Йзобретёййбкасаетс кааибра для поверкг Винтовой резьбы, в Котором: с целшю ёозмджаостй компенсйройатъ его йЗйос Применяются смейные йзмерительийе упоры фасонвого йрофилхс.
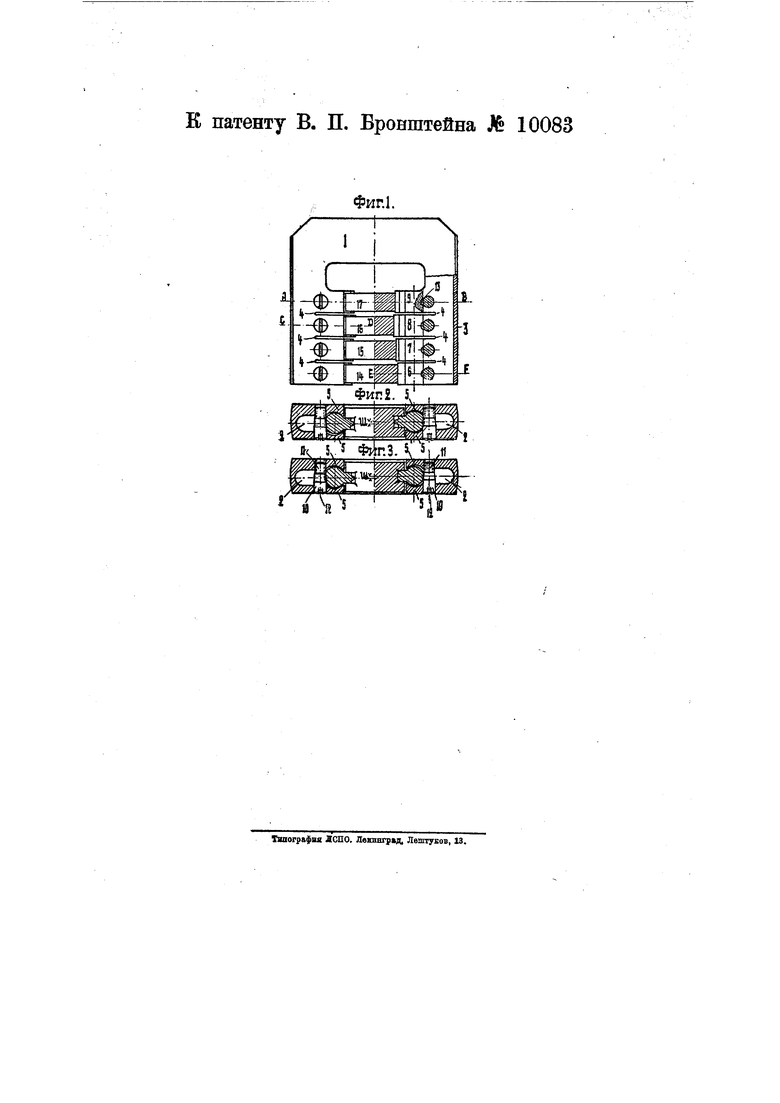
На чертеже фиг. i изображает вид сболу, с частичный раарезом, предлагаемого калибра, фиг. 2 г з - райрезй его по линиям АВ и GDEF фиг. 1-й.
В скобе 1 (фиг. 1) калибра из полосовой, литой или штамиованиой стали имеются пазы , которыми каждая половина скобы разделяется на две ч:асти, соединяемые перемычками З; по высоте в корпусе сделаны три пары прорезов 4, благодаря чему образуются восемь пар лап 5, между которыми вставлены измерительные упоры б, 7,8 и 9. Закрепление упоров производится при помощи конических установочных штифтов 10, концы коих снабжены винтовою нарезкою 11, соответствующею нарезке в отверстиях корпуса; на противоположном конце каждый штифт имеет шлиц 12 для отвертки. При ввинчивании штифта 10, коническая часть его нажимает на соответствующий упор,
цапфы которого, прижимаясь к ла пам скобы, продвигаются в сторону оси калибра на расстйяиие, требуемое шаблойой, благодаря пружйнению стеной скобы, соединенных перемычками 3. Упоры б - 9 имеют фасонные профили, форма которых зависит от того, кайой из диаметров винтовой нарезки поверяется. На противоположйой Стороне каждый упор имеет выемку 13, в края которой упирается установочный штифт 10. При входе в калибр винт встречает нижнюю пару упоров 6, которая служит для поверки наружного диаметра резьбы и устанавливается по шаблону 14 на проходной размер. Измерительные плоскости упоров-гладкие. Для установки размера оба штифта 10 освобождаются, так что упоры могут поворачиваться в гпездах корпуса. Шаблон вводится в калибр так, чтобы упоры поместились в выемках, ширина которых соответствует ширине выступающей части упрра (фиг. 2 и 3). Обеспечив таким образом направление упорам при нх передвижении ввинчивают установочные штифты в навинтованные гнезда корпуса до тех
пор, упоры своими изм рительными поверхностями неупрутся в шаблон. После этого шаблон |нимается и установленный размер может быть поверен вторично концевой . Второй ря;; упоров поверяет диймйр; па сторонах нарезки по проходному размеру. Йзмерительная поверхность упора в сечении представляет собою окружность, касающуюся двумя точками полей нарезки по среднему (эффективному) диаметру. Установка этих упоров, равно как и последующих, производится вышеописанным способом, с помощью подобных же шаблонов. Профиль упора показан в сечении. Третий ряд упоров поверяет внутренний диаметр винта но проходному размеру. Профиль упора имеет в сечении форму угла профиля с закруглением у вершины. Угол гребня профиля упора должен быть меньше угла профиля нарезки. Четвертый ряд упоров поверяет диаметр на сторонах нарезки по непроходному размеру. Шаблон,Для четвертого ряда уцоров вводится сверху через выемку в корпусе. Приведенной поверки винта по трем диаметрам достаточно для обеспечения взаимозаменяемости. Профили упоров указаны
одаозубыми. Парные упоры должны быть, установлены так, чтобы расстояние между средними плоскостями их равнялось шагу варезки ш, как указано на фиг. 2 и 3. Выемки щ шаблонах должны быть располоягены соответственно этому.
Предмет патент а.
Калибр для поверки винтовой резьбы, характеризующийся тем, что корпус калибра в виде скобы снабжен четырьмя парами фасонного профиля измерительных упоров 6, 7, 8, 9, устанавливаемых при помощи конических штифтов 10, касающихся выемок 13 в упорах, из каковых упоров упоры 6 установлены при помощи шаблона 14 для поверки наружного диаметра резьбы на проходной размер, упоры 7 служат, по устацовке по шаблону 15, для поверки диаметра на сторонах резьбы по проходпому размеру, упоры 8, устанавливаемые по шаблону 16, п редназначены для поверки внутреннего диаметра резьбы по проходному размеру, ж упоры 9, установленные по шаблону 17, предназначены для поверки диаметра на сторонах резьбы по непррходному размеру.
, .5ч. тапЗ. 1.«
Фиг.1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибры для измерения внутренних и наружных размеров | 1928 |
|
SU10082A1 |
| Калибр для поверки конусов | 1928 |
|
SU10084A1 |
| Предельный калибр | 1927 |
|
SU12664A1 |
| Устройство для поверки микрометра | 1990 |
|
SU1776344A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО КАЛИБРА | 1991 |
|
RU2020401C1 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| КОМПЛЕКС ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ СКВАЖИННЫХ ИНКЛИНОМЕТРОВ | 2010 |
|
RU2439493C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| Устройство для фасонной гибки | 1978 |
|
SU839644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |