Известна установка для формования керамических глазурованных труб с раструбами, включающая шнековый пресс, мундштук, керн, расширительную головку и крышку, укрепленную на поворотном кронштейне.
Однако такая установка имеет ряд суш;ественных недостатков, один из которых заключается в периодичности цикла, что затрудняет внедрение автоматизации технологического процесса и снижает производительность. Кроме того, накатка канавок и нанесение глазури на внутреннюю и наружную поверхности трубы являются разрозненными операциями, что ведет к необходимости специального оборудования, связанного с дополнительной производственной площадью, затратой электроэнергии и с содержанием дополнительной рабочей силы.
Настоящее изобретение лишено указанных недостатков.
Целью изобретения является обеспечение одновременного вьтолнения операций накатки уплотнительных канавок и нанесения глазури на поверхность свежеотформованной трубы в процессе ее формования. Достигается это тем, что установка выполнена с раструбообразующей пробкой, соединенной с крышкой и примыкаюшей к керну, имеющему во внутренней полости форсунку для глазури, а также с подвижным и неподвижным кольцами на расширительной головке, причем последнее из них снабжено несколькими форсунками для глазури.
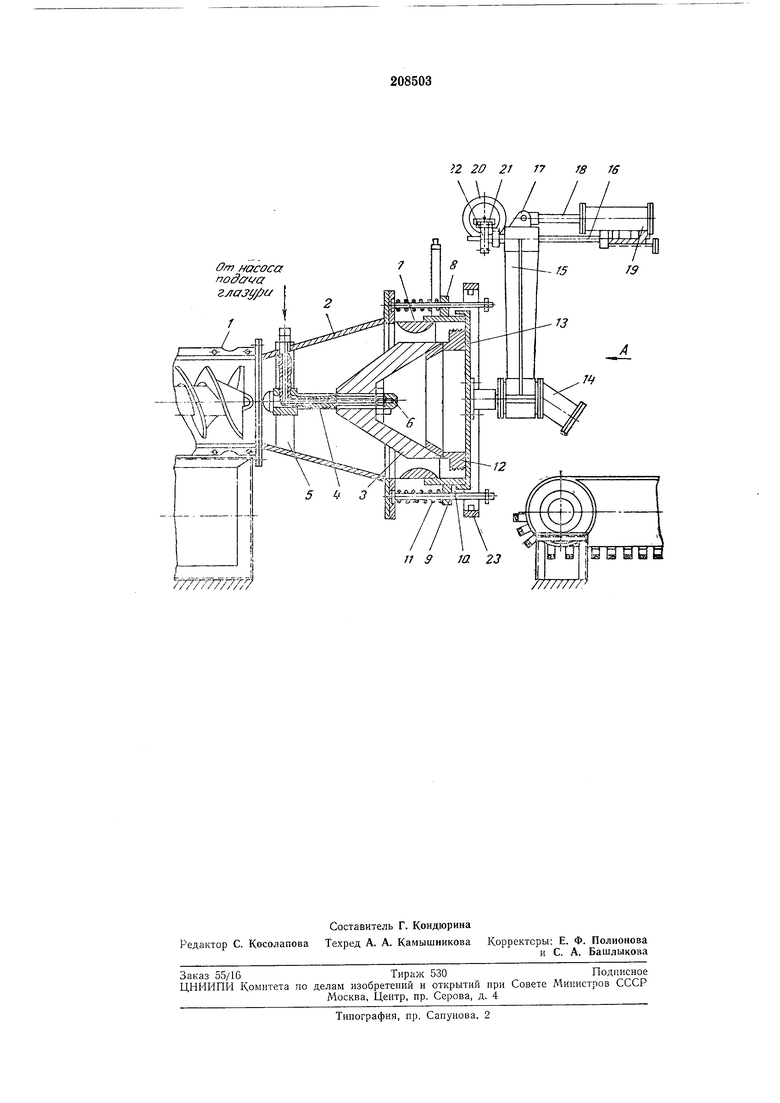
На чертеже изображен продольный разре.я установки для формования керамических глазурованных труб с раструбами.
Установка включает шнековый пресс 1, предназначенный для подачи и вакуумирования формуемой массы, расширительную головку 2, служащую для приема массы и предварительного ее уплотнения, керн 3 для образования внутреннего диаметра трубы, рас положенный внутри расширительной головки 2. Керн 3 смонтирован с кернодержателем 4,
который приваривается к корпусу расширительной головки 2 ребрами 5, расположенными под углом 120° относительно друг друга. Во внутренней конусообразной полости керна 5 установлена форсунка 6 для нанесения
глазури на внутреннюю поверхность трубы. Неподвижное кольцо 7 крепится к расширительной головке 2 при помощи фланцевого соединения, предназначенного для образования наружного контура ствола трубы и венметром, равным наружному диаметру растру ба трубы. На наружной части кольца 8 име ются три проушины 9, расположенные отно сительно друг друга под углом 120°, которы ми кольцо 5 насаживается на направляющие 10, снабженные отжимными пружинами 11 для выдвижения кольца 8 после выхода раст рубообразующей пробки 12. Раструбообразу ющая пробка 12 предназначена для образо вания внутреннего контура раструба трубы и уплотнительных канавок. Раструбообразующая пробка 12 представляет собой ступенчатый цилиндр, один конец которого конусообразный, на втором конце цилиндра приварена крышка 13 с резьбой, которая навинчивается на подвижное кольцо 8. К крышке 13 крепится гидродвигатель 14, связанный в свою очередь с кронштейном 15, свободно сидящим на валу 16 и через ушко 17 соединенным со штоком 18 рабочего гидроцилиндра 19. Гидроцилиндр 20 установлен на неподвижном кронштейне. На штоке гидроцилиндра 20 смонтирована рейка 21, входящая в зацепление с шестерней 22, которая смонтирована на валу 16. К кронштейну 15 приварена втулка, которая имеет осевое перемещение по шпонке относительно вала 16. Для нанесения глазури на поверхность трубы служит глазуровочное устройство, состоящее из емкости, насоса, магистрали форсунок 6 и форсуночного кольца 23 с щестью форсунками, расположенными под углом 60° относительно друг друга. Работа установки осуществляется следующим образом. Нажатием кнопки пульта управления пускается пресс 1, затем подается технологическая масса (по рецепту завода) с влажностью 15-16%. В это время раструбообразующая пробка 12 находится внутри подвижного кольца 8, обеспечивая тем самым образование раструба формуемой трубы. Из шнека масса поступает в расширительную головку 2 и далее направляется в зазор между неподвижным кольцом 7 и керном 3, а затем масса заполняет зазор между подвижным кольцом 8 и раструбообразующей пробкой 12, образуя тем самым раструб труты. При заполнении указанного зазора одновременно заполняются углубления резьбы на пробке 12, образующие уплотнительные канавки внутри раструба. При достижении массой заданного давления, датчик давления, установленный на крышке 13 пробки 12, через пульт управления дает команду на электромагнит золотни5ка, из золотника поступает в гидродвигатель 14, при помощи которого отворачивается крышка J3 и вместе с ней выворачивается пробка 12 из массы, образуя канавки. Когда пробка 12 вывернута, она касается конечного выключателя, который через пульт управления дает команду описанному выше золотнику на перекрытие и открытие другого золотника, через который жидкость поступает в гидроцилиндр 19. Последний ускоренно выводит пробку 12 из раструба трубы. По окончании вывода шток гидроцилиндра 19 соприкасается с конечным выключателем, который одновременно дает команду на реле времени и воздействует на рабочий гидроцилиндр 20. Гидроцилиндр 20 через рейку 21 и связанную с ней шестерню 22 поворачивает пробку 12 и гидродвигатель на угол 60°. Одновременно с последней операцией с пульта управления подается команда для подачи глазуровочной жидкости на форсунку 6 для покрытия глазурью внутренней поверхности трубы и на кольцо 23 с шестью форсунка.ми для покрытия глазурью наружной поверхности трубы. За время указанных операций труба продолжает формоваться. При выходе отформованная труба укладывается на транспортер, и достигнув заданной длины, она отрезается лучком, который в целях прямолинейного отреза наряду с вертикальным перемещением движется горизонтально. Готовая труба касается конечного выключателя, последний дает команду на пульт управления, с которого поступает команда на закрытие пробкой J2 подвижного кольца 8. Возврат пробки 12 идет в обратном направлении и цикл повторяется. Предмет изобретения Установка для формования керамических глазурованных труб с раструбами, содержащая щнековый пресс, мундщтук, керн, расщирительную головку и крышку, укрепленную а поворотном кронштейне, отличающаяся ем, что, с целью обеспечения одновременноо выполнения операций накатки уплотниельных канавок и нанесения глазури на поерхность свежеотформованной трубы в проессе ее формования, она выполнена с растубообразующей пробкой, соединенной с рышкой и примыкающей к керну, имеющему о внутренней полости форсунку для глазуи, а также с подвижным и неподвижным ольцами на расширительной головке, прием последнее из них снабжено несколькими орсунками для глазури.
От насоса
ZJlO t//}f/
2 2О 2J /7 Г8 fff
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ РАСТРУБИВ! КЕРАМИЧЕСКИХ ТРУБ | 1973 |
|
SU405723A1 |
| Установка для изготовления раструбных керамических труб | 1977 |
|
SU651959A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАСТРУБНЫХ КЕРАМИЧЕСКИХ ТРУБ | 1973 |
|
SU390964A1 |
| УСТРОЙСТВО для ГОРИЗОНТАЛЬНОГО ФОРМОВАННЯ КЕРАМИЧЕСКИХ ТРУБ | 1971 |
|
SU303195A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836220A3 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ полых ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 1968 |
|
SU231356A1 |
| СПРАВОЧНАЯ ГОЛОВКА ДЛЯ ОБРАЗОВАНИЯ КАНАВОК ВНУТРИ РАСТРУБА В НРОЦЕССЕ ЕГО ФОРМОВАНИЯ | 1969 |
|
SU242009A1 |
| ВПТБ | 1973 |
|
SU404529A1 |