Изготовление фасонных изогнутых частей керамических труб в основном не механизировано, и такие части, как отводы, отступы и т.п., изготовляются вручную.
Предлагается способ изготовления изогнутых частей труб на вертикальном ленточном прессе. По предлагаемому способу изогнутую часть трубы получают путем отведения заготовки, выходящей из мундштука пресса, от ее продольной оси под заданным углом.
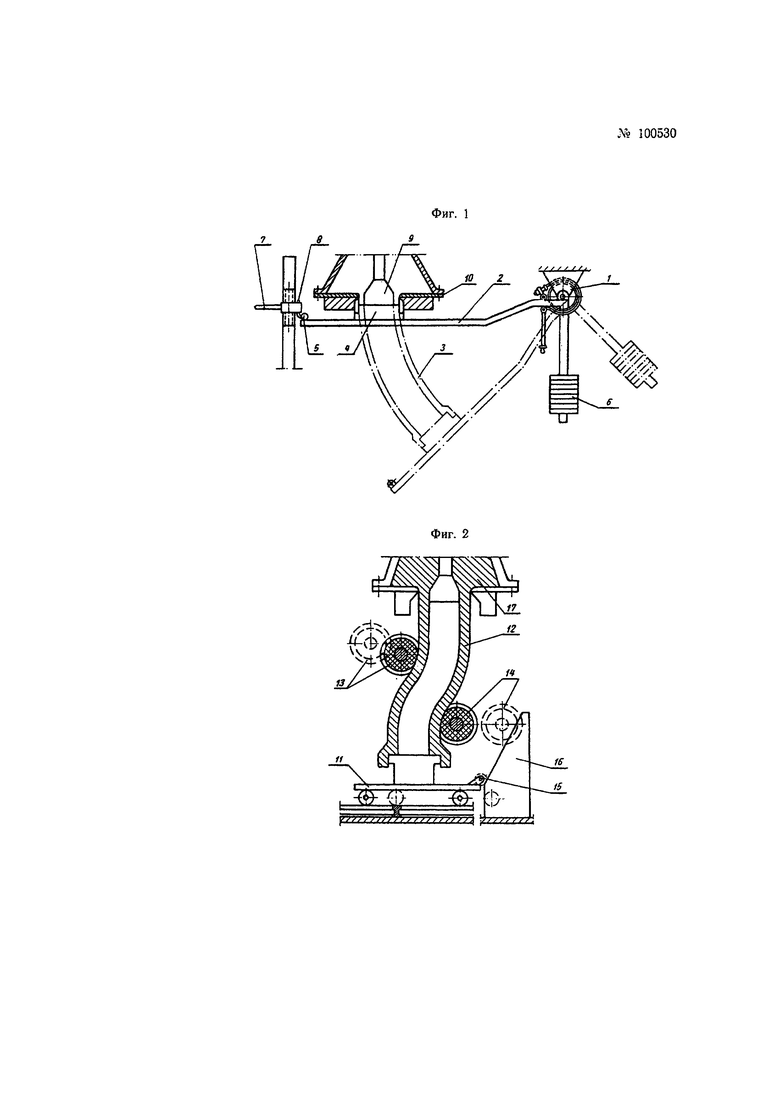
На фиг. 1 изображена схема приспособления к ленточному прессу для изготовления отводов (колен); на фиг. 2 - схема приспособления для изготовления отступов.
На валу 1 (фиг. 1) шарнирно укреплен рычаг 2, являющийся столом, принимающим выходящую из мундштука заготовку 3. Одно плечо рычага снабжено подставкой 4 и проушиной 5, на другом его плече укреплен груз 6.
Перед формованием колена в проушину 5 поворотом рукоятки 7 вводят крюк 8; при этом подставка 4 прижимается к керну 9. Формовка раструба происходит обычным порядком. Когда раструб отформован, крюк 8 выводят из проушины 5 и начинают формование отвода через кольцевое отверстие между керном 9 и плитой 10.
По мере выхода заготовки из мундштука плечо рычага 2 с подставкой 4 поворачивается на валу 1, в результате чего заготовка искривляется и приобретает форму отвода.
Пресс выключается при достижении требуемой длины и угла дуги отвода. К изделию вручную подводят фасонную корзинку и отрезают его в плоскости мундштука. Корзинку с изделием снимают с подставки и отвозят в сушильное помещение.
Формование отступов (фиг. 2) ведется на подъемном столе 11, принимающем заготовку, выходящую из мундштука. Раструб формуется как обычно при закрепленном подъемном столе. Когда раструб отформован и фиксация стола выключена, начинается формование прямой части отступа 12.
В момент, когда длина прямой части отступа достигнет 400-450 мм, фасонный ролик 13 из положения, показанного пунктиром, переходит в положение соприкосновения с заготовкой. Такой же фасонный ролик 14, укрепленный на столе 11, приходит в соприкосновенно с трубой отступа 12. При дальнейшем прессовании трубы стол 11 опускается и, скользя укрепленным на нем колесом 15 по неподвижно установленному на раме пресса наклонному рельсу 16, перемещается влево.
При передвижении стола 11 влево его ролик 14, взаимодействуя с роликом 13, изгибает заготовку 12, придавая ей форму отступа.
После отрезания изделия у мундштука 17 ролик 13 отводится в сторону и изделие (отступ) снимается на фасонную подкладку, после чего стол 11 с роликом 14 поднимается в исходное положение.
1. Способ изготовления на вертикальном ленточном прессе изогнутых частей труб, отличающийся тем, что изогнутую часть получают путем отведения выходящей из мундштука заготовки от ее продольной оси под заданным углом.
2. Устройство для осуществления способа по п. 1, применительно к изготовлению частей труб типа отвода, отличающееся тем, что приемный для заготовки стол выполнен поворотным вокруг точки, расположенной на расстоянии от продольной оси заготовки, равном величине радиуса изгиба изделия.
3. Устройство для осуществления способа по п. 1, применительно к изготовлению частей труб типа отступа, отличающееся тем, что для получения изогнутой части изделия принимающий заготовку стол выполнен смещающимся по наклонной плоскости с заданным углом наклона, а для фиксации начала и конца изгибания применены два фасонных ролика, расположенные по обе стороны заготовки на разных уровнях и вступающие в соприкосновение с нею в начале и в конце изгибания.
