Изобретение относится к швейной промышленности, а в частности к способу влажно-тепловой обработки швов швейных изделий и устройству для его осуществления.
Цель изобретения - повышение производительности.
Изв|естен способ разутюживания швов швейных изделий, например.передних частей пиджаков, заключающийся в подаче обрабатываемой части изделия с по меньшей мере одной парой швов на приемную станцию, обеспечивающую: подачу изделия к прессующей плите, в укладке и раскрытии по меньшей мере одного шва, размещенного на одной из расположенных одна за другой гладильных планок приемной станции таким образом, что остальные участки изделия провисают петлями, в перемещении обрабатываемого шва изделия.
размещенного на планке приемной станции, к прессующей плите для обеспечения процесса прессования в соответствии со специфическими свойствами текстильного материала изделия и интервалом, обеспечивающим фиксированное конечное положение кромок шва изделия, одновременном ос уществлении раскрытия и растягивания по меньшей мере одного следующего шва этого или последующего обрабатываемого изделия и в отводе изделия от прессующей ПЛИ.ТЫ для снятия его (авт.св. № 937574, кл. D 06 F 71/30, 1980). Известно также устройство для осуществления указанного способа,содержащее верхнюю прессующую плиту и опорную раму с гладильно-прессовыми станциями, имеющую общую загрузочную зону с элементом для разутюживания шва изделия, в пределах которой на05
сд
ел
ходится попеременно одна из двух при-г емных станций, каждая из которых имеет гладильную планку.
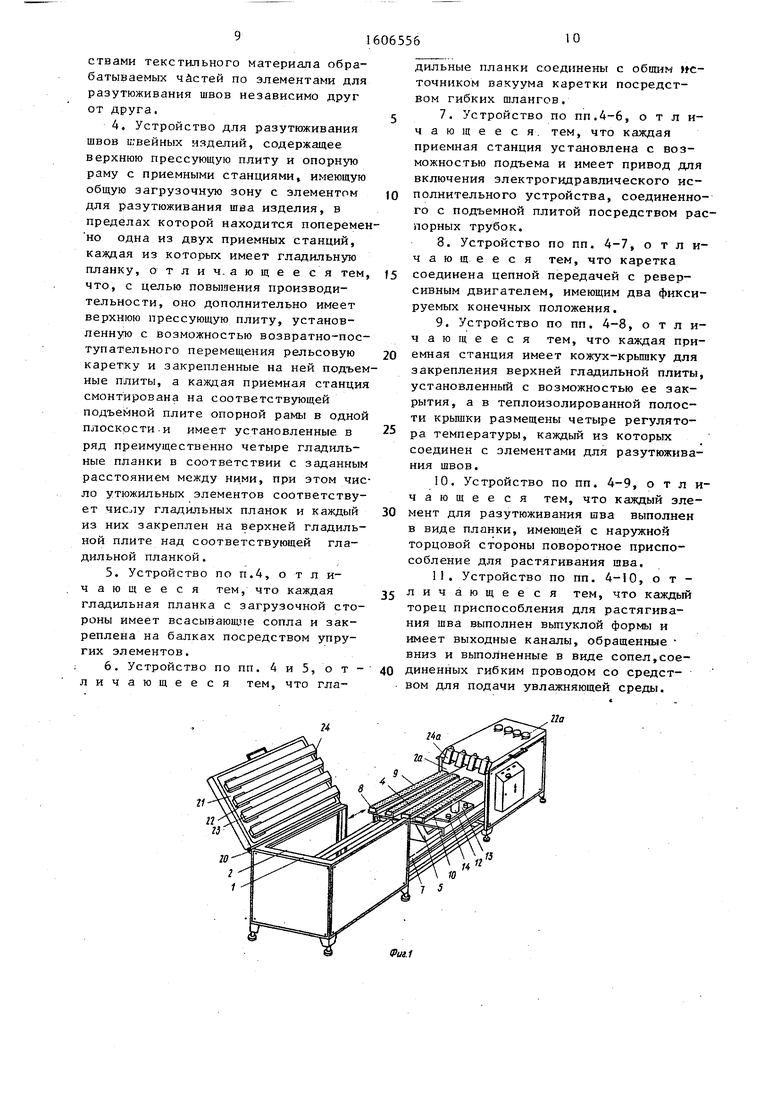
На фиг.1 показано устройство для осуществления способа путем сочетания ручных и механических операций, общий вид; на фиг.2 - то же, вид сбоку, разрез; на фиг.3 - приспособление для растягивания шва изделия.
На опорной раме 1 (фиг.1 и 2) установлены две гладильно-прессовые станции 2, 2а, между которыми со стороны входа предусмотрена общая или центральная загрузочная зона 3.Последняя приспособлена в основ.ном по площади к одной из обеих приемных станций 4, 4а каретки 5, которая помещена с помощью опорных роликов 6 на направляющих 7 внутри опорной рамы 1. Каждая приемная станция 4, 4а имеет предпочтительно четыре гладильные планки 8, За, установленные отдельно рядом и служащие в качестве опоры для наложения шва, которые состоят из закрытого со всех сторон прямоугольного полого профиля,причем, однако, с загрузочной стороны имеет- с множество всасывающих сопел 9,9а.
Каждая гладильная планка 8, За помещена в основании П-образного профиля 10, 10а таким образом, чтобы при помощи промежуточных пружинных нажимных элементов 11, Па, например с использованием нажимных пружин на пальцах, было обеспечено оптимальное положение по продольной оси и их упругость или упругое расположение. П-об- разное основания 10, 10а щвелле- ра жестко связаны с помощью распорных трубок 12, 12а с подъеной плитой 13, 13а, которая опирается на поперечных планка} каретки 3 и подъем которой обеспечивается условно изображенными направ- л;яющими пальцами 14, 14а с малыми потерями на трение. С нижней стороны каждой подъемной плиты 13, 13а установлено электрогидравлическое испол- .нительное устройство 15, 15а в качестве предпочтительного подъемного органа, причем установка в пазах позволяет осуществить изменение высоты на каретке 5. ,Цпя точного регулирования хода шток подъемного органа .связан с регулировочным рычагом 16, ;16а, который с одной стороны имеет опору, позволяющую осуществить вращение вокруг данной точки, а с дру0
5
0
5
0
35
40
45
50
55
гой стороны обеспечивает регулирование расстояния с помощью установочного винта 17, 17а, образуя вместе с подъемной плитой 13, I За конструктивную единицу. В центральном положении между обеими приемными станциями 4, 4а установлено средство 18 для создания вакуума на каретке 5 с гибкими воздушными шлангами 19, 19а, которое связано с гладильными планками 8, 8а. Привод (не показан) каретки 5 осуществляется цепной передачей тормозного двигателя изменяемого направления вращения, благодаря чему каретка перемещается в соответствии с требуемыми переключениями, а по достижении заданного конечного положения фиксируется.
Гладильно-прессоцые станции 2, 2а, выполненные в виде кожуха, могут быть раскрыты, но только для проведения технического обслуживания.Дпя открытия имеются шарниры 20, установленные со стороны, расположенной против стороны обслуживания (см. на фиг.1 слева).В остальное время для обеспечения безопасности обслуживания и сохранения работоспособности оборудования принято автоматическое запирание. Полости крыши 21, 21а облицованы теплоизолирующим материалом; в них помещаются только отдельные регуляторы 22, 22а температуры. Их количество в каждой гладильно-прессо- вой станции зависит от подключенных элементов для разутюживания швов 23, 23а, причем специально обработанная поверхность разутюживания их пропорциональна поверхности (площади) опоры данной планки 8, 8а. В качестве источника тепла применяется соот- ветствуняцим образом установленный нагревательный стержень, работающий так, что передача тепла сконцентрирована на поверхности разутюживания. Кроме того, каждый элемент
23,23а для разутюживания швов имеет поворачиваемое приспособление
24,24а для растягивания шва, установленное с входной торцовой стороны гладильно-прессовой станции 2, 2а.
Его радиус действия выбран так, чтобы рабочем положении по меньшей мере частично в линейном удлинении поверхности разутюживания перекрывало находящуюся в загрузочной зоне 3 гладильную планку 8, 8а заданным расстоянием 25 растягивания
5
(фиг.З), Его величину определяют с учетом всех специфических свойств текстильного материала, в частности обрабатываемых высот пришовных кромок, толщины материала и структуры ткани в целях обеспечения наибольшего сопротивления трения. Возможно практиковать, однако, также и напус для чего приспособление для растягивания шва со своей передней нижней стороной опирается на гладильную планку с небольшим наклоном. Каждое из приспособлений 24, 24а для растягивания швов имеет торцовую сторону которая с передней нижней стороны закруглена вверх и в пределах которой предусмотрены несколько сопловид ных выходных каналов 26, направленных вниз, которые объединяются в общем выводе для увлажнения 27, гибкий питающий провод 28 которого связан, как и у других устройств, со средой через средство увлажнения, работающее вместе с одной из гладильно- прессовых станций 2, 2а. Питающие проводы 28 могут быть закрыты или открыты независимо друг от друга.
Для ручного поворачивания приспособлений 24, 24а для растягивания швов с помощью ручного рычага (рукоятки) 29 вокруг точки 30 вращения в пол:ожение готовности были выполнены фаски на противостоящих торцовых сторонах как у приспособлений для растягивания швов, так и у элементов 23, 23а для разутюживания швов, обеспечивающие удержание в этом верхнем положении. Так называемый угол поворота должен быть примерно равным 100°, если отказаться от применения других вспомогательных средств для фиксации.
Устройство работает следующим образом.
Сшитые части изделий, например правая и левая передние части пиджака, имекщие по два шва-, берутся со штабеля и подаются оператором согласно фиг.1 и 2 на приемную станцию 4 каретки 5, установленную в загрузочной зоне 3, затем укладываются на гладильные планки 8 так, чтобы после соответствующего выравнивания каждая из четырех пар пришовных кромок в своей зоне была автоматически фиксирована от перемещения всасывающим действием вакуумного средства 18 и всасывающих сопел 9. Остаточные уча065566
стки обеих текстильных передних частей висят свободно вниз у гладильных планок 8 в виде петель. Затем в упро- щенном приеме казвдая отдельная пара пршиовных кромок открьгеается сначала от руки, а одновременно данное приспособление 24 для растягивания шва переводится ручным способом путем 10 поворачивания из положения готовности в рабочее положение, чем достигается растягивание соответствующих пришовных кромок в соответствии с фиг.З. В зависимости от специфичес- 15 ких свойств текстильного материала, например хлопчатобумажной ткани, обеспечивается соответствующая схема, чтобы эти четыре растянутые пары кромок, увлажнились через сопловид- ные каналы 26 до перемещения каретки 5 и до окончания растягивания шва. Затем начинают перемещать каретку 5 через цепную передачу двигателя и, таким образом, происходит перемещение загруженной приемной станции 4 в гладильно-прес.совую станцию 2,благодаря чему все четыре пары кромок теперь раскрываются автоматически приспособлениями 24 для растягивания 30 шва с помощью предусмотренных закруглений на торцовых сторонах непрерывно. По окончании растягивания соответствующими приспособлениями 24 необходимо поставить их в верхнее 35 положение готовности при помощи рукоятки 29. Когда каретка 5 вместе с приемной станцией 4 доходит до фиксированного конечного положения, то приемная станция 4а размещается в 0 загрузочной зоне 3. 3 то время, когда данная зона принимает теперь две обрабатываемые части, как это изложено вначале, на приемную станцию 4 передается от электрогидравлического 5 исполнительного устройства 15 подъемное усилие до полного равномерного прижатия и разутюживания всех четырех пар прищовных кромок.нагретыми соответствующим образом элементами 23 0 для утюжения шва. Равномерность усилия прижатия обеспечивается, в частности, упругой опорой гладильных планок 8 в основаниях 10. При разутюживании увлажненных пар пришовных 5 кромок происходит одновременно отсасывание относительно малого объема гладильного пара через всасывающие сопла 9. Выбираемые теьтературы обработки в пределах от 95 до 185 с ноут плавно устанавливаться регулятоами 22 температуры, применяемыми бычно в утюгах с терморегулятором. В целях экономного использования энергии, а также в соответствии с даным способом производства работ осуществляется регулирование температуры элементов 23, 23а для разутюживания швов независимо друг от друга от центрального места. По истечения заранее установленного времени разутюживания шва, например с использованием программного таймера, осуществляется опускание приемной станции 4 от ее собственной массы,причем электрогидравлическое исполнительное устройство 15 автоматически переводится в состояние, в котором отсутствует давление. При опирании подъемной плиты 13 на каретку 5 двигатель, который срабатывает при этом, передает противоположное направление движения на каретку, так что приемная станция 4 возвращается в загрузочную зону 3 и останавливается для приема готовых, а также для загрузки других обрабатываемых частей,если загруженная приемная станция 4а достигала внутри гладильно-прессовой станции 2а своего фиксированного конечного положения в продолжение аналогичных технологических приемов, Устройство может быть выполнено как сдвоенное на общей опорной раме 1 для двух операторов, которые стоят друг против друга. Кроме того, было бы возможным осуществлять предлагаемый способ аналогичным образом в виде карусельного устройства, однако с одной лишь гладильно-прессовой станцией 4.
В расширение степени механизации имеется возможность предусмотреть для первоначального открытия пар пришовных кромок использование воздуха для растягивания швов посредством щелевых сопел.
Изобретение позволяет поворачивать приспособления для растягивания швов, установленные рядом с относительно небольшим углом, а также поворачивать их автоматически в сборе.
Формула изобретения
1. Способ разутюживания швов швейных изделий, например передних частей
0
5
0
5
0
5
0
5
пиджаков, заключающийся в подаче обратываемой части изделия с по меньшей мере одной парой швов на приемную станцию, обеспечивающую подачу изделия к прессующей плите, в укладке и раскрытии по меньшей мере одного шва, размещенного на одной из расположенных одна за другой гладильных планок приемной станции таким образом, что остальные-участки изделия провисают петлями, в переме- шении обрабатываемого шва изделия, размещенного на планке приемной станции, к прессующей плите для обеспечения процесса прессования в соответствии со специфическими свойствами текстильного материала изделия и интервалом, обеспечивающим фий- сированное конечное положение кромок шва изделия, одновременном осуществлении раскрытия и растягивания по ;меньшей мере одного следующего шва этого или последующего обрабатываемого изделия и в отводе изделия от прессующей плиты для снятия его, о т- личающийся тем, что, с целью повышения производительности, швы одного изделия размещают на планках приемной станции рядами в одной плоскости и фиксируют их положение на планках, при этом фиксация швов на планках обеспечивается с помощью всасывающего усилия воздуха, а при обработке швов одного изделия, размещенного на одной приемной станции, осуществляют одновременно расправление и увлажнение в соответствии со специфическими свойствами текстильного материала швов другого изделия, размещенного на дополнительной приемной станции.
2.Способ по п.1, о т л и ч а ю- щ и и с я тем, что величину всасывающего усилия, обеспечиваемого источником вакуума, регулируют для обеспечивания фиксации четырех пар
.швов двух передних частей пиджаков на воздухопроницаемых гладильных планках каждой приемной станции, при этом дополнительно отсасывают паровую среду из пространства гладильно- прессовых станций.
3.Способ попп. 1 и 2, отличаю щ и и с я тем, что перед раскрытием и растягиванием швов осуществляют нагрев предварительной утюжильной обработкой в пределах 95-185 С
в соответствии со специфическими свой24
Г4
Фиг.1
22iS22124
В..л :; 109 8 1Sn13 4 I
v J././// /
т 6 5 15 19 Фи. г
I
24a 11a10a9a8aL 4a
18
TV
19 а 15a 16а

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
| Устройство для разутюживания швов на деталях швейных изделий трубчатой формы | 1982 |
|
SU1291631A1 |
| Устройство для разутюжки швов швейных изделий | 1980 |
|
SU953041A2 |
| Гладильная машина | 1958 |
|
SU120491A1 |
| Пресс для разутюживания швов швейного изделия | 1980 |
|
SU937574A1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1980 |
|
SU1017749A1 |
| Гладильный элемент подушки гладильного пресса | 2019 |
|
RU2720855C1 |
| Приспособление для раскрытия шва и расправления трубчатых швейных изделий | 1957 |
|
SU108286A1 |
| КОНСТРУКЦИЯ ВОРОТНИКА | 1999 |
|
RU2173076C2 |
| СПОСОБ ОБРАБОТКИ ДРАПИРОВКИ | 2009 |
|
RU2399354C1 |

Изобретение относится к швейной промышленности, в частности к способам разутюживания швов швейных изделий и к устройствам для их осуществления, и позволяет повысить производительность. Растянутые обрабатываемые швы, одновременно размещенные на приемной станции, располагают рядами в одной плоскости и фиксируют их положение на гладильных планках, при этом фиксация осуществляется за счет воздействия всасывающего воздействия воздуха, а при обработке швов одного изделия обеспечивается расправление и увлажнение изделия. 10 з.п. ф-лы, 3 ил.
25
Фиг.З
29
