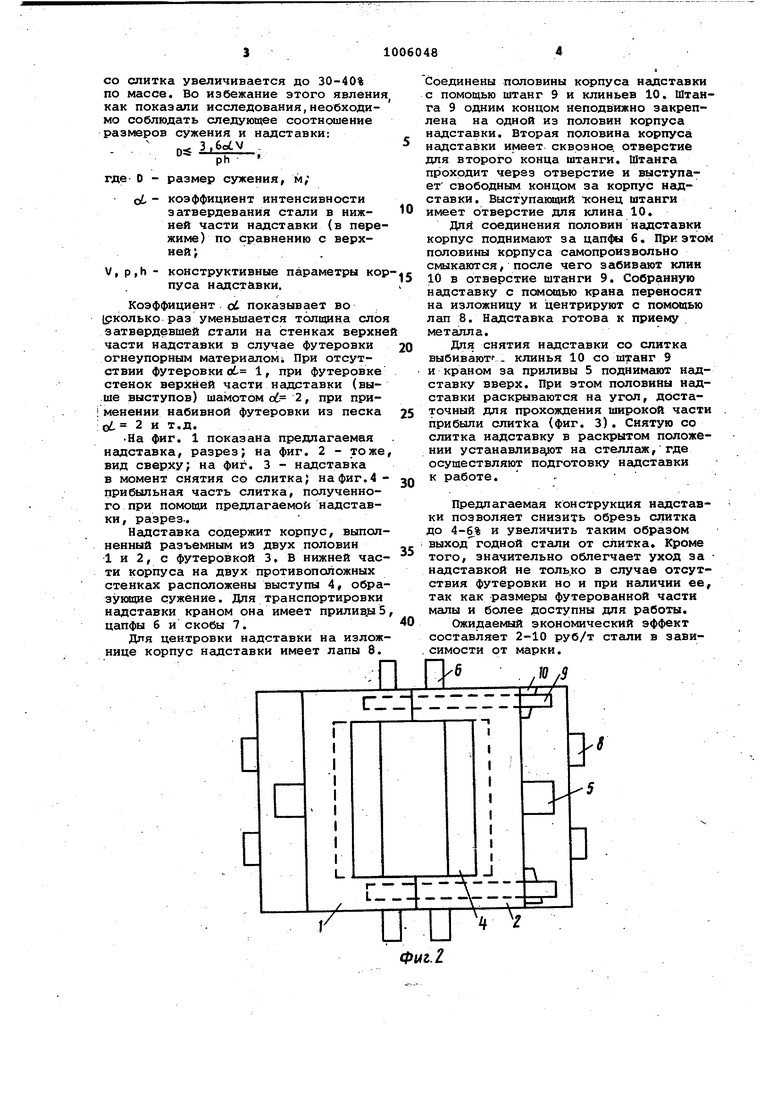
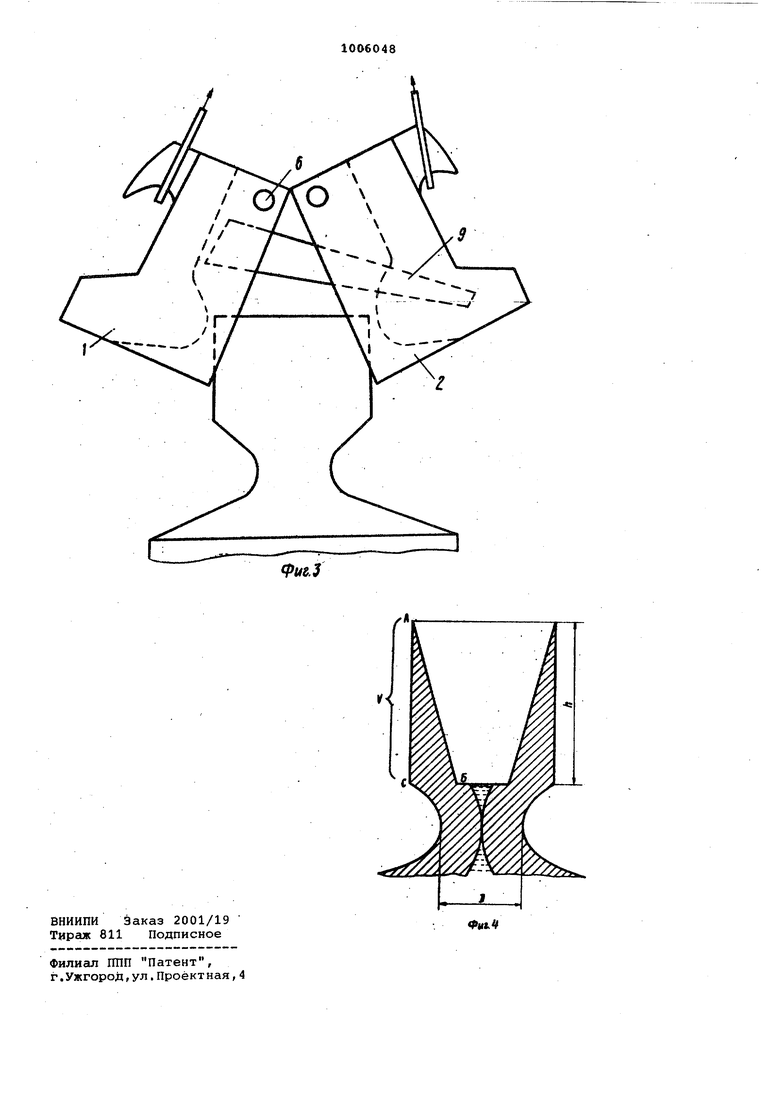
Изобретение относится к черной метаплургии и может быть использовано при разливке стали в изложницы с надставками для отливки слитк с усадочной раковиной. Известна надставка для изложницы при отливке слитков с открытой усадочной раковиной, сосредоточенной в верхней части слитка, содержащая металлический корпус со скво ным центральным отверстием, футеро ванный внутри теплоизоляционным ма териалом f 1J. Однако использование такой надставки не обеспечивает получение слитка с закрытой усадочной ракови ной. Наиболее близкой к предлагаемой является надставка к изложнице для отливки стальных слитков с закрытой усадочной раковиной, содержащая корпус со сквозным центральным отверстием, футерованным в верхней части теплоизоляционным материалом и массивной нижней частью без футеровки. Корпус надставки снабжен центрирующими лапами и приливами для захвата при подъеме. Надставка обеспечивает получение слитка с закрытой усадочной раковиной при разливке спокойврй стали L2. Однако при этом получается сравнительно высокая головная обрезь от слитка при прокатке, что снижает выход годной стали. Кроме того, для обеспечения изоляции закрытойусадочной раковины от атмосферы над ставка выполняется высокой и узкой что затрудняет ее футеровку и подмазку перед разливкой. Иные размеры надставки не обеспечивают изоляции закрытой раковины без существенного увеличения емкости верхней части надставки, что увеличивает головную обрезь. Целью изобретения является повышение выхода годной стали из слитка. Поставленная цель достигается тем, что в надставке к изложнице для отливки слитков с закрытой усадочной раковиной, содержащей корпус с центрирующими лапами и прилибами дли захвата при подъеме, корпус выполнен разъемным и в нижней внутрен ней части имеет сужение, образованное выступами, расположенными на двух противоположных стенках корпуса, при этом минигдальная величина сужения выбрана из следующего соотношения:п З. ° ph где О - минимальная величина сужения (расстояние между выступами) , Mj . ot - коэффициент интенсивности затвердевания стали в нижней части надставки (в пережиме) по сравнению с верхней ; V - объем верхней части корпуса надставки до выступов, м; р - внутренний периметр верхней части надставки на половине его высоты, м, h - высота корпуса надставки от верхней кромки до высту пов, м. При зтом выступы в вертикальном сечении имеют форму сегмента. Кроме того, выступы в вертикальном сечении имеют форму трапеции с наклонными боковыми сторонами. Корпус надставки выше выступов может быть футерован частично или полностью. Надставка может быть выполнена с любой формой внутреннего горизонтального речения. ИЬ-за наличия выступов в нижней части корпуса надставки, образующих сужение, возможность теплоотвода здесь еще больше повышаетс-я по сравнению с известными надставками, так как увеличивается относительная поBepxHocfTb теплоотвода. Поэтому при затвердевании слитка здесь быстро возникает мост твердого металла. Над мостом усадочная раковина слитка оказывается открытой, под мостомзакрытой. Стенки закрытой раковины свариваются при прокатке, стенки открытой раковины не свариваются и отводятся в обрезь. Металл из верхней части надставки во время затвердевания расходуется на компенсацию усадки и образование настылей. При этом известно, что для компенсации усадки слитка, которая не превышает 4-5% объема слитка, в прибыль наливают 16-20% металла, т.е. на аждый объем израсходованного из прибыли металла на компенсацию усаДки слитка предусматривается 4-5 объемов металла на настыли. Поэтому, чем интенсивнее затвердевание стали в нижней части надставки, тем раньше получится пережим, тем меньше израсходуется металла из прибыли на компенсацию усадки и образование настылей. В связи с этим создается возможность уменьшения размеров прибыли, а следовательно и головной обрези из слитка.. Но если жидкий металл израсходуется из верхней части, надставки раньше, чем образуется мост твердого металла в нижней части надставки, то вся усадочная раковина окажется открытой. Стенки такой раковины не свариваются при прокатке и обрезь со слитка увеличивается до 30-40% по массе. Во избежание этого явлени как показали исследования,необходиМО соблюдать следующее соотнсиление размеров сужения и надставки- D: 3. ph где D - размер сужения, м/ oi. коэффициент интенсивности затвердевания стали в нижней части надставки (в пере жиме ) по сравнению с верхней, V, p,h - конструктивные параметры ко пуса надставки. Коэффициент . о«1. показывает во (рколько раз уменьшается толщина сло затвердевшей стали на стенках верхн части надставки в случае футеровки огнеупорным материаломi При отсутствии футеровки о. 1, при футеровке стенок верхней части надставки (выше выступов) шамотом ci 2, при применении набивной футеровки из песка о6 2 и т.д. На фиг. 1 показана предлагаемая надставка, разрез; на фиг. 2 - тоже вид сверху; на фиг. 3 - надставка в момент снятия со слитка; на фиг.4 прибыльная часть слитка, полученного при помощи предлагаемой надставки, разрез.. Надставка содержит корпус, выпол ненный разъемным из двух половин 1 и 2, с футеровкой 3. В нижней час ти корпуса на двух противоположных стенках расположены выступы 4, обра зующие сужение. Для транспортировки надставки краном она имеет прилив 15 цапфы 6 и скобы 7. Для центровки надставки на излож нице корпус надставки имеет лапы 8. Соединены половины корпуса надставки с помощью штанг 9 и клиньев 10. Штанга 9 одним концом неподвижно закреплена на одной из половин корпуса надставки. Вторая половина корпуса надставки имеет сквозное, отверстие для второго конца штанги. Штанга проходит черзз отверстие и выступает свободным концом за корпус надставки. Выступающий -конец штанги имеет отверстие для клина 10. Для соединения половин надставки корпус поднимают за цапфы 6. При этом половины корпуса самопроизвольно смыкаются, после чего забивают клин Ю в отверстие штанги 9. Собранную надставку с помощью крана переносят на изложницу и центрируют с помощью лап 8. Надставка готова к приему металла. Для снятия надставки со слитка выбивaютf- клинья 10 со штанг 9 и краном за приливы 5 поднимают надставку вверх. При этом половины надставки раскрываются на угол, достаточный для прохождения широкой части прибыли слитка (фиг. 3). Снятую со слитка надставку в раскрытом положении устанавлив т на стеллаж, где осуществляют подготовку надставки к работе. . Предлагаемая конструкция надставки позволяет снизить обрезь слитка о 4-6% и увеличить таким образом выход годной стали от слитка. Кроме того, значительно облегчает уход за надставкой не только в случае отсутствия футеровки но и при наличии ее, так как размеры футерованной части малы и более доступны для работы. Ожидаемый экономический эффект составляет 2-10 руб/т стали в завиимости от марки.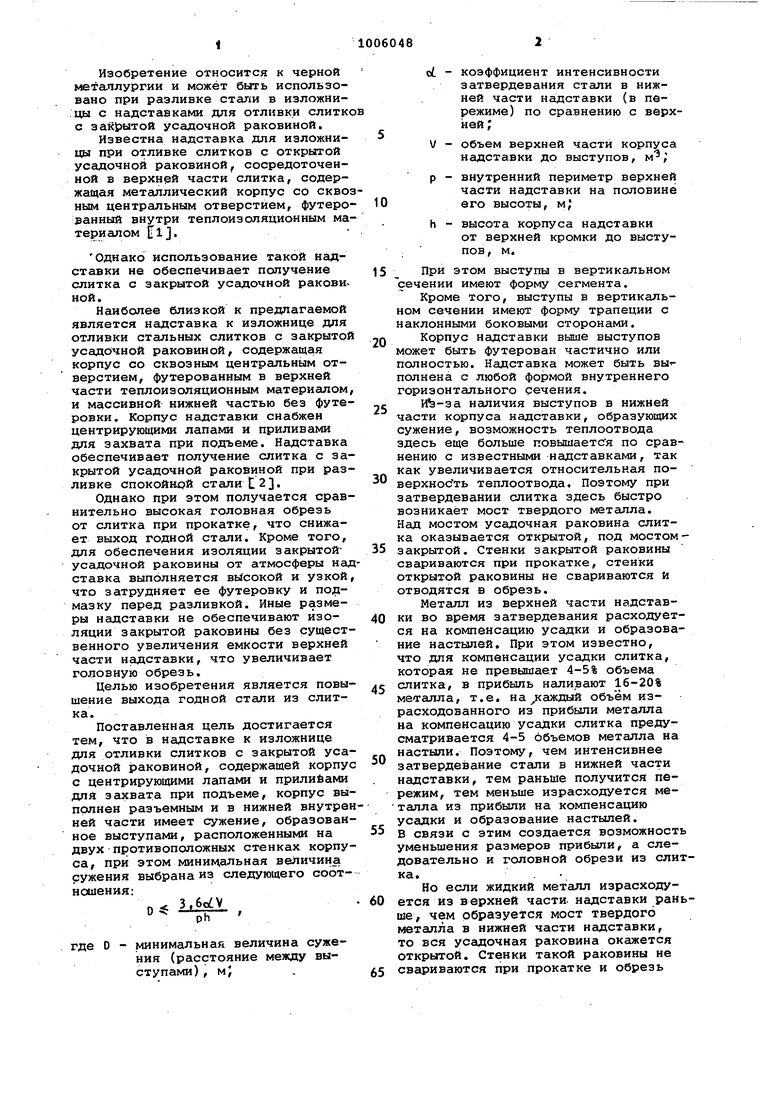
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибыльная надставка | 1983 |
|
SU1196112A1 |
| ПРИБЫЛЬНАЯ НАДСТАВКА | 1996 |
|
RU2104117C1 |
| Изложница для слитков | 1980 |
|
SU1014636A1 |
| Надставка-холодильник к изложнице | 1986 |
|
SU1488111A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2470735C2 |
| УШИРЕННАЯ КВЕРХУ ГЛУХОДОННАЯ ИЗЛОЖНИЦА | 1991 |
|
RU2013182C1 |
| Способ получения слитков спокойной стали и устройство для его осуществления | 1990 |
|
SU1792795A1 |
| Способ утепления прибыльной части слитка | 1976 |
|
SU668774A1 |
| УТЕПЛЯЮЩАЯ НАДСТАВКА ДЛЯ ПРИБЫЛЬНОЙ ЧАСТИ СЛИТКА | 2007 |
|
RU2368455C2 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |

С
с
I
1
1/
1
----4--У:::
J 1 I I тг V,
U- LT
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заверюха Н., Волков В., Чечеткин А | |||
| Разливщик стали, м., Металлургия, 1974, с | |||
| Прибор, автоматически записывающий пройденный путь | 1920 |
|
SU110A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Металлический холодильник для захолаживания верха слитка | 1958 |
|
SU120633A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
