Предлагаемое изобретение относится к производству высоковольтных изоляторов, например, из керамической массы.
Известно устройство для непрерывного формования изоляторов с внутренней осевой ступенчатой полостью, включающей мундштук вакуум-пресса, формирующий внутреннюю полость изолятора, узел с оправками и механизм резки, см., например, изобретение по а.с. N 319176, кл. B 28 B 5/00.
Недостатком устройства по а.с. N 319176, кл. B 28 B 5/00 является то, что оно не дает возможности изготавливать изделия с полостью ступенчатого профиля.
Известен также способ изготовления изоляторов с осевой ступенчатой полостью методом экструзии по а.с. N 1791124, кл. B 28 B 3/20. Он включает подачу материала, формирование внешней и внутренней поверхностей изделия путем продавливания материала через мундштук с дорном и обрезку заготовки.
В данном способе во время продавливания материала осуществляют вращение дорна, профиль которого соответствует профилю внутренней полости изолятора, а после окончания формирования полости изделия производят перемещение дорна в направлении, обратном продавливанию до вывода дорна из нее.
Устройство для осуществления способа включает вакуум-пресс с мундштуком, узел формирования внутренней полости изолятора, имеющий каретку, установленную на направляющих и снабженную приводом вращения и приводом подачи. На шпинделе каретки установлена оправка двухступенчатая. Устройство также имеет механизм резки с пневмоцилиндрами, приемный лоток с механизмом опрокидывания.
Заготовка подается из мундштука вакуум-пресса на лоток.
Для оформления двухступенчатой полости вращающаяся оправка выдвигается в крайнее левое(рабочее) положение, врезается в заготовку и формирует в ней полость необходимой конфигурации.
По достижению необходимой глубины полости каретка приводом подачи выводится в исходное (крайнее правое) нерабочее положение. Заготовка продолжает продвигаться по лотку на расстояние, необходимое для реза, при достижении этого расстояния вакуум-пресс отключается, срабатывает механизм резки.
При помощи пневмоцилиндра опрокидывается приемный лоток, совершая при этом перемещение вдоль оси.
Обрезанная заготовка с оформленной полостью необходимой конфигурации скатывается по склизу на конвейер транспортирования для дальнейшей обработки.
Недостатком способа по а.с. N 1791124, кл. B 28 B 3/20 является то, что его устройство не позволяет изготавливать заготовки изоляторов со ступенчатыми полостями, глубина которых больше длины хода цилиндра механизма подачи. Т.е. необходима значительная модернизация устройства - увеличение длины цилиндра подачи и длины хода каретки с оправкой.
Задачей данного изобретения является получение заготовок изоляторов со ступенчатыми полостями непосредственно на вакуум-прессе. Это делается для случая, когда глубина ступенчатой полости изолятора больше, чем длина хода каретки имеющегося в производстве станка, модернизация которого слишком сложна и трудоемка.
Эта задача решается тем, что в известном способе изготовления заготовки изолятора с осевой ступенчатой полостью методом экструзии, включающем подачу материала, формирование внешней и внутренней поверхностей заготовки заданных диаметров путем продавливания вакуум-прессом материала через мундштук с элементом, формующим осевую полость с донной ступенькой и отрезку заготовки, элемент, формующий осевую полость с донной ступенькой, выполняют в виде установленного на тяге керна с участками заходным коническим и калибрующим цилиндрическим с диаметром, равным большему внутреннему диаметру заготовки, на керн устанавливают сменный наконечник, имеющий стержень с диаметром, равным диаметру малого отверстия изолятора, и фаску по форме углубления донной ступеньки осевой полости изолятора, обращенные в направлении экструзии, а на мундштук вакуум-пресса для формования донной ступеньки в заготовке устанавливают дополнительный мундштук с зауженным проходным сечением и имеющим возможность разъема в плоскости оси вакуум-пресса, после чего включают вакуум-пресс, формируя донную ступеньку в осевой полости заготовки, останавливают вакуум-пресс, раскрывают дополнительный мундштук, после чего снова включают вакуум-пресс и получают заготовку нужной длины экструзией, останавливают вакуум-пресс, производят отрезку заготовки с обеих сторон и передают ее на последующую операцию.
Выполнение элемента, формирующего осевую ступенчатую полость, в виде установленного на тяге керна с участками заходным коническим и калибрующим цилиндрическим с диаметром, равным большому внутреннему диаметру заготовки, позволяет заходным коническим участком керна уплотнить керамическую массу в промежутке между керном и стенкой мундштука пресса, а цилиндрический участок керна позволяет сформировать больший внутренний диаметр заготовки изолятора.
Установка на керн сменного наконечника, имеющего стержень с диаметром, равным диаметру малого отверстия изолятора и фаску по форме углубления донной части полости, обращенные в направлении экструзии, а на мундштуке вакуум-пресса для формования донной ступеньки в заготовке дополнительного мундштука с зауженным проходным сечением и имеющим возможность разъема в плоскости оси вакуум-пресса с последующим включением в работу вакуум-пресса, позволяет осуществить обжатие керамической массой поверхности стержня, т.е. осуществить формование донной ступеньки осевой полости заготовки изолятора.
Раскрытием дополнительного мундштука и включением вакуум-пресса обеспечивают возможность получения большего диаметра полости заготовки изолятора на всей длине от фаски и до внешнего торца методом экструзии непосредственно на вакуум-прессе.
Остановкой вакуум-пресса и отрезкой заготовки с двух сторон осуществляют передачу заготовки на дальнейшую обработку.
Использование существенных признаков заявленного технического решения способствует решению поставленной задачи.
Ниже, со ссылкой на предоставленный чертеж, поясняется сущность заявляемого способа изготовления заготовки изолятора с осевой полостью методом экструзии.
На фиг. 1 показан начальный момент осуществления данного способа (момент формирования донной ступеньки осевой полости заготовки изолятора).
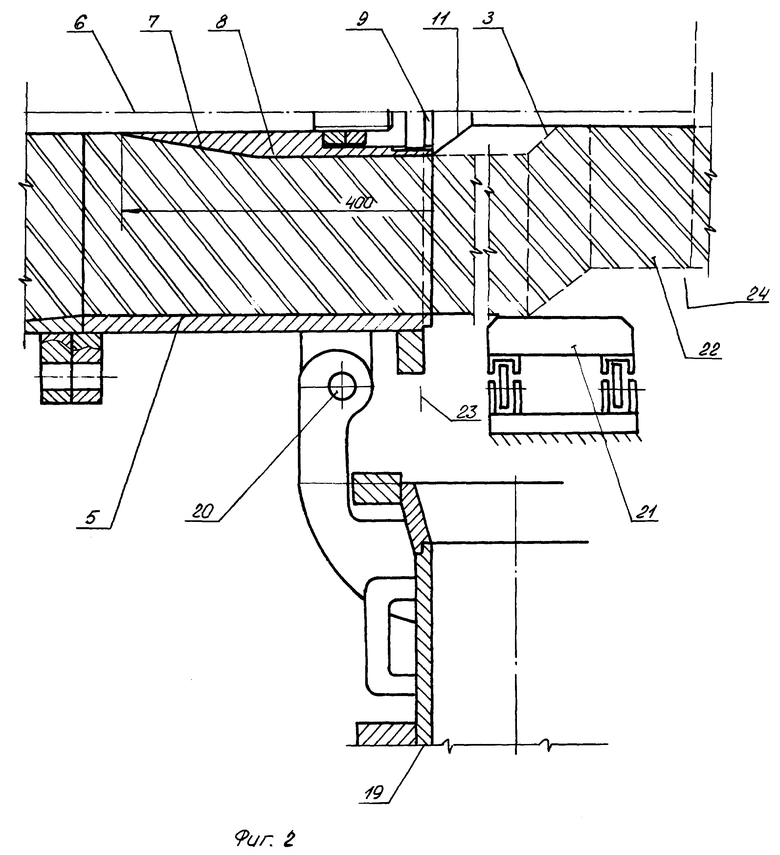
На фиг. 2 показано промежуточное положение формуемой заготовки, опирающейся на лоток, при котором разъемный мундштук раскрыт, донная ступенька осевой полости сформирована, идет формирование осевой полости.
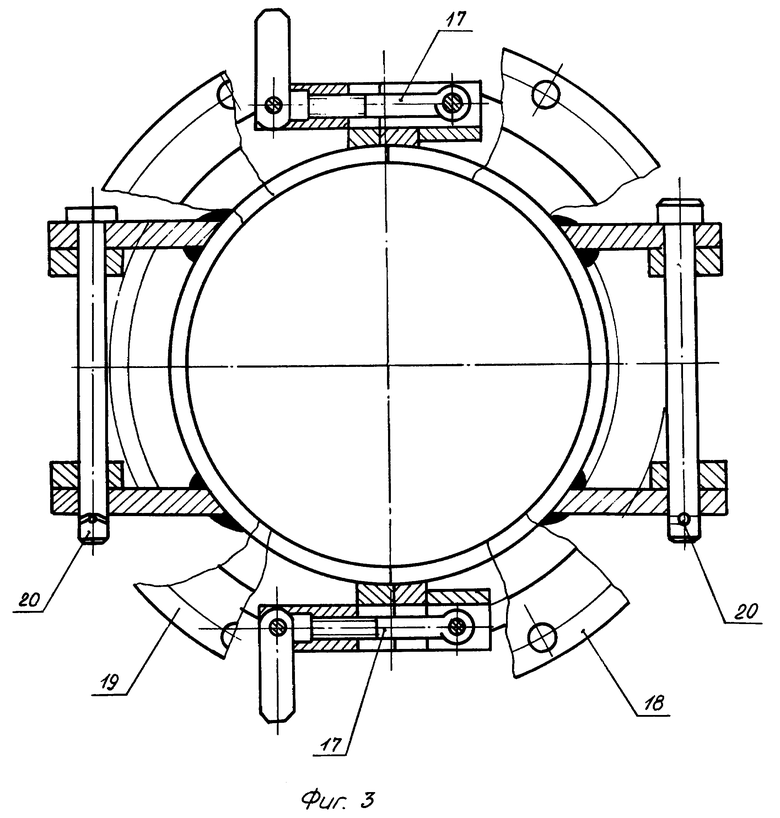
На фиг. 3 - вид по стрелке А на фиг. 1.
Согласно изобретению способ изготовления заготовки изолятора с осевой ступенчатой полостью методом экструзии включает подачу материала 1, формование внешней 2 и внутренней 3 поверхностей изделия путем продавливания вакуум-прессом материала 1 через мундштук 4 вакуум-пресса с формующей поверхностью 5 и с элементом, формующим осевую полость с донной ступенькой, и отрезку заготовки.
Элемент, формующий осевую полость с донной ступенькой, выполняют в виде установленного на тяге 6 керна с участками заходным коническим 7 и калибрующим цилиндрическим 8 с диаметром, равным большему внутреннему диаметру заготовки. На керн устанавливают сменный наконечник 9, имеющий стержень 10 с диаметром, равным диаметру малого отверстия изолятора, и фаску 11 по форме углубления донной ступеньки осевой полости изолятора, обращенные в направлении экструзии.
На мундштук 4 вакуум-пресса для формования донной ступеньки в заготовке устанавливают дополнительный мундштук 12 с зауженным (для данного примера осуществления способа) на 20-25 мм проходным сечением 13 по отношению к проходному сечению мундштука 4, и имеющим возможность разъема (раскрытия) мундштука 12 в плоскости оси вакуум-пресса. Мундштук 12 может иметь центрирующую шайбу 14, надетую отверстием 15 на свободный конец стержня 10. Сменный наконечник 9 имеет лыски 16 для свинчивания-завинчивания. Длина разъемного мундштука 12 соответствует длине ступеньки осевой полости.
После установки шайбы 14 на стержень 10 наконечника 9 включают вакуум-пресс. Продавливанием материала 1 заполняется все пространство внутри мундштука 4, при этом материал 1 скользит по внутренней цилиндрической поверхности 5 мундштука 4. Сечение выходного отверстия мундштука 4 выполнено по диаметру заготовки с припуском для обточки.
Как видно из чертежа фиг. 1, дополнительный мундштук 12 по отношению к мундштуку 4 выполнен сужающимся к выходу. Причем выходное сечение отверстия мундштука 12 выполнено тоже с припуском под обточку концевой части заготовки.
Заужение проходного сечения дополнительного мундштука 12 создает в донном сечении сопротивление для прохода материала 1. Это сделано для того, чтобы масса материала 1 (практически несжимаемая) направилась к центру мундштука 12 и чтобы скопировала, обжала форму стержня 10 с фаской 11, обеспечив тем самым получение формы донной ступеньки осевой полости. По мере заполнения полости мундштука 12 масса материала 1 сталкивает шайбу 14 со стержня 10.
Этот момент является сигналом о полном заполнении донной части полости мундштука 12 материалом 1 и о завершении формирования ступеньки осевой полости.
Вакуум-пресс останавливают.
Измеряют величину выступания заготовки из мундштука 12. По этой величине изготавливают шаблон, которым пользуются при формировании следующих заготовок изолятора (без центрующей шайбы 14), так как сам материал 1 в этом случае обеспечивает центрирование керна относительно внутренних поверхностей мундштуков 4 и 12.
Путем раскрепления крепежных элементов 17 и отвода его частей 18 и 19 относительно шарнирных соединений 20 на обе стороны вакуум-пресса производят раскрытие мундштука 12. К выступающей из мундштука 4 вакуум-пресса заготовке подводят лоток 21 и включают вакуум-пресс. Через мундштук 4 с цилиндрической полостью диаметром, соответствующим требуемому наружному диаметру (с припуском под обточку), выходит сформированная заготовка 22, опираясь на лоток 21 и скользя по нему (см. фиг.2).
Одновременно с образованием наружной формы поверхности в заготовке 22 формуется ее полость продавливанием материала 1 поверх закрепленного на тяге 6 керна, имеющего цилиндрический калибрующий участок 8, который формирует больший диаметр полости на заданной глубине (длине), причем по окончательным чистовым размерам.
По достижению заданной длины заготовку 22 отрезают с обоих концов по линии отрезки 23 у вакуум-пресса и со стороны образованной ступеньки по линии 24.
С помощью лотка 21 отформованную заготовку передают на дальнейшую обработку, на операцию обточки, а части 18 и 19 разъемного мундштука 12 поворачивают относительно шарнирных соединений 20 и скрепляют в исходном положении элементами 17.
Включают вакуум-пресс.
Масса материала 1 (практически несжимаемая), проходя через зауженное проходное сечение мундштука 12, устремляется к центру и, обжимая форму наконечника 9 и стержня 10 с фаской 11, обеспечивает получение формы донной ступеньки осевой полости заготовки 22.
Как только выходящая через зауженное проходное сечение масса материала 1 достигнет длины, измеряемой шаблоном, вакуум-пресс останавливают, к выступающей части заготовки 22 подводят лоток 21.
Раскрепляют крепежные элементы 17, части 18 и 19 разводят в стороны. Когда мундштук 12 раскрыт, к выступающей из мундштука 4 заготовке подводят лоток 21 и включают вакуум-пресс. Одновременно формуют наружную форму поверхности мундштуком 4, а внутреннюю - цилиндрической частью наконечника 9 керна полость заготовки 22 большего диаметра на заданную длину (включая припуск на подрезку). По достижении заданной длины полости заготовку 22 отрезают по линии отрезки 23 (у вакуум-пресса) и со стороны внешнего торца заготовки по линии 24. С помощью лотка 21 отформованную заготовку передают на операцию обточки. Мундштук 12 приводят в исходное положение.
Использование всех существенных признаков заявленного способа способствует возможности получения заготовки изолятора со сложной формой внутренней поверхности непосредственно на вакуум-прессе, чем расширяется технологическая возможность существующих вакуум-прессов.
Изобретение относится к производству высоковольтных изоляторов, например, из керамической массы. Технический результат - получение заготовок изоляторов со ступенчатыми полостями непосредственно на вакуум-прессе. Формующий осевую полость с донной ступенькой элемент выполняют в виде установленного на тяге керна с участками заходным коническим и калибрующим цилиндрическим с диаметром, равным большему внутреннему диаметру заготовки. Керн имеет сменный наконечник, имеющий стержень с диаметром, равным диаметру малого отверстия изолятора, и фаску по форме углубления донной ступеньки осевой полости изолятора, обращенные в направлении экструзии. Вакуум-пресс для формования донной ступеньки в заготовке снабжают дополнительным мундштуком с зауженным проходным сечением по отношению к проходному сечению мундштука. Мундштук имеет возможность разъема (раскрытия) в плоскости оси вакуум-пресса. Формуют данную ступеньку осевой полости заготовки, останавливают вакуум-пресс, раскрывают дополнительный мундштук. Снова включают вакуум-пресс, получают заготовку заданной длины экструзией. 3 ил.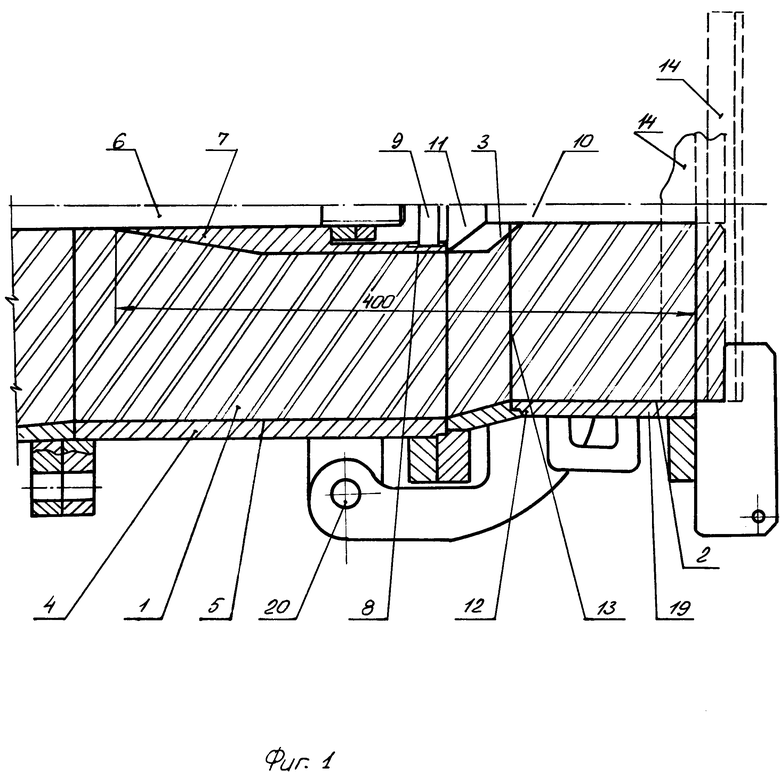
Способ изготовления заготовки изолятора с осевой ступенчатой полостью методом экструзии, включающий подачу материала, формование внешней и внутренней поверхностей заготовки заданных диаметров путем продавливания вакуум-прессом материала через мундштук с элементом, формующим осевую полость с донной ступенькой, и отрезку заготовки, отличающийся тем, что элемент, формующий осевую полость с донной ступенькой, выполняют в виде установленного на тяге керна с участками заходным коническим и калибрующим цилиндрическим с диаметром, равным большему внутреннему диаметру заготовки, на керн устанавливают сменный наконечник, имеющий стержень с диаметром, равным диаметру малого отверстия изолятора, и фаску по форме углубления донной ступеньки осевой полости, обращенные в направлении экструзии, а на мундштук вакуум-пресса для формования донной ступеньки в заготовке устанавливают дополнительный мундштук с зауженным проходным сечением и имеющим возможность разъема в плоскости оси вакуум-пресса, после чего включают вакуум-пресс, формуя донную ступеньку осевой полости заготовки, останавливают вакуум-пресс, раскрывают дополнительный мундштук и снова включают вакуум-пресс, получают заготовку заданной длины экструзией с опорой на лоток, останавливают вакуум-пресс, отрезают заготовку с двух сторон и передают ее на последующую операцию.
| Способ изготовления изоляторов с осевой полостью методом экструзии | 1990 |
|
SU1791124A1 |
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| Устройство для формования керамических изделий | 1987 |
|
SU1539066A1 |
| ИЛЬЕВИЧ А.П | |||
| Машины и оборудование для заводов по производству керамики и огнеупоров | |||
| - М.: Машиностроение, 1968, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
| Вакуумный шнековый пресс | 1957 |
|
SU116705A1 |
| ТРЕНАЖЕР ДЛЯ ПОДГОТОВКИ МЕХАНИКОВ-ВОДИТЕЛЕЙ ПОДВИЖНЫХ КОМПЛЕКСОВ ВООРУЖЕНИЯ | 2019 |
|
RU2711047C1 |

