Изобретение относится к обработке металлов немеханическикн способами, в частности к очистке поверхности металлических заготовок от включений кварца.
Известны спосо&а очистки поверхности металлов в щелочных расплавах содержащих соли щелочных металлов в частности NaCI , NaNOg . Согласно известным способам удаление окалины или слоя стекла с поверхности сталей осуществляют в расплаве, содержащем, вес.%: МаОн 63; КОН IS;,, КаМОз 12 и МаС1 10, при 350-450 С. Добавки солей щелочных металлов в щелочной расплавпозволяют пони5ить его температуру плавления и вязкость и 12.
Известен способ очистки отливок в расплаве, содержащем едкий натр и. 7 вес.% хлорида натрия при 450 . Удаление пригара при этом в сущности сводится к растворению кремнезема, включенного в металл в в-иде оплавленных зерен {Э-кварца, за счет хиглического взаимодействия с едким .натром. Присадка NaCI в рас1тлав поклиает его жидкотеку честь и электропроводность, что улучшает
технологические показатели процесса СзЗ.
Недостатком- известных способов
с является низкая скорость удаления кварца. Яри наличии на изделии больших количеств ЗЮд, особенно в полостях для его полного удаления требуется длительная изде4п ЛИЯ в расплаве. Это приводит к повышенному расходу энергии, снижению эффективности использования оборудования и ухудшает физико-механические свсЛства поверхностного слоя металла.
15
Цель изобретения - интенсификация гфоцесса удаления кварца с поверхности металлического изделия.
Для достижения поставленной цели
20 обработку металгшческого Гизделия ведут в расплаве N а ОН +КС1 при темпбратуре 450-600 С следующем Соотношении компонентов расплава, вес.%:
25
Едкий натр70-90
Хлорид калия. 10-30
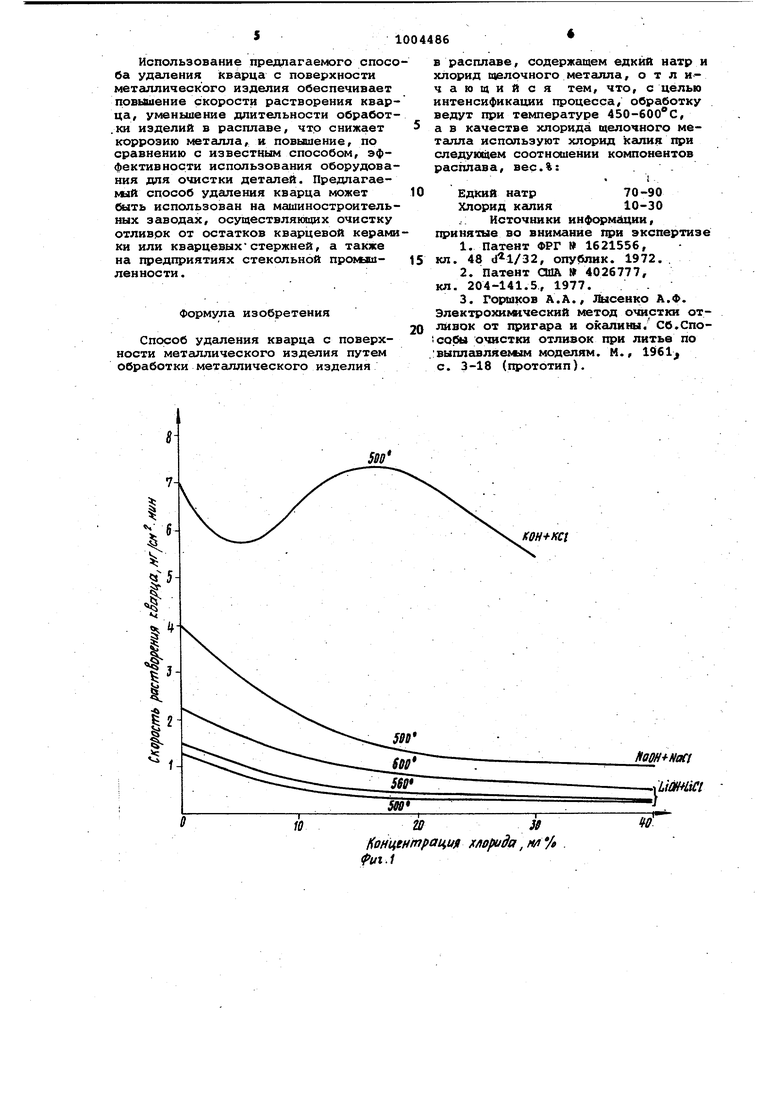
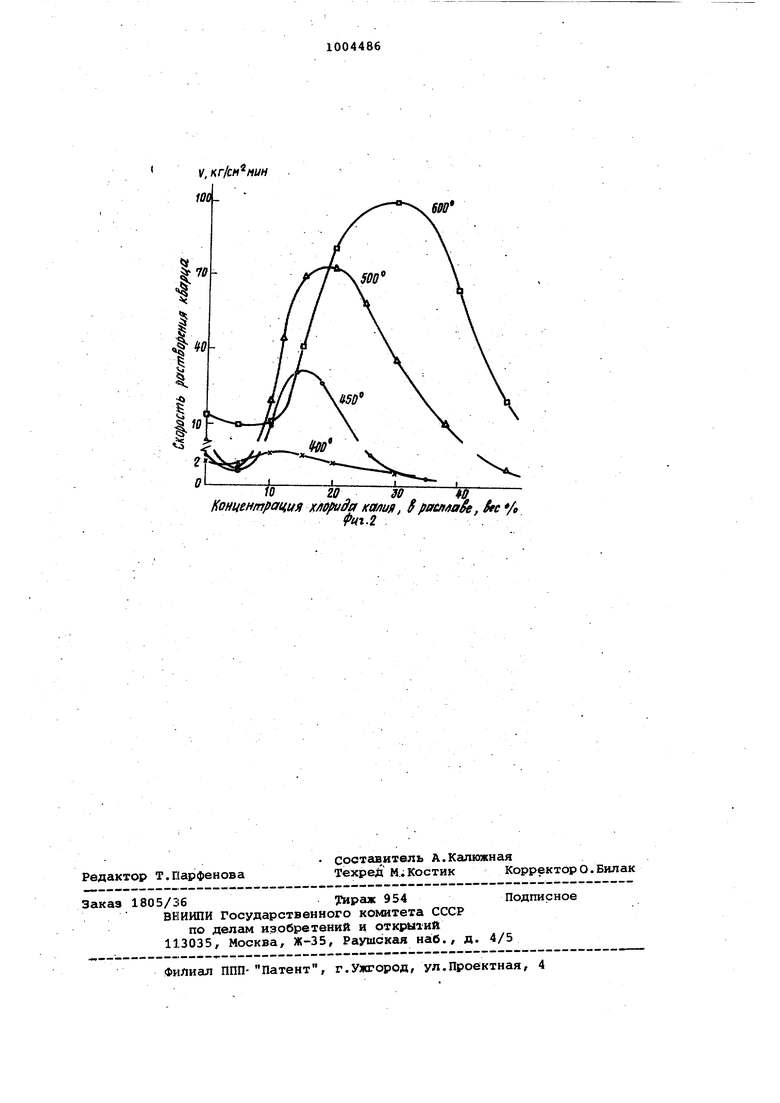
.На фиг. 1 и 2 приведены кривые зависимости скорости растворения кварца от состава расплава при раз30личных температураис.
Добавка хлорида калия при опре.деленных концентрациях увеличивает; скорость- растворения кварца в расплаве в несколько раз (фиг. 1).
Положение максимума скорости растворения кварца с повышением температуры смещается в сторону большей концентрации хлорида калия (фиг. 2).. Существенный эффект повышения скорости растворения кварца в расплаве NaOH +КС1 достигается лишь в области температур 450-600°С.
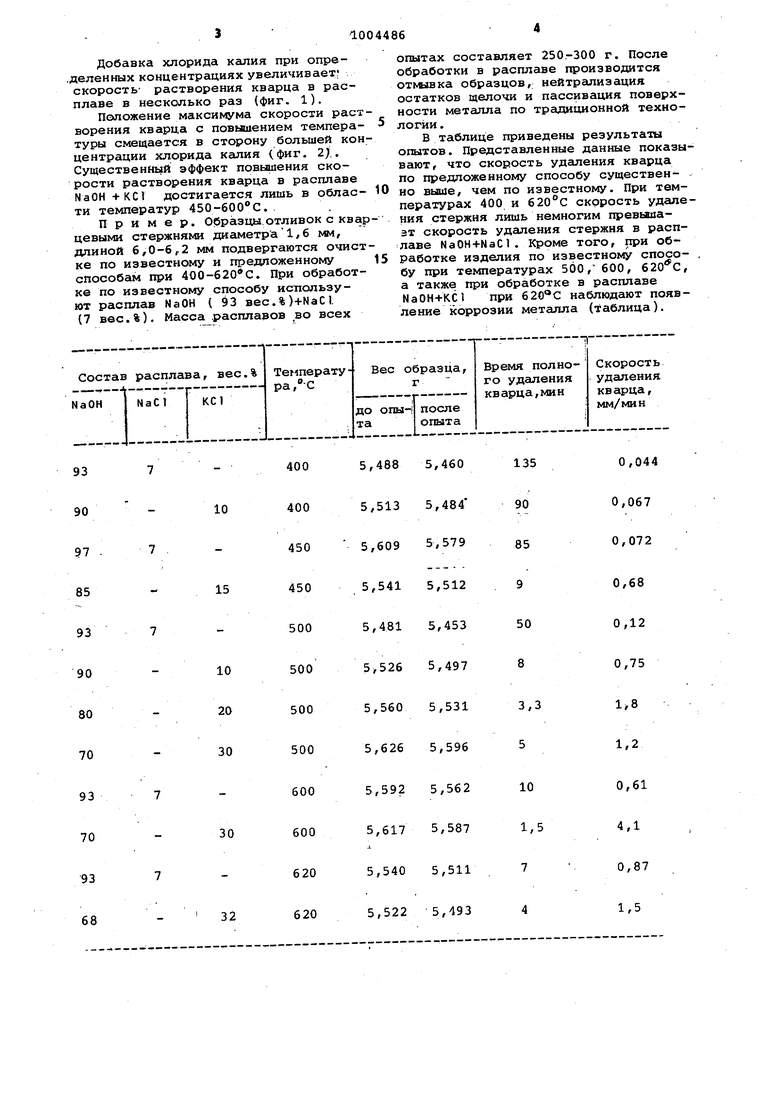
Пример. Образцы отливок с кварцевыми стержнями диаметра1,6 мм, длиной 6,0-6,2 мм подвергаются очистке по известному и предложенному способам при 400-620 С. При обработке по известному способу истюльзуют расплав NaOH ( 93 Bec.%)+NaCI. (7 вес.%). Масса .расплавов ,во всех
опытах составляет 250-300 г. После обработки в расплаве производится отмывка образцов, нейтрализация остатков щелочи и пассивация поверхности металла по традиционной технологии.
В таблице приведены результаты опытов. Представленные данные показывают, что скорость удаления кварца по предложенному способу существен но выше, чем по известному. При температурах 400 и скорость удаления стержня лишь немногим превьвиаэт скорость удаления стержня в расплаве NaOH+NaCK Кроме того, при обработке изделия по известному способу при температурах 500, 600, , а также при обработке в расплаве NaOH+KCI при наблюдают появление коррозии металла (таблица).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки холоднодеформированных стальных заготовок | 1983 |
|
SU1118694A1 |
| Способ очистки отливок от керамики | 1979 |
|
SU876790A1 |
| Способ очистки отливок от остатков литейной формы | 1983 |
|
SU1116097A1 |
| Флюс для термохимической очистки стального литья от пригара | 1978 |
|
SU747874A1 |
| СПОСОБ УДАЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ИЗ ОТЛИТЫХ ИЗДЕЛИЙ | 2013 |
|
RU2510841C1 |
| Способ извлечения олова из отходов | 1977 |
|
SU616319A1 |
| Расплав для удаления керамических стержней из точнолитых деталей | 1979 |
|
SU885355A1 |
| Способ приготовления щелочного расплава | 1979 |
|
SU775165A1 |
| СПОСОБ УДАЛЕНИЯ КОРУНДОВЫХ И КВАРЦЕСОДЕРЖАЩИХ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ ИЗ ВНУТРЕННИХ ПОЛОСТЕЙ ОТЛИВОК | 1998 |
|
RU2158655C2 |
| Способ обработки литейных форм для получения литья из химически активных металлов | 1980 |
|
SU908482A1 |
400
10 400 450
. 450
15 500 500
10
20 500 500
30 600
30 600 620 620
32
0,044 0,067 0,072
0,68
0,12
0,75
1,8
1,2
0,61
4,1
0,87
1,5 Использование предлагаемого спосо ба удаления кварца с поверхности металлического изделия обеспечивает повышение скорости растворения кварца, уменыиение длительности обработ.ки изделий в расплаве, что снижает коррозию металла, и повышение, по сравнению с известным способом, эффективности использования оборудования для очистки деталей. Предлагаемый способ удаления кварца может быть использован на машиностроительных заводах, осуществляющих очистку отливрк от остатков кварцевой керами ки или кварцевыхстержней, а также на предприятиях стекольной ПРОМЕЛИленности. Формула изобретения Способ удаления кварца с поверхности металлического изделия путем обработки метёшлического изделия КОН+Щ W3S Концентрации K/iofwda, nfl% ui.1 в расплаве, содержащем едкий натр и хлорид щелочного металла, отличающийся тем, что, с целью интенсификации процесса, обработку ведут при температуре 450-600 С, а в качестве хлорида щелочного металла используют хлорид калия 1фи следующем соотношении компонентов расплава, вес.%: . Едкий натр 70-90 Хлорид калия 10-30 .: Источники инфсфмдции, принятые во внимание при экспертизе 1.Патент ФРГ 1621556, кл. 48 , опублик. 1972. . 2.Патент США 4026777, кл. 204-141.5, 1977. . 3.Горшков А.Л., Лысенко Л.Ф. Электрохи1«1ческий метод очистки отливок от пригара и окалины/ Сб.СпоСОбы очистки отливок при литье по :выплсшляемым моделям. М., 1961д с. 3-18 (прототип). HaOH -NaCt .)
V, кг/см нин
т
°20
Кониент/ а 4ия хлб/шда калия, $раслм е. , иг.2
