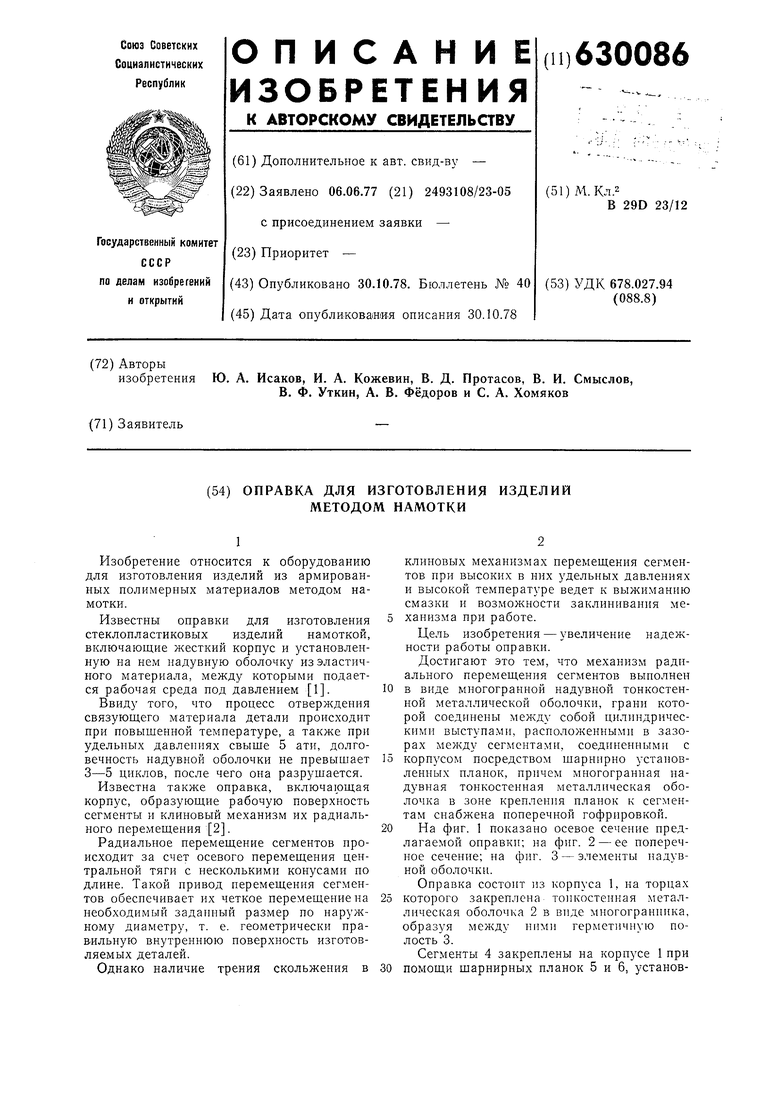

| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления изделий методом намотки | 1981 |
|
SU1004134A2 |
| Устройство для раздачи труб | 1978 |
|
SU733806A1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2529294C1 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| Опора к протяжному станку | 1980 |
|
SU921720A1 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ ТЕКУЧЕЙ СРЕДЫ | 1994 |
|
RU2057271C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2539403C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2012 |
|
RU2507047C1 |

