Изобретение относится к обработке металлов давлением и может быть использовано для получения наружных утолщений на цилиндрических изделиях типа труб, например, при высадке концов стальных труб нефтяного сортамента (ГНС).
Известен способ получения утолщений на осесимметричных пустотелых заготовках, при котором трубчатую заготовку уста- навливают на оправку и сжимают пуансонами. После того, как заготовка потеряет устойчивость и образуются гофры определенной высоты, осуществляют их осадку на оправке воздействием импульсов магнитного поля с помощью индуктора обжима. При этом стенка заготовки утолщается. При дальнейшем осевом сжатии процесс образования гофр и их осадка многократно повторяются до получения утолщений необходимой высоты, причем напряженность магнитного поля возрастает с увеличением
г fcs.
толщины стенки после каждого перехода. Затем заготовку с утолщением снимают с оправки и подвергают калибровке в штампе, в результате чего получают готовое изделие.
К основным недостаткам этого способа следует отнести, во-первых, низкое качество поверхности утолщений, характерное дляЪсадки заготовок без ограничения течения металла в ее наружных слоях со стороны рабочего инструмента. Во-вторых, необходимость дополнительной технологической операции - калибровки, что значительно снижает производительность процесса. В- третьих, невозможность деформирования трубчатых заготовок с большой (5 мм) тол- Лщйной стенки и изготовленных из материалов (в том числе и сталей), имеющих низкую электропроводность.
Целью настоящего изобретения является повышение качества поверхности угол Ч 00
со ю к
щений и производительности процесса, а также расширение технологических возможностей за счет получения утолщений на стальных трубах нефтяного сортамента.
Сущность изобретения заключается в том, что радиальное усилие к заготовке прикладывают посредством по меньшей мере одной пары бойков, а степень деформации за готовки на кЗжД бм эта пе за один переход определяют из выражений:
,
Ah
Д|)Ог5тД1-5т,
где ДI - степень деформации на этапе осевого сжатия заготовки;
h - степень деформации на этапе радиального сжатия заготовки;
k - коэффициент, зависящий от свойств материала заготовки и равный 0,39...0,64;
IT.DT.ST - соответственно длина, диаметр и толщина стенки деформируемого участка трубы перед каждым переходом.
Сущность предлагаемого способа поясняется чертежом: 1 - труба; 2 - зажимные матрицы; 3 - пуансон; 4 - бойки радиально- обжимного механизма.
Предлагаемый способ осуществляется следующим образом.
Трубчатую заготовку 1 с предварительно нагретым участком защемляют в зажимных матрицах 2. Затем к нагретому участку заготовки 1 прикладывают осевое усилие пуансоном 3.
После того, как незащемленный участок трубы потеряет устойчивость и образуются кольцевые гофры, осуществляют их осадку на пуансоне бойками радиально-обжимного механизма без снятия осевого усилия сжатия в течение перехода. При этом стенка утолщается. При дальнейшем осевом сжатии процесс образования гофр и их осадка многократно повторяются до получения утолщения необходимой высоты. Деформацию заготовку на каждом этапе определяют из указанных выражений.
Предложенным способом получают утолщение на образцах ТНС из стали 45 диаметром 42x3,5; 70x7,0 и 114x10,2 мм. Например, на образцах диаметром 42x3,5 мм требовалось получить утолщение с наружным диаметром 63 мм и длиной 70 мм. Для этого на первом этапе к нагретому участку образца длиной мм прикладывали пуансоном осевые сжимающие усилия, достаточные для его деформации на величину мм. На втором этапе образовавшиеся гофры осаживали на величину Д мм. Таким образом, после первого перехода получено утолщение длиной мм с толщиной стенки мм (степень деформации /л 2,0), Описанные этапы деформации повторяли во втором переходе, при этом величины деформации соответственно были равны Д мм и мм. В результате получено утолщение требуемых
размеров диаметром О2-63 мм и длиной мм, качество поверхности которых удовлетворяет требованиям ГОСТ 633-80.
Получать утолщение со степенями деформации /г 2 на аналогичных образцах
труб известным способом не представлялось возможным.
Таким образом, регламентирование величин осевой и радиальной деформации и возможность ограничения бойками течения
металла при переформировке гофр позволяет сформировать утолщение необходимой конфигурации с высокой производительностью и с высоким качеством наружной поверхности. При этом технологические
возможности процесса расширяются за счет получения утолщений на стальных трубах нефтяного сортамента.
30
Формула изобретения
Способ получения наружных утолщений на трубах, включающий многопере ходное деформирование трубной заготовки по этапам путем приложения на первом этапе к ее
предварительно нагретому участку осевого усилия сжатия до образования гофр и их последующей осадки на втором этапе радиальным усилием без снятия осевого усилия сжатия в течение каждого перехода, о т л ичающийся тем. что, с целью повышения качества поверхности утолщений, производительности процесса и расширения технологических возможностей за счет получения утолщений на стальных трубах нефтяного
сортамента, радиальное усилие к заготовке прикладывают посредством по меньшей мере одной пары бойков, а степень деформации заготовки на каждом этапе за один переход определяют из выражений
,
(21т-Д1)Ог5тД1 -8т.
где Д t - степень деформации на этапе осевого сжатия заготовки;
Д h - степень деформации на этапе радиального сжатия заготовки;
k-коэффициент, зависящий от свойств1т.0т,5т - соответственно длина, диаматериала заготовки, равный метр и толщина стенки деформируемого 0,39-0,64;участка трубы перед каждым переходом.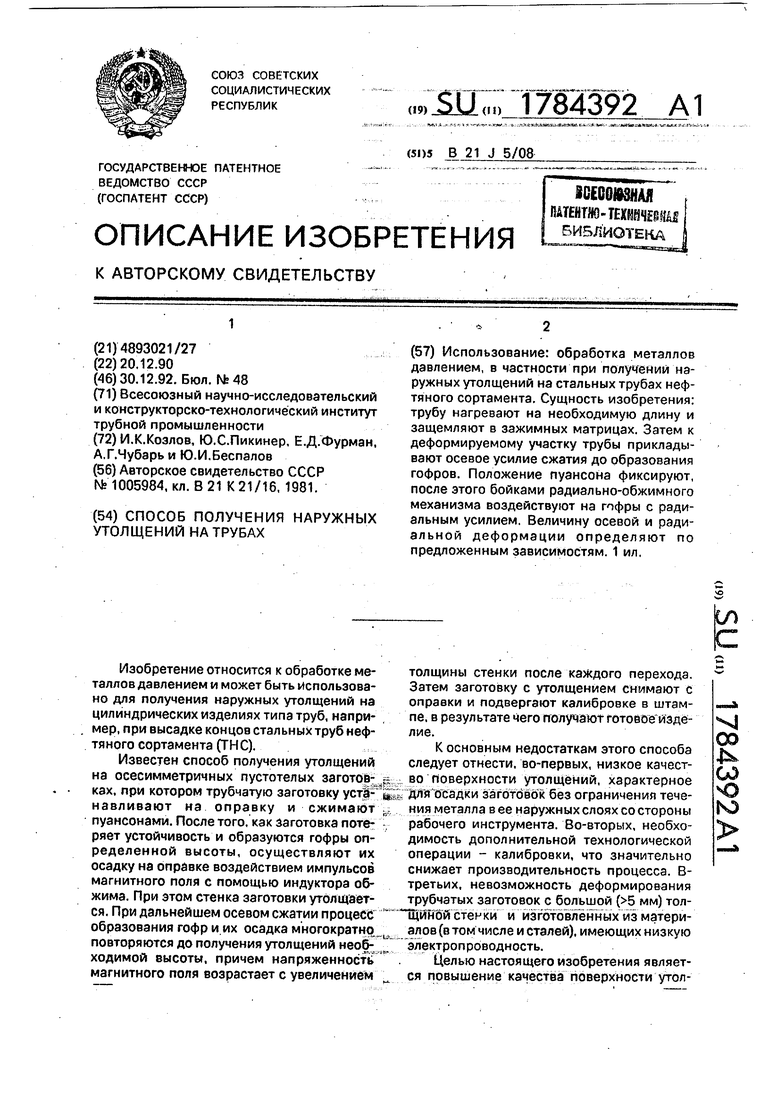

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безматричной высадки труб | 1991 |
|
SU1838022A3 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1530292A1 |
| Способ получения утолщений на осесимметричных пустотелых заготовках | 1981 |
|
SU1005984A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления сферических шарниров | 1987 |
|
SU1466905A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ МАГИСТРАЛЬНЫХ ТРУБ | 2013 |
|
RU2543657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |

Использование: обработка металлов давлением, в частности при получении наружных утолщений на стальных трубах нефтяного сортамента. Сущность изобретения: трубу нагревают на необходимую длину и защемляют в зажимных матрицах. Затем к деформируемому участку трубы прикладывают осевое усилие сжатия до образования гофров. Положение пуансона фиксируют, после этого бойками радиально-обжимного механизма воздействуют на гофры с радиальным усилием. Величину осевой и радиальной деформации определяют по предложенным зависимостям. 1 ил,
| Способ получения утолщений на осесимметричных пустотелых заготовках | 1981 |
|
SU1005984A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
