Изобретение относится к устройства.м для изготовления керамических труб с раструоом на горизонтальных шнеколых нрессах и может найти применение в промышленности строительных материалов.
Известно устройство для формования раструбных керамических труб на горизонтальных шнековых прессах, состоящее из формы для раструба, мундштука, керна, пуансона и резательного механизма.
Недостатками такого устройства являются применение короткого керна, что вызывает необходимость нспользования встроенного в головку механизма резки и требует более длительного времени для формования раструба; размеш,ение механизма резки внутри прессуюш,ей головки приводит к усложнению его .конструкции, недостаточной надежности в эксплуатации и вызывает трудности при обслуживании; валик привода механизма резки, вмонтированный в снину кернодержателя, вызывает необходимость ее утолщения, что отрицательно .влияет на качество труб; вывод пуансона из отформованного раструба затрудняется тем, что запирающий фланец вынолнен как одно целое с пуансоном.
Изобретение позволяет устранить перечисленные недостатки.
па горизонтальных вакуумных прессах вынолнено с керном, выступающим за головку пресса на длину, равную длине формы, a пуансон выполнен с отверстием и смонтирован с возможностью перемещения по керну с поворотным фланцем.
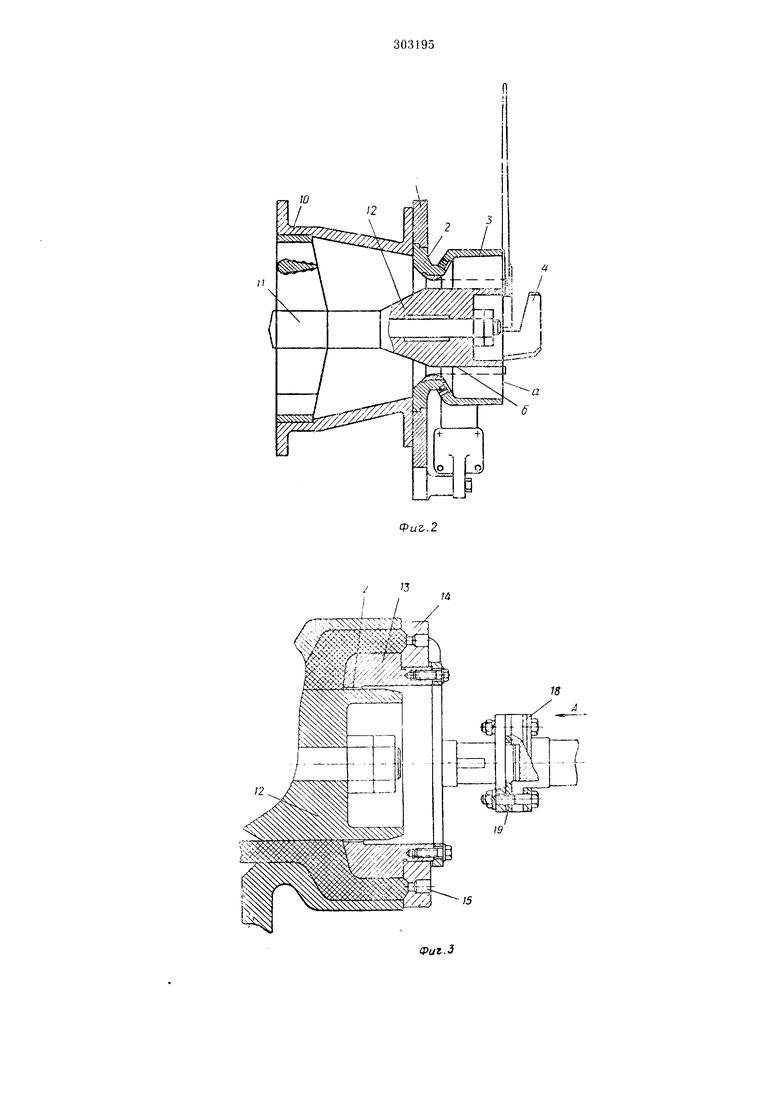
На фиг. 1-3 изображено предложенное устройство в трех проекциях; на фиг. 4 - поворотный фланец.
На плите 1 с мундштуком 2 для фор.мирования ствола трубы и формы 3 для раструба укреплены крюки 4, гидроцилипдр 5 для поворота запирающего фланца и конечный выключатель 6, а также лучок 7 для отрезки
трубы с цилиндром 8 поворота и конечным выключателем 9.
Плита крепится к прессующей головке 10, внутри которой установлен кернодержатель 11 с керном 12, удлиненным до торцовой поверхности а формы 3 для раструба.
Прессующая головка крепится к цилиндру пресса. Проходной пуансон состоит из формующего кольца 13 и поворотного фланца 14. Наружная поверхность формующего кольца
соответствует внутренней конфигурации раструба. Внутренняя поверхность г формующего кольца сопрягается при минимальном зазоре с поверхностью б керна 12.
15 для перепуска массы при формовании раструба и пальцами 16 с вращающимися .втулками 17 для запярания луапсона на время формования ра-струба.
Проходной пуансон прикреплен при помощи фланцевого соединения 18 с резиновой прокладкой 19 к -штанге механизма перемещения пуансона (на чертеже не показано).
Устройство работает следующим образом.
Проходной пуансон подводится механизмом перемещения к формующей головке до упора запирающего фланца 14 в торец формы 3.
При этом формующее кольцо 13 своей внутренней поверхностью; охватывая керн по окрул :ности, скользит по нему, осаживая глиняную массу по форме раструба. По команде конечного выключателя 6 гидродилиндр 5 заводит пальцы 16 поворотного фланца 14 за крюк 4 и запирает форму 5.
Затем включается пр.есс, и происходит нагнетание массы в форму 3. При этом масса частично перепускается через отверстия 15 для улучшения уплотн1ения торца раструба. По окончании формования раструба открывается форма. Обратным ходом гидродилиидр 5 выводит пальцы 16 из крюков 4, обеспечивая поворот фланца 14 и срезание жгутов перепущенной массы. Открытая форма позволяет приступать к формованиЕО ствола трубы.
Под действием формуемой трубы и контргрузов проходной пуансои отводится, одновременно поддерживая раструб трубы на одном уровне.
После окончания формования трубы пресс выключается и от конечного выключателя 9 цилиндром 8 приводится в действие лучок 7 для отрезки отформованной трубы.
Предмет изобретения
1.Устройство для горизонтального фор.мо-вания керамических труб с раструбо.м, включающее форму, образующую наружный контур раструба, керн, расположенный внутри ее, резательный механизм, смонтированный на головке пресса, и пуансон, образующий внутренний контур раструба, отличающееся тем, что, с целью обеспечения отрезания трубы за пределами формы, упрощения констрзкции резательного механизма и сокращения времени формования, керн выступает за головку пресса на длину, равную длине формы, а пуансон выполнен с отверстием и смонтирован с возможностью перемещения по керну.
2.Устройство по п. 1, отличающееся те.м, что, с целью исключения скручивания свежеотформованного раструба при открывании формы, .пуансон выполнен с поворотным фланцем.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ РАСТРУБИВ! КЕРАМИЧЕСКИХ ТРУБ | 1973 |
|
SU405723A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ГЛАЗУРОВАННЫХ ТРУБ С РАСТРУБАМИ | 1968 |
|
SU208503A1 |
| Головка ленточного пресса | 1989 |
|
SU1648772A1 |
| Вакуумный шнековый пресс | 1957 |
|
SU116705A1 |
| Автомат для изготовления штучных керамических изделий при пластическом формовании | 1991 |
|
SU1791135A1 |
| Устройство для вибрирования глиномассы к ленточному прессу | 1980 |
|
SU903111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НА ВЕРТИКАЛЬНОМ ЛЕНТОЧНОМ ПРЕССЕ ИЗОГНУТЫХ ЧАСТЕЙ ТРУБ | 1952 |
|
SU100530A1 |
| Мундштук для формования керамическихиздЕлий | 1979 |
|
SU852569A1 |
| УЛЬТРАЗВУКОВОЙ КЕРНОДЕРЖАТЕЛЬ ДЛЯ ЭКСТРУЗИИ КИРПИЧА | 2016 |
|
RU2667560C2 |
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |

, (ЬЩЩШ
)
/5
