Изобретение относится к обработке металлов давлением, в частности магнитным импульсным полем, и может быть использовано при получении утолцений на осесимметричных загот овках.
Известен способ получения внутренних утолщений на трубных заготовках путем осевого,сжатия трубной заготов ки с одновременным механическим подп ром стенки -Изнутри с помощью сек. ционных элементов в зоне очага деформации 1 .
Недостатками этого способа являются необходимость согласования скоростей перемещения торцов трубы и секционных элементов, наличие огранки по внутреннему диаметру и сло ность штамповой оснастки.
Известен способ получения утолщений на осесимметричных пустотелых заготовках, заключающийся в многопереходном осевом сжатии заготовки, ограниченной Изнутри оправкой f2 .
Однако способ имеет недостаточно высокую производительность, обусловленную незначительной степенью дефор мации и необходимостью применения специального оборудования для нагрева заготовок, а также ysKytp область применения.
Цель изобретения - повышение производительности и расширение технологических возможностей .
Поставленная цель достигается тем, что согласно способу получения утолщений на осесимметричных пустотелых заготовках, заключающемуся в осевом сжатии заготовки, ограниченной жестким инструментом, в процессе непрерывного осевого сжатия с об разованием гофр на заготовке на каждом переходе осуществляют осадку гофр давлением импульсного магнитного поля напряженностью повышающейся на последующих переходах.
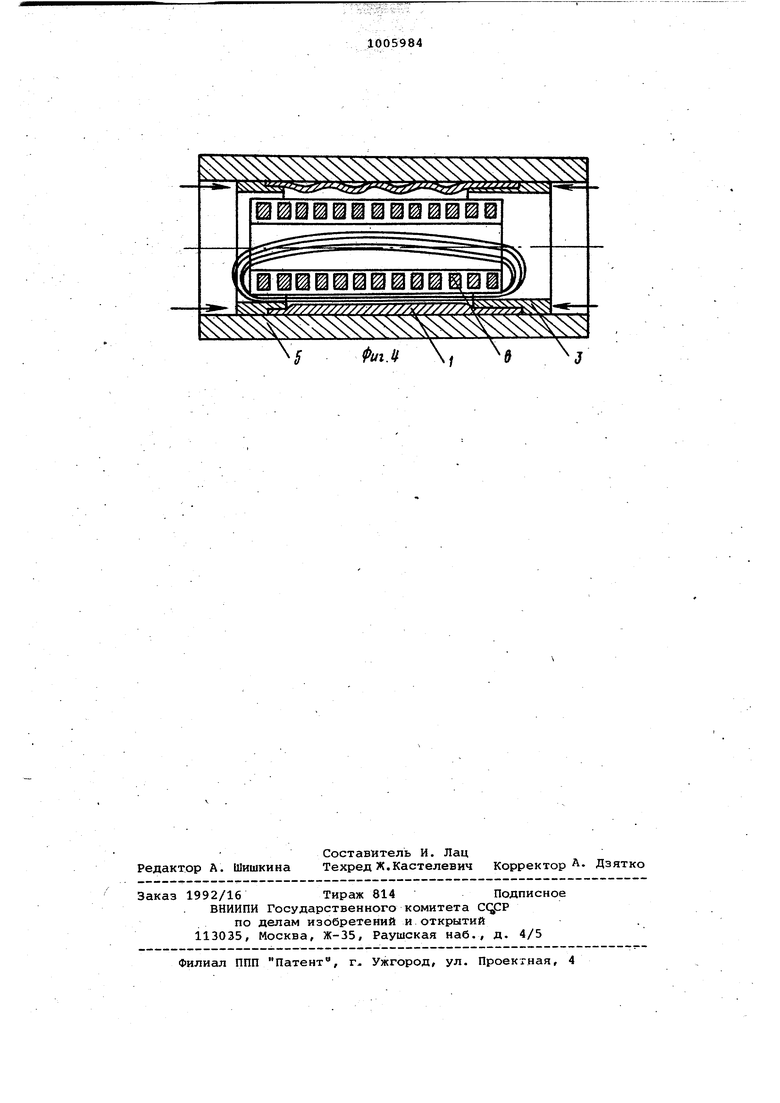
На фиг. 1 изображена принципиальная схема процесса набора наружных утолщений; на фиг. 2 - заготовка с утолщением; на фиг. 3 - готовая деталь на фиг. 4 - схема процесса набора внутренних утолщений.
Предлагаемый способ при наборе наружных утолщений осуществляется следующим образом.
Заготовку 1 (фиг. 1) устанавливают на оправку 2 и сжимают пуансонами -3. После того, как заготовка потеряет устойчивость и об1 азуются кольцевые гофры определенной высоты осуществляют их осадку на оправке воздействием импульса магнитного поля с помощью индуктора 4 обжима. При этом стенка утолщается. При дальнейшем осевом сжатии процесс образования гофр и их осадка многократ-. но повторяются до получения, утолщения необходимой высота, причем напряженность магнитного поля возрастает с увеличением толщины стенки. Затем заготовку с утолщением (фиг. 2) снимают с оправки, калибруют в инструментальном штампе и получают готовую деталь (фиг. 3).
Процесс набора внутренних утолщений (фиг 4) аналогичен процессу набора наружных утолщений и отличается лишь тем, что вместо оправки 2 применяется матрица 5, а индуктор 6 раздачи размещается внутри
заготовки. I
Процесс можно вести как в холодном состоянии, так и с нагревом, заготовки с помощью того же индуктора.
По приведенной технологической схеме получают деталь из трубной заготовки со следующими параметрами: исходная заготовка 22х1мм; величина утолщения 2 мм; длина утолщенной части 20 мм; материал - сплав алюминиевый АМГ б.
Использов.ание предлагаемого способа получения утолщений на осесимметричных деталях обеспечивает, по сравнению с известным, увеличение степени деформации за один переход (до 100%).сокращение количества переходов, увеличение производительности процесса в 2-3 раза, возможность получения утолщений значительной протяженности на трубных заготовках, расширение технологических возможностей процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения наружных утолщений на трубах | 1990 |
|
SU1784392A1 |
| Способ изготовления деталей с фланцем из трубчатой заготовки | 1985 |
|
SU1296267A1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
| Способ получения утолщений на пустотелых цилиндрических заготовках | 1986 |
|
SU1386331A1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ШТАМПОВКИ СИЛЬФОНОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2502574C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
СПОСОБ ПОЛУЧЕНИЯ УТОЛЩЕНИЙ НА ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ЗАГОТОВКАХ, заключакндайся в осевом сжатии заготовки, ограниченной жестким инструментом, отличающий с я тем, что, с целью повышенияпроизводительности и расширения технологических возможностей, в -npQuecсе непрерывного осевого сжатия с образованием гофр на заготовке на каждом переходе осуществляют осадку гофр давлением импульснозго магнитного поля напряженностью, повышающейся на последующих переходах. СО ел со 00 4
,ГГ ///////////// Г7ГГт
////////////
Фиг.2
Ezz222 22 S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для утолщения концов тонкостенных труб | 1972 |
|
SU447200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ковка и объемная штамповка | |||
| Справочник под ред | |||
| М.В | |||
| Сторожева | |||
| М., Машиностроение, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
