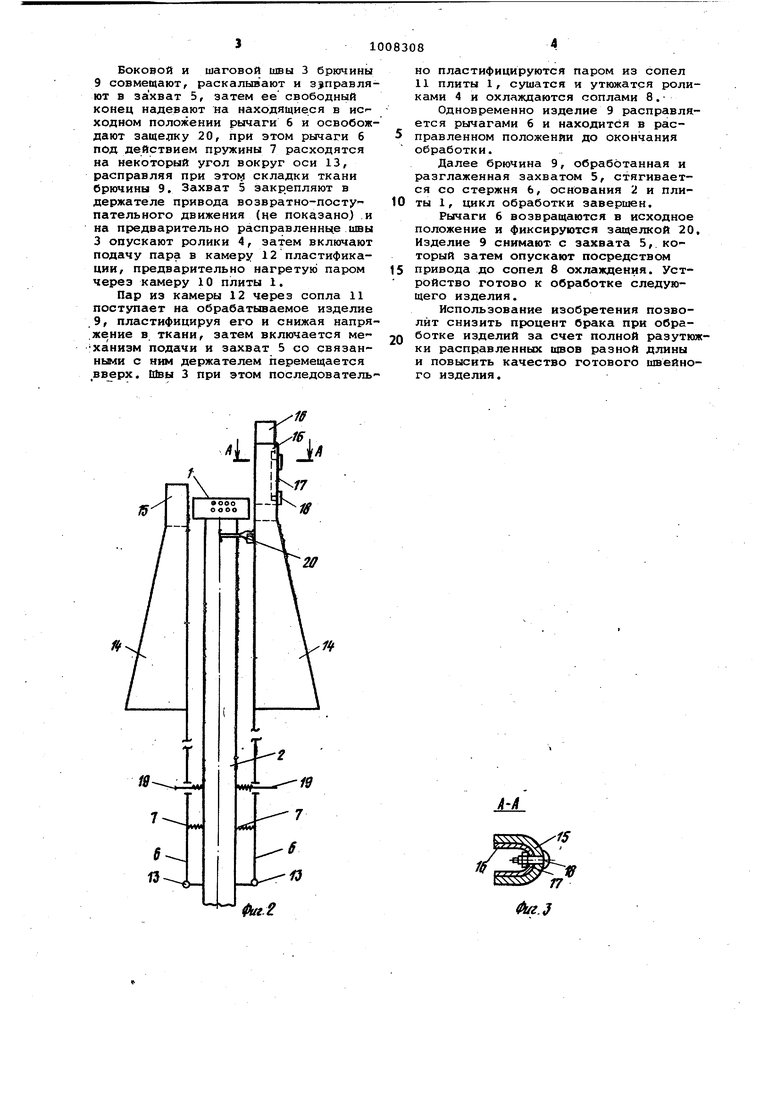
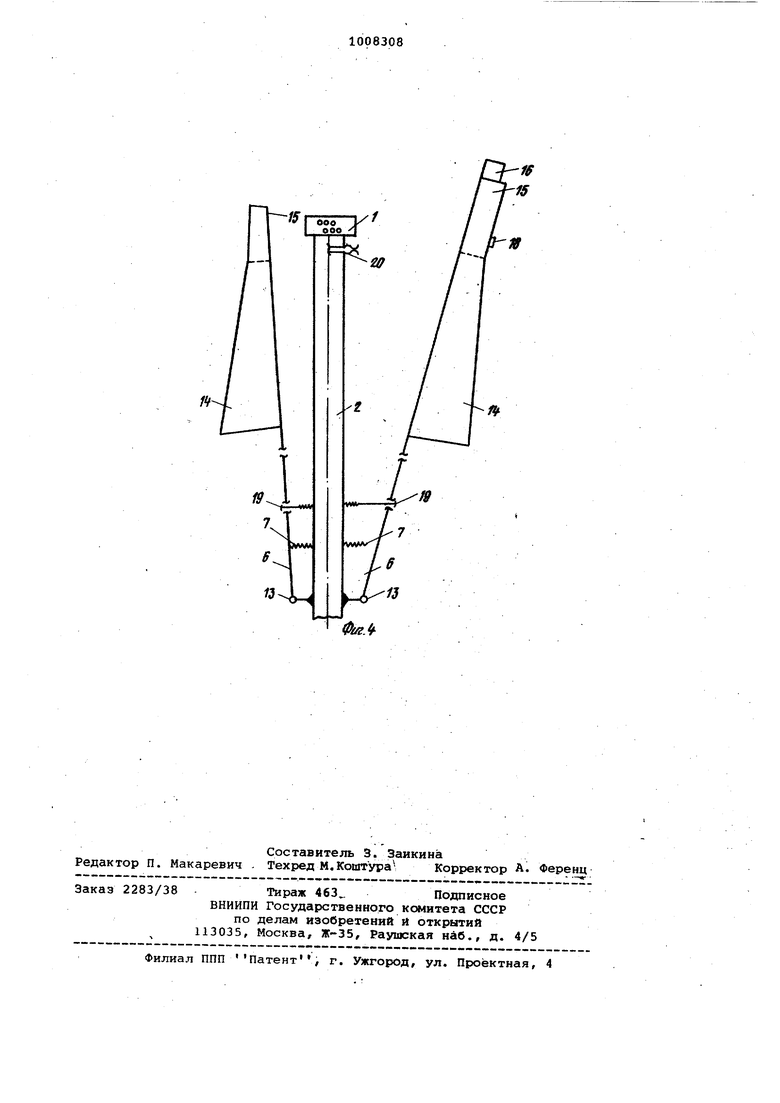
Изобретение относится к швейной промышленности, в частности, к устройствам для раэутюжки ишов в швейных изделиях трубчатой формы, например, боковых и шаговых швов брюк По основному авт. св. № 821601 известно устройство для разутюжки швов швейных изделий, содержащее смонтированную на основании полую плиту для раскалывания-швов, прижимные ролики, средства для перемещения изделия и трубопроводы для подачи пластифицирующей, сушащей и охлаждающей сред, причем плита выполнена перфорированной в местах расположения швов и соединена с трубопроводом для подачи пластифицирующей среды, а грани плиты закруглены в местах раскалывания швов/ при этом прижимные ролики подпружинены, выполнены обогреваемыми, имеют вогнутую наружную поверхность и установлены над закругленными гранями плиты, а трубо провод для подачи охлаждающей среды имеет сопла, расположенные над прижимньоми роликами, причем средства , для перемещения изделия имеют плас тйнчатые захваты, часть из которЕлх расположена под плитой и смонтирована на основании с помощью направляющих планок, а другая часть смонтирована над соплами для подачи охлаждающей среды с возможностью возвратно-поступательного перемещения Недостатком известного устройства является то что изделие висит в , захватах свободно и собирается в складки, т.е. в процессе обработки отсутствует расправление изделия и швов по выпуклым линиям ст&чивания,. что ведет к ухудшению качества изделия. . Цель изобретения - улучшение качества швейного изделия. Поставленная цель достигается тем что устройство для разутюжки швов швейных изделий дополнительно имеет вертикальные под1 ружиненные стержни с дугообразной рабочей поверхностью для поперечного расправления изделия нижние концы которого шарнирно смонтированы на основании под плитой, и установленные на основании ограничители отклонения стержней и фиксаторы их исходного положения. На фиг. 1 изображено устройство, общий вид, в аксонометрии; на фиг.2- схема расположения стержней; на фиг. 3 - сечение А-А на фир4 2; на фиг. 4 -.рабочее положение стержней Устройство содержит полую плиту 1, перфорированную с двух противоположных сторон и смонтированную на основании 2 и предназначенную для раскалывания шва 3, а также для обработки его пластифицирующей средой например паром, для разутюжки швов имеются два прижимных ролика 4, обогреваемых сушащей средой, например паром, верхний пластинчатый захват 5, служащий для захвата изделия и транспортировки его относительно плиты 1, связанный с приводом.возвратно-поступательного движения (не показано), вертикальные подпружиненные рычаги б, смонтированные шарнирно на основании 2 и связанные пружиной 7, а также сопла 8 охлаждения изделия 9. Плита Iвыполнена полой , с камерой 10 обогрева и имеет перфорированную соплами IIс двух противоположных сторон кольцевую камеру 12 подачи пластификатора, например пара, на обрабатываемое изделие 9, причем плита со стороны контакта с обогреваемым изделием 9 имеет закругленные грани для ориентации шва 3. Ролики 4 подвижнь относительно шва 3 и подпружинены к нему, что позволяет обрабатывать разнотолщииные швы и места, где в область шва попадает несколько слоев ткани, например, в брюках места втачивания карманов, где ткань верха обрабатывается вместе с мешковиной и подкладкой, а по форме ролики 4 выполнены в виде тел вращения вогнутыми, радиус кривизны вогнутости которых соответствует радиусу закругления граней плиты 1. Охлаждение изделия 9 после обработки пластификатором и сушки роликами 4 выполняют сопла 8, расположенные по обе стороны изделия 9 строго перпендикулярно разутюженному .шву 3 и соединенные с источником охлаждающей среды. Рычаги 6 шарнирн© закре.плены на оси 13, жестко прикрепленной к основанию 2, а рабочая их часть выполнена дугообразной формы, например в виде ..полого полуконуса 14, сопряженного к концу с полуцилиндром 15, выпуклой поверхностью в сторону контакта с обрабатываемым изделием 9, причем рабочая часть стержня 6, размещенного со стороны более короткой детали узла обрабатываемого изделия 9, выполнена длиннее другого на величину разности длин деталей узла изде;1ия, кроме того, имеет сменные удлибители 16, закрепленные посредством пластин 17 и крепежных винтов 18 к полуцилиндру 15, Длина удлинителя 16 зависит от размера-роста изделия 9. На основании 2 установлены регулируемые ограничители 19 для регулирования величины отклонения стержней 6, а в исходном положении рычаги 6 установлены с помощью фиксаторов 20, выполненных в виде защелки, смонтированной на основании 2 под плитой 1. Устройство работает следующим образом.
Боковой и шаговой швы 3 брючины 9 совмещают, раскалывают и з правляют в захват 5, затем ее свободный конец надевают на находящиеся в исходном полозкении рычаги 6 и освобождают защелку 20, при этом рычаги б под действием пружины 7 расходятся на некоторый угол вокруг оси 13, расправляя при 3TOtf складки ткани брючины 9. Захват 5 закрепляют в держателе привода возвратно-поступательного движения (не показано) и на предварительно расправленнЕяе швы 3 опускают ролики 4, затем включают подачу пара в камеру 12 пластификации, предварительно нагретую паром через камеру 10 плиты 1.
Пар из камеры 12 через сопла 11 поступает на обрабатываемое изделие 9, пластифицируя его и снижая напря.жение в ткани, затем включается механизм подачи и захват 5 со связанными с ним держателем перемещается вверх. Швы 3 при этом последовательно пластифицируются паром из сопел 11 плиты 1, сушатся и утюжатся роликами 4 н охлаждаются соплами 8. Одновременно изделие 9 расправляется рычагами 6 и находится в расправленном положении до окончания обработки.
Далее брючина 9, обработанная и разглаженная захватом 5, стягивается со стержня 6, основания 2 и плиты 1, цикл обработки завершен.
Рычаги 6 возвращаются в исходное положение и фиксируются защелкой 20, Изделие 9 снимают с захвата 5, который затем опускают посредством привода до сопел 8 охлаждения. Устройство готово к обработке следующего изделия.
Использование изобретения позволит снизить процент брака при обработке изделий за счет полной разутюжки расправленных швов разной длины и повысить качество готового швейного изделия.
15
фиг.2
±А.
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разутюжки швов швейных изделий | 1980 |
|
SU953041A2 |
| Устройство для разутюжки швов швейныхиздЕлий | 1979 |
|
SU821601A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
| Пресс для разутюживания швов швейного изделия | 1980 |
|
SU937574A1 |
| Способ разутюживания швов швейных изделий и устройство для его осуществления | 1985 |
|
SU1606556A1 |
| Приспособление для разутюживания швов на швейной машине | 1974 |
|
SU500303A1 |
| Способ растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины и устройство для его осуществления | 1988 |
|
SU1634130A3 |
| Устройство для влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772269A1 |
| Устройство для разутюживания швов на деталях швейных изделий трубчатой формы | 1982 |
|
SU1291631A1 |
| Устройство для разглаживания швов деталей швейных изделий | 1980 |
|
SU962380A1 |
УСТРОЙСТВО ДЛЯ РАЗУТЮЖКИ ШВОВ ШВЕЙНЫХ ИЗДЕЛИЙ по авт. св. № 821601, О т л И ч а ю щ е е С я тем, что, с целью улучшения качества швейного изделия оно имеет вертикальные подпружиневные стержни с дугообразной рабочей поверхностью для поперечного расправления, изделия, нижние КОШ1Ы кочорах шарнирно смонтированы на основании под,полой плитой, и установленные на основа:НИИ ограничители отклонения стержней и фиксаторы их исходного положения. W 00 со о СХ)
| I | |||
| Устройство для разутюжки швов швейныхиздЕлий | 1979 |
|
SU821601A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
