Изобретение относится к области буровой техники и может быть использовано в буровых шарошечных долотах, предназначенных для бурения глубоких нефтяных и газовых скважин, а также взрывных скважин в шахтах и на карьерах.
Известно, что показатели работы буровых долот в значительной мере зависят от точности их изготовления, в частности от торцевого и радиального биения шарошек относительно оси торца присоединительной резьбы.
При торцевом биении, создаваемом разновысотностью шарошек вдоль оси долота, шарошка одной из секций, наиболее выступающая относительно торца присоединительной резьбы, работает во время бурения в значительно более жестких условиях, постоянно «обгоняя» две другие шарошки.
При радиальном биении, создаваемом различным расстоянием калибрующих конусов шарошек относительно оси резьбы, одна из шарошек с наибольшим удалением во время бурения больше других контактирует со стенкой скважины, увеличивая ее диаметр. При этом шарошка воспринимает увеличенное сдвигающее усилие от реакции бокового контакта со скважиной, снижающее стойкость опоры. Кроме того, такая шарошка значительно быстрее истирается по обратному конусу.
Наличие в буровом долоте торцевого и радиального биения снижает ресурс работы долота, поэтому важной задачей технологии сборки, сварки секций, в результате которых образуется корпус долота, а затем и нарезки резьбы на корпусе является обеспечение минимально возможных значений этих биений.
Известно устройство для сборки секций бурового шарошечного долота [1], принятое за аналог, в котором базирование, выравнивание и подгонку диаметра долота по секциям перед прихваткой последних и последующей сваркой боковых швов осуществляют с помощью трехкулачкового патрона, позволяющего раздвигать установленные на нем секции до контакта обратных конусов шарошек с калибром-кольцом, контролирующим размер бурового долота по диаметру, а также выравнивать нажимом шаблона положение секций по высоте (разновысотность) вдавливанием их в мягкое основание перед жестким соединением сваркой.
Недостатками этого устройства для сборки и жесткого соединения секций являются сложность узла крепления секций на раздвигающихся кулачках, трудность выполнения базовых боковых поверхностей на спинках лап и закрепления секций по этим базовым поверхностям, а также необходимость жесткого соединения секций при наличии обязательных зазоров по двухгранникам лап, возникающих при разведении секций до контакта по обратным конусам шарошек с калибром-кольцом.
Кроме того, в указанном устройстве затруднена задача уменьшения торцевого биения, поскольку для каждого типоразмера долота необходимо изготавливать сложный индивидуальный верхний (вдавливающий) «упор-забой», который во время установки секций перед прихваткой и сваркой нивелирует их смещение по отношению друг к другу.
Другим аналогом является устройство и способ сборки секций методом установки их торцами лап на основание, прижима лап друг к другу с помощью винтовых рукояток на стойках с целью обеспечения поворота со скольжением двухгранников лап друг по другу до достижения контакта обратных конусов шарошек с внутренней поверхностью подводимого съемного калибра-кольца [2].
К преимуществам этого решения можно отнести возможность достижения диаметрального размера без применения регулирующих прокладок-пластин, необходимых для сборки долота точного размера по диаметру.
К недостаткам рассматриваемого устройства следует отнести следующее. Не регламентировано базовое регулирование торцевого смещения секций до прихватки и сварки, без которого неизбежна разновысотность шарошек. При ручном пробном последовательном прижиме сначала одной, затем другой и третьей секций неизбежны неравномерность разворота и смещения осей двухгранников относительно оси устройства и образование веерности секций. Не регламентировано направление изворота секций при ручном последовательном прижиме - по часовой или против часовой стрелки. Это очень важный показатель, поскольку при угловом извороте секции и шарошки против часовой стрелки режущие элементы вооружения калибрующего конуса ориентированы агрессивно относительно стенки и срезают породу зубьями шарошек подобно резцу при механической обработке, направленному в сторону перемещения переднего угла. При угловом повороте секции в обратном направлении контакт шарошек со стенкой скважины осуществляется по обратным поверхностям калибрующего конуса, которые могут только «гладить» стенку скважины тупыми поверхностями подобно резцу, направленному в обратную сторону заднего угла.
Кроме того, не решены вопросы, связанные с замерами требуемого размера долота по диаметру. При пользовании съемным диаметральным калибром-кольцом неизбежны при установке его перекосы, несоблюдение соосности осей двухгранников секций с осью сборочного устройства.
В качестве прототипа выбрано устройство и способ сборки секций и нарезки резьбы шарошечного долота [3], в котором базирование секций долота на плите, выравнивание их по высоте и подгонку по диаметру осуществляют с помощью ступенчатого стационарного сборочного кольца, выполненного в плите-основании, играющего одновременно роль и торцевого, и радиального регулятора при последовательном перемещении расклинивающих стержней в пространстве между сборочным кольцом и секциями со стороны разделки под сварные швы, а окончательную заварку прихваченных предварительно секций производят после удаления сборочного кольца и расклинивающих стержней.
Преимущества этого решения - простота конструкции приспособления, стабильность, жесткость и невозможность перекоса установочного базового калибра-кольца, являющегося частью установочной плиты, возможность получения точного диаметра долота без применения регулирующих прокладок-пластин.
Недостатком прототипа является недостаточно высокая точность получения одновысотности секций, поскольку при контакте с нижней плоскостью установки твердосплавные зубки или фрезерованные зубья трех различных секций обеспечивают их различный уровень вдоль оси устройства из-за разницы шагов на контактирующих периферийных венцах с базовой плоскостью.
Другим, общим для аналогов и прототипа, недостатком является отсутствие базовой связи между операциями сборки секций в корпус и нарезки на нем конической присоединительной резьбы. При этом даже идеально собранный корпус долота может быть неточно установлен в патроне токарного станка - с перекосом оси долота относительно оси патрона. Такой перекос неизбежно приводит к появлению разновысотности и радиальному биению шарошек относительно оси резьбы, а следовательно, и к снижению работоспособности долота.
Техническим результатом настоящего изобретения является обеспечение возможности быстрого и более точного достижения сразу трех сборочных параметров - минимальных торцевого и радиального биения шарошек, а также получение точного размера долота по диаметру во время сборки без применения метода проб и ошибок при установке тех или иных регулировочных пластин-прокладок.
Технический результат достигается тем, что перед сборкой обеспечивают гарантированный зазор по двухгранникам лап, выполняют базовые установочные отверстия на их торцах с осями, расположенными в плоскостях, проходящих через оси двухгранников под одинаковыми острыми углами со стороны набегающих граней, с одинаковыми размерами от их дна до точки пересечения оси цапфы с осью шариковой беговой дорожки, подвижно закрепляют шарошки на лапах, фиксируют замковые пальцы, секции устанавливают базовыми отверстиями на ответные им по размерам и форме базовые штифты устройства для сборки, с помощью кулачков и толкателей секции разворачивают вокруг осей базовых штифтов до осуществления контакта обратных конусов шарошек с внутренней поверхностью установленного на жестких стойках калибра-кольца, секции сваривают в корпус, на спинках лап с этой же установки выполняют симметричные базовые отверстия с одинаковым расстоянием от их дна до оси устройства для сборки, вынимают корпус долота из сборочного устройства и устанавливают в приспособление с базовыми кулачками, ответными по форме и размерам базовым отверстиям на лапах, жестко фиксируют ими корпус, а затем производят нарезку на ниппеле присоединительной конической резьбы.
Для получения указанного технического результата необходимо надежное и высокоточное устройство для сборки секций бурового долота, гарантирующее отсутствие торцевого и радиального биения шарошек. Описание наиболее предпочтительного устройства, обеспечивающего выполнение этих требований, приводится ниже.
Это устройство для сборки содержит поворотный корпус с плитой и стойками для установки, ориентирования и фиксации положения секций перед их жестким соединением в корпус, калибр-кольцо для обеспечения требуемого диаметра долота; на плите по числу секций расположены одинаковые базовые установочные штифты с осями, параллельными центральной оси устройства, на одинаковом расстоянии друг от друга и от оси, с вершинами, расположенными в плоскости, перпендикулярной центральной оси; собираемые секции с гарантированным зазором по двухгранникам и с базовыми установочными отверстиями на торцах, ответными базовым установочным штифтам, с одинаковым базовым размером от дна до точки пересечения оси цапфы с осью шариковой беговой дорожки.
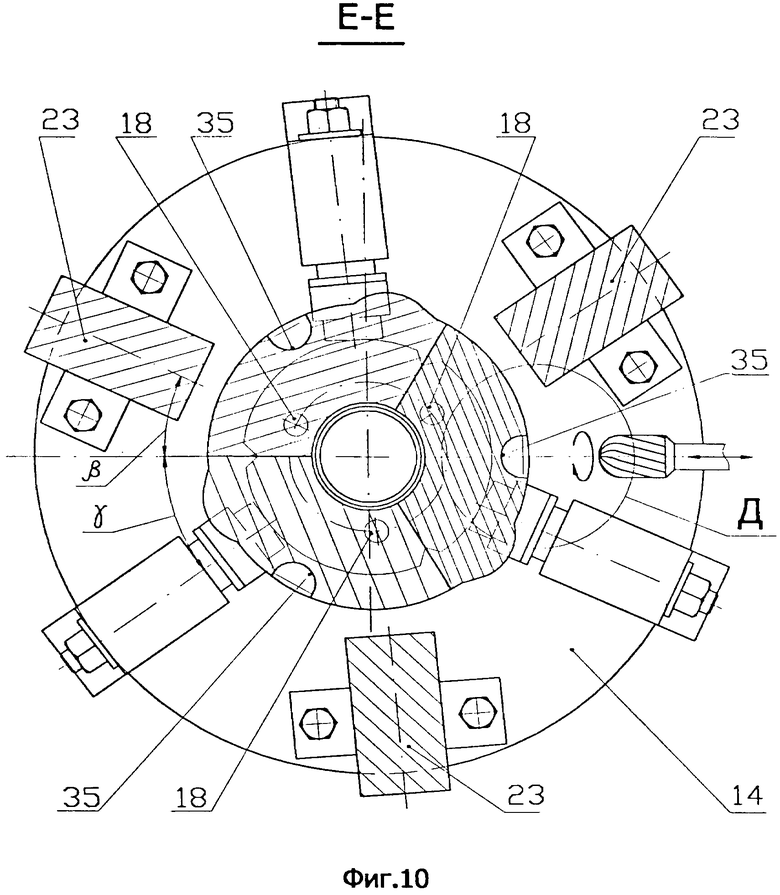
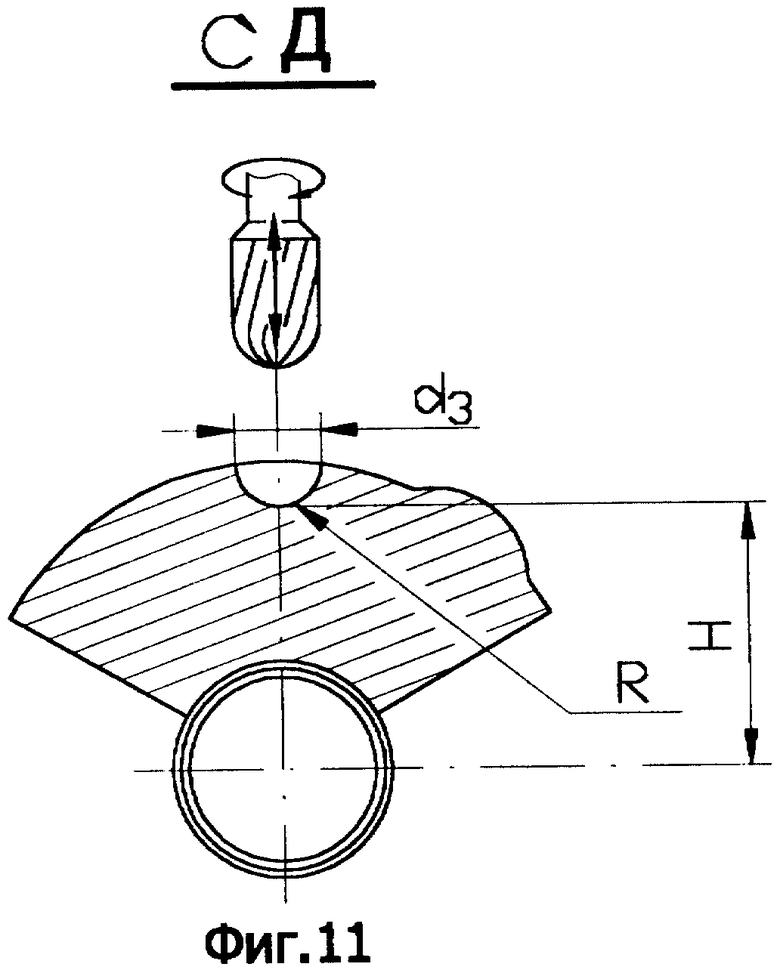
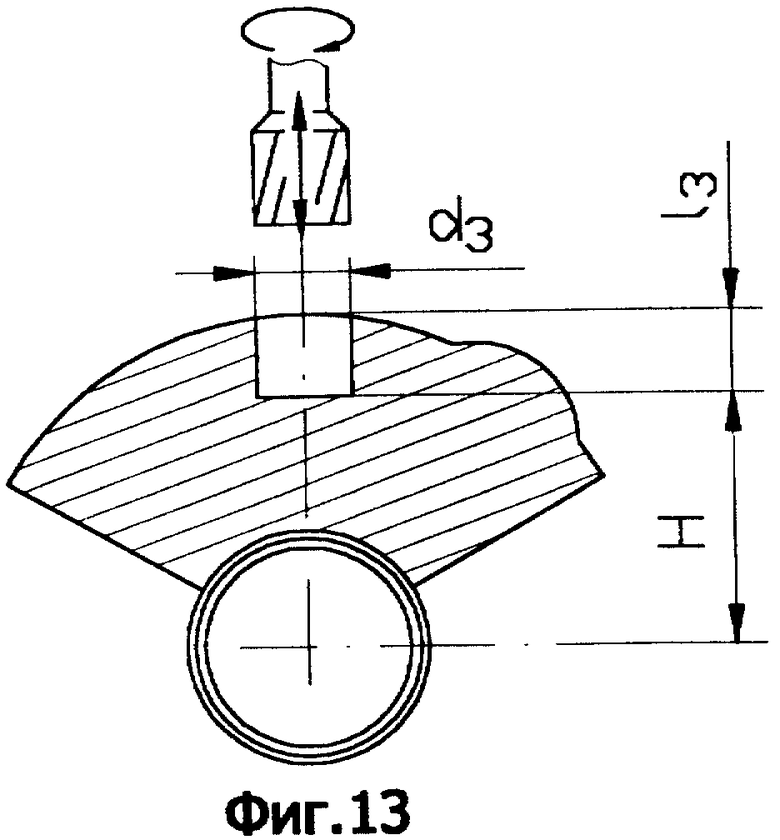
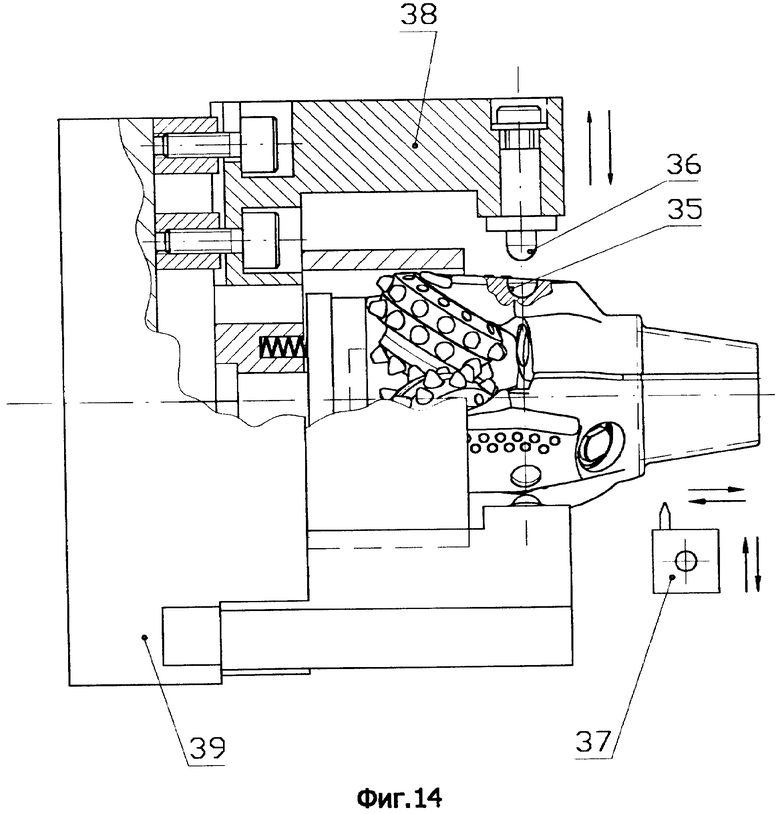
Перечень и описание фигур чертежей. На фиг.1, 2 изображена лапа бурового шарошечного долота. На фиг.3 показана схема расположения базовых отверстий 12 на торцах всех трех лап собираемых секций. На фиг.4 и 5 изображена схема предлагаемого устройства (вид сверху и вид сбоку). На фиг.6 и 7 показаны виды сверху и сбоку сборочного устройства (без толкателей) с тремя установленными секциями. На фиг.8 изображен разрез Г-Г фиг.7 (с толкателями); на фиг.9 и 10 показана схема выполнения базовых отверстий на лапах корпуса (фиг.10 - разрез Е-Е фиг.9). На фиг.11, 12, 13 изображены различные формы базовых отверстий на спинках лап. Схема закрепления корпуса долота для нарезки резьбы показана на фиг.14.
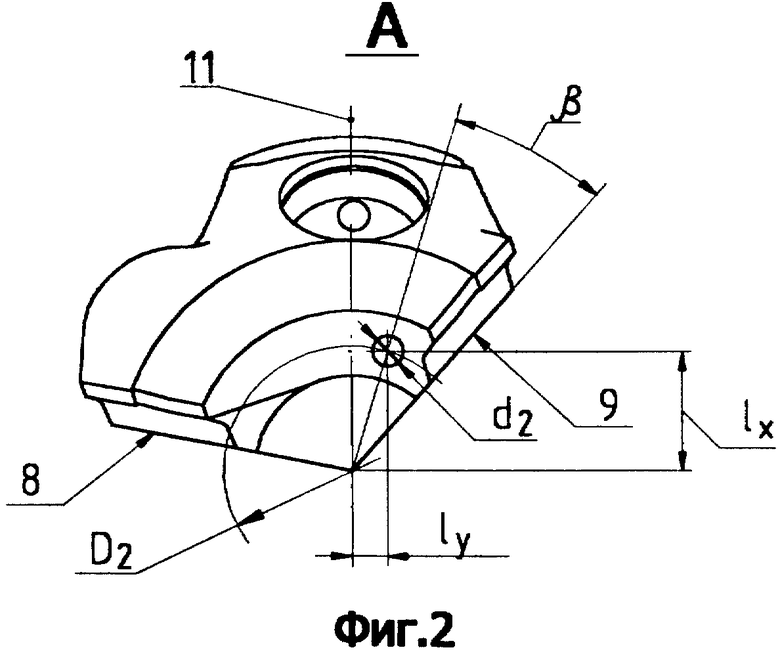
На фиг.1 и 2 позицией 1 обозначена цапфа, например, с радиальными подшипниками 2 и 3, упорными торцевыми подшипниками скольжения 4 и 5, шариковым замковым подшипником 6, осью 7. Позиции 8 и 9 - соответственно сбегающая и набегающая плоскости двухгранника, поз.10 - ось двухгранного угла, поз.11 - след плоскости симметрии спинки лапы, проходящий через ось двухгранника. На торце лапы поз.12 обозначено базовое отверстие (диаметром d2, глубиной lz2), ось которого параллельна оси 10. Поз.13 обозначено дно отверстия, выполненного строго в соответствии с базовым расчетным размером lz1, от точки пересечения осей цапфы 7 и шариковой беговой дорожки 6. Оси базовых отверстий 12 расположены на диаметре D2 с координатами lx и ly или под углом β со стороны набегающей грани 9 (фиг.2).
Размещение эксцентрично расположенных базовых отверстий 12 на поверхности торцев лап обусловливается требованием обеспечения режущих свойств калибрующих элементов шарошки во время бурения (резание, а не выглаживание, как было отмечено выше). Кроме того, размещение базового отверстия должно обеспечить наличие места для подвода толкателя к спинкам лап для их разворота относительно базовых штифтов 8 до контакта с кольцом-калибром. Обоим условиям отвечает размещение центров базовых отверстий 12 на диаметре D2 с координатами lx и ly, или лежащими на стороне острого угла β, предпочтительно равного β=25°÷45° с набегающей грани 9 двухгранника лапы, как показано на фиг.2 и 3.
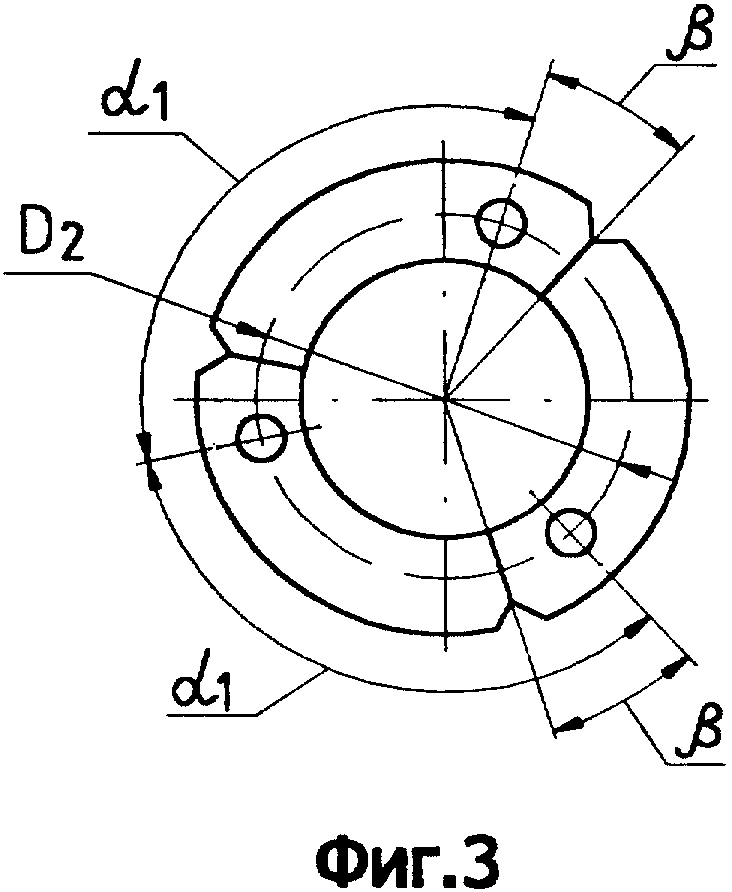
На фиг.3 показано расположение базовых отверстий 12 на торцах всех трех лап собираемых секций - на диаметре D2, под углом α1 друг к другу (α1=360°/n, где n - число секций в долоте) и острыми углами β с набегающей грани двухгранника.
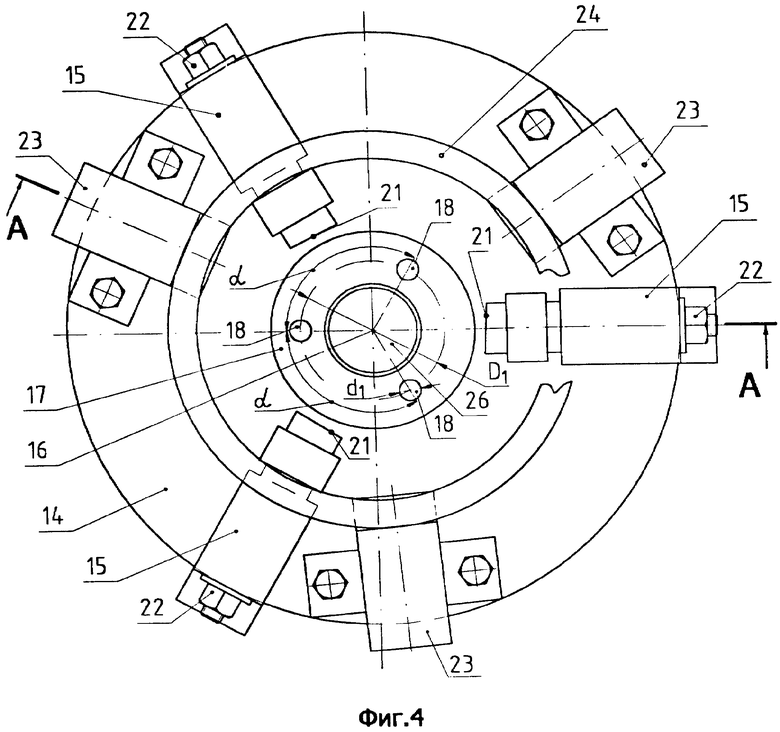
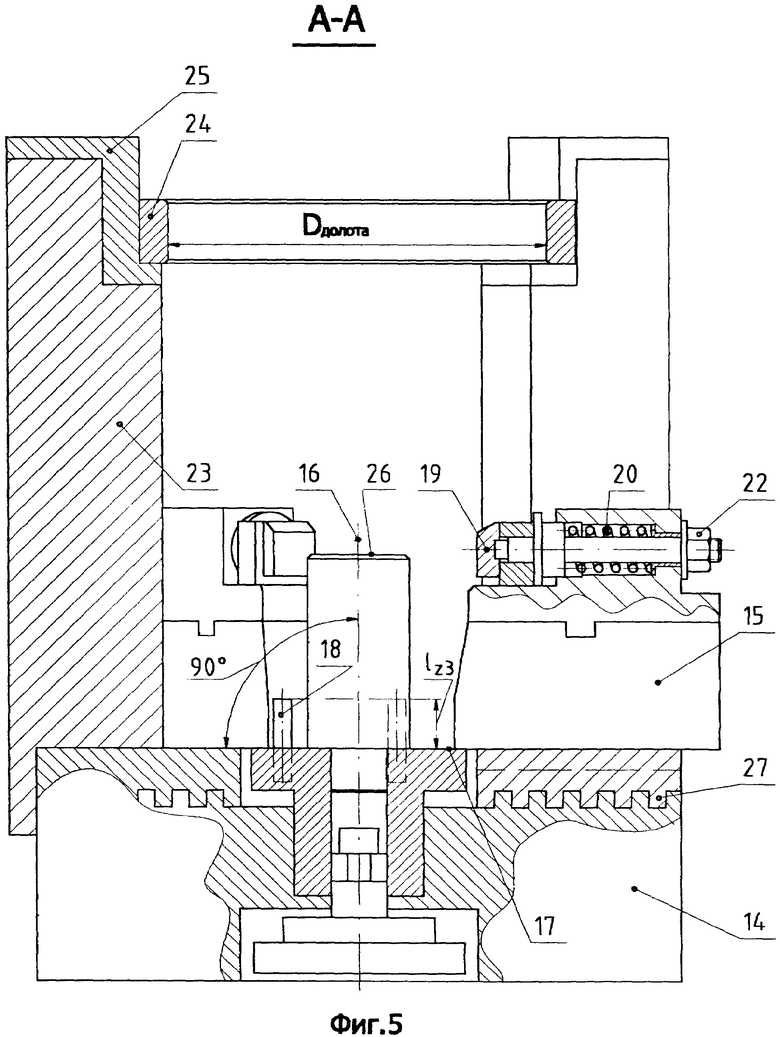
На фиг.4 и 5 изображено предлагаемое устройство (вид сверху и вид сбоку), включающее поворотный стол 14 с подвижными кулачками 15, обеспечивающими равномерное схождение секций к оси устройства 16. На поворотном столе 14 размещена сменная, в зависимости от размеров собираемого долота, установочная плита 17, на которой расположены установочные базовые штифты 18 с диаметром d1 по числу собираемых секций, ответные по базовым отверстиям 12 в лапах по форме и положению на расстоянии D1 от оси и под углом друг к другу ( ; α1=α; D1=D2). Смена плиты 17 производится для каждой группы буровых долот, отличающейся размерами конической стандартной присоединительной резьбы, например З-76, З-117 или любой другой. Плоские или иные одинаковые, например сферические формы вершины штифтов 18, расположены в одной плоскости, перпендикулярной оси 16. Чтобы каждая секция при установке на штифт 18 всегда базировалась на вершину штифта, а не на плиту, должно соблюдаться условие lz3>lz2, где lz3 - высота базового штифта над плитой 17, lz2 - глубина базового отверстия 12 (показано на фиг.1).
; α1=α; D1=D2). Смена плиты 17 производится для каждой группы буровых долот, отличающейся размерами конической стандартной присоединительной резьбы, например З-76, З-117 или любой другой. Плоские или иные одинаковые, например сферические формы вершины штифтов 18, расположены в одной плоскости, перпендикулярной оси 16. Чтобы каждая секция при установке на штифт 18 всегда базировалась на вершину штифта, а не на плиту, должно соблюдаться условие lz3>lz2, где lz3 - высота базового штифта над плитой 17, lz2 - глубина базового отверстия 12 (показано на фиг.1).
Поскольку при выполнении штамповок необрабатываемая часть поверхности спинки лапы может иметь неодинаковые размеры относительно оси 16 (более или менее полной), подвижные кулачки 15 снабжены подпружиненными толкателями 19, нивелирующими разницу в толщине за счет сжатия пружин 20 при контакте сдвигающихся кулачков 15 с поверхностью секции долота. Поверхность контакта 21 толкателей 19 с секцией может быть различной. На фиг.4 и 5 показан вариант поверхности контакта со скошенной плоскостью, обеспечивающей наиболее беспрепятственный поворот секции относительно оси штифта. Позицией 22 обозначен винтовой регулятор пружинного усилия. Поз.23 обозначены жесткие стойки для стационарного размещения диаметрального калибра-кольца 24 и, если необходимо, то и промежуточного сменного кольца 25, позволяющего менять на стойках 23 по диаметру и по высоте несколько относительно близких по размеру различных калибров-колец для определенной группы долот с одинаковой резьбой. Поз.27 обозначена эвольвента для перемещения кулачков к центральной оси устройства.
В центре устройства установлен сменный цилиндрический валик 26, поверхность которого служит в качестве направляющей для внутренней поверхности хвостовика лапы при ее установке на штифты. В случае применения сварки секций электронным тепловым лучом указанный центрирующий валик может служить дополнительно предохранительным экраном от воздействия луча на противоположную секцию.
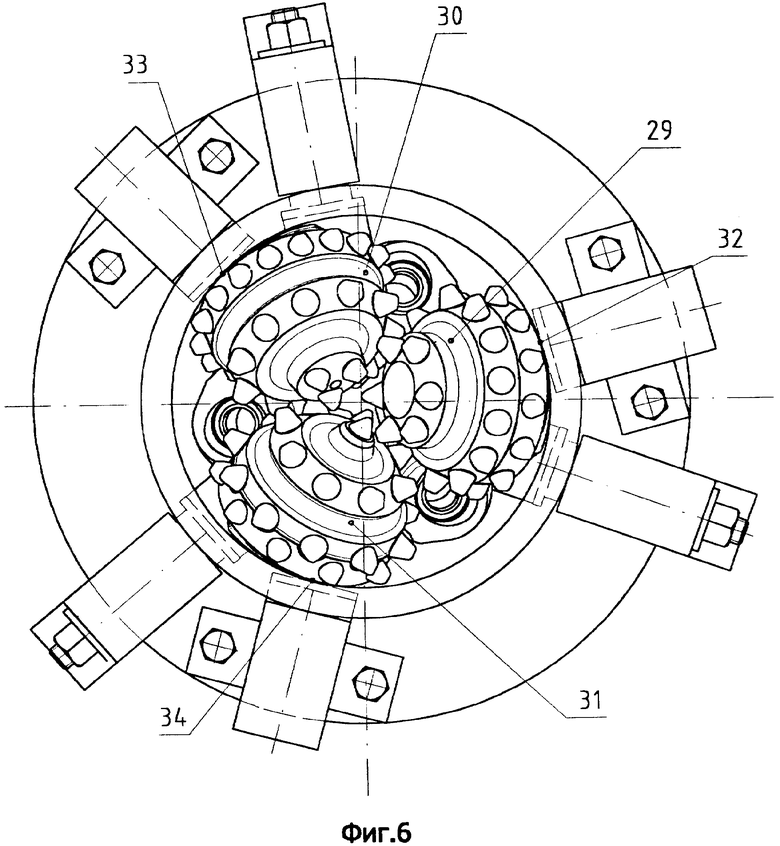
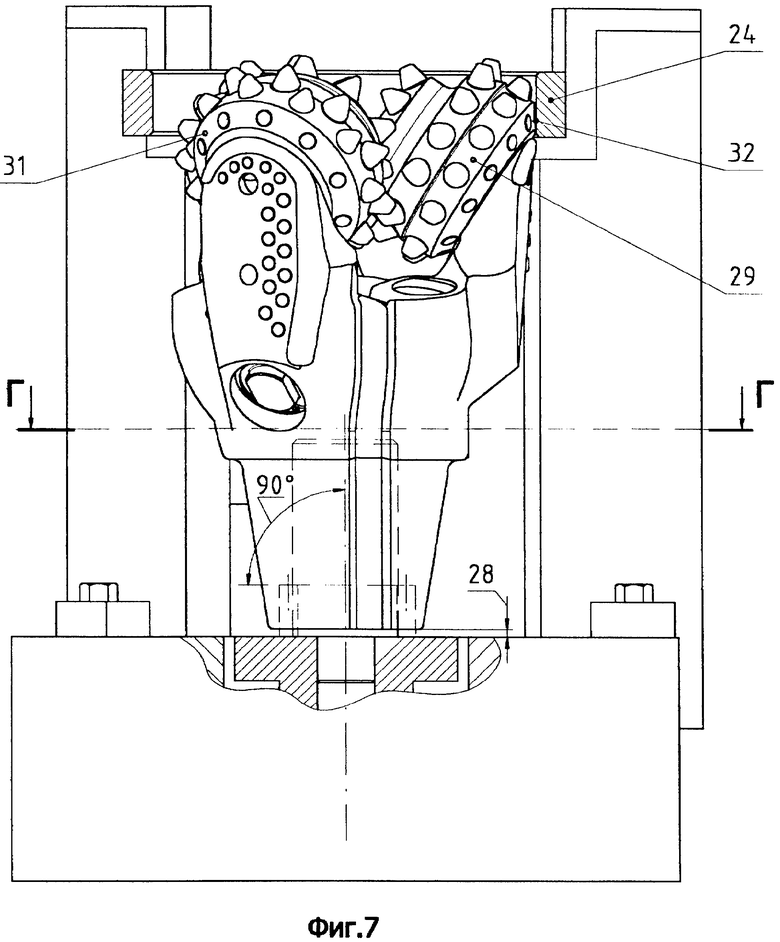
На фиг.6 и 7 показаны вид сбоку и вид сверху сборочного устройства с тремя установленными секциями. Поз.28 обозначен необходимый торцевой зазор между сменной плитой и хвостовиками секций. Позициями 29, 30 и 31 обозначены шарошки I, II и III секций, а позициями 32, 33, 34 обозначены точки контакта обратных конусов этих шарошек с калибром-кольцом 24.
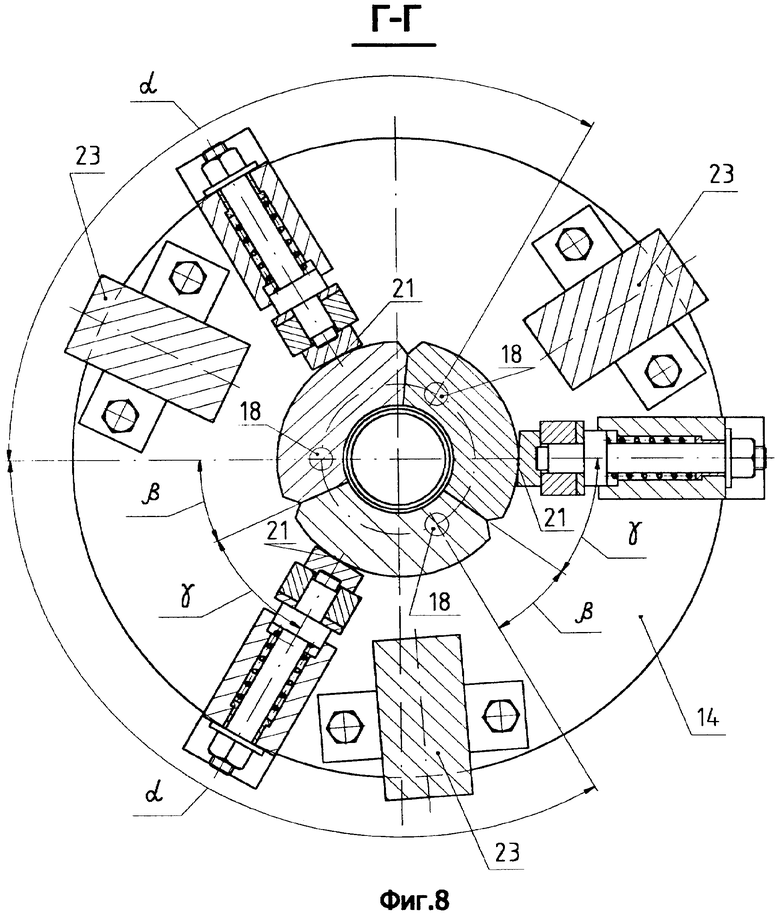
На фиг.8 изображен разрез Г-Г фиг.7 со схемой контакта толкателей 21 с цилиндрическим пояском («бочкой») на поверхностях спинок лап. Важным условием осуществления контакта шарошек с калибром-кольцом является обеспечение гарантированного расчетного бокового зазора между плоскостями двухгранников лап (не показано), без которого невозможно беспрепятственно повернуть секции вокруг базовых штифтов 18 до контакта обратных конусов шарошек с калибром-кольцом.
Гарантированный минимальный зазор, соответствующий выбранному углу β с достаточным для практических целей приближением, выбирается аналитически построением сечения соседних секций с помощью компьютерной графики или экспериментально с учетом возможности вышеуказанного разворота и обеспечения прихватки (сварки) секций.
Поскольку для разных типов долот по диаметру, по вооружению, величинам углового и линейного смещения осей цапф относительно оси резьбы долота величина амплитуды перемещения шарошек до контакта с внутренней поверхностью калибра-кольца тоже различна, ее величина для конкретного типоразмера долота также должна выбираться экспериментально.
Например, для долота диаметром 215,9 мм с твердосплавным вооружением, предназначенного для бурения твердых пород, имеющего смещение осей цапф относительно оси резьбы, равное 0,5 мм, величина амплитуды перемещения всех трех шарошек при извороте секций до касания с калибром-кольцом равна 0,6 мм. При этом гарантированный зазор между двухгранниками лап составляет 0,287 мм при угле поворота секций относительно базовых штифтов, равном 0,5°. Соответственно амплитуда, равная 1,2 мм, обеспечивается гарантированным зазором, равным 0,574 мм, и углом поворота, равным 1° и т.д. (на чертеже не показано).
Способ сборки секций и нарезки резьбы бурового шарошечного долота состоит в следующем.
Секции долота, прошедшие все необходимые виды обработки и сборки с учетом обеспечения гарантированных зазоров по двухгранникам лап, устанавливают дном базовых отверстий на торцевые поверхности базовых штифтов, разворачивают вокруг их осей толкателями до осуществления контакта обратных конусов шарошек с внутренней поверхностью калибра-кольца, затем секции жестко соединяют в корпус долота с помощью сварки.
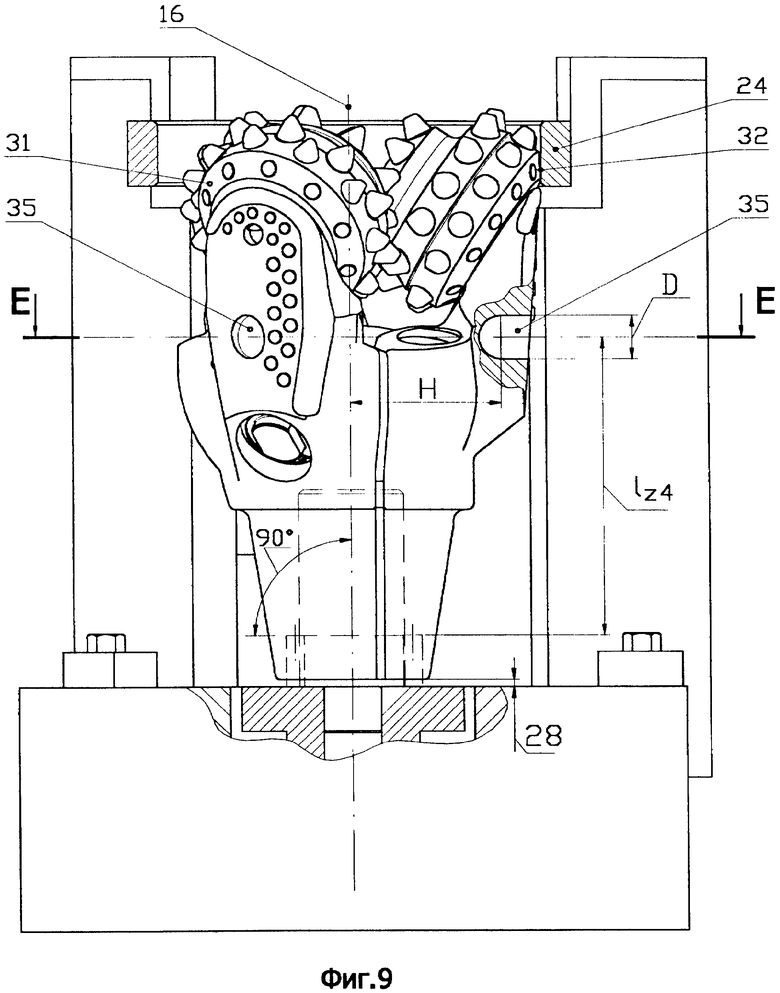
Далее, на лапах корпуса в определенных местах на спинках лап, выбранных с учетом условий наибольшей прочности, удобства обработки, размещения необходимых армирующих элементов, выполняют дополнительные базовые отверстия 35 для ответных базовых кулачков патрона токарного станка (фиг.9 и 10). Базовые поверхности 35 на спинках лап могут иметь любую известную одинаковую форму, например сферическую, сферы с цилиндром, плоского торца с цилиндром и др. (фиг.11, 12, 13). Базовые ответные кулачки патрона выполняют с ответной поверхностью контакта, а также с возможностью жесткого закрепления корпуса долота во время нарезки резьбы, как показано на фиг.14. После выполнения базовых отверстий на лапах корпус вынимают из сборочного устройства. При необходимости дозаваривают боковые швы между секциями (в случае предварительной прихватки), заваривают базовые отверстия на торцах лап, производят отжиг хвостовика. Затем устанавливают корпус долота в патрон-приспособление 39 токарного станка с жестким зажимом кулачками 38, имеющими базовые поверхности 36, ответные базовым поверхностям на спинках лап, после чего производят нарезку присоединительной стандартной конической режущим инструментом 37, что обеспечивает единство установочных баз при механической обработке лап, сборке секций (лап и шарошек), сборке и сварке секций в корпус, а также при нарезке присоединительной резьбы.
Предлагаемый способ сборки секций и нарезки резьбы бурового шарошечного долота также обеспечивает торцевое и радиальное равноудаление и отсутствие биения шарошек, равномерность распределения нагрузок по секциям, исключает опережающий износ по одной из них, а следовательно, и преждевременный выход бурового долота из строя.
Возможность осуществления изобретения подтверждается стендовыми и промысловыми испытаниями буровых шарошечных долот, изготовленных с применением способа сборки секций и нарезки резьбы по настоящему изобретению.
Источники информации
1. Авторское свидетельство РФ №872719, от 15.10.1981, кл. Е21В 10/08.
2. Патент США №3907191, от 23.09.1975, кл. 175/375.
3. Авторское свидетельство РФ №1665013, от 23.07.1991, кл. Е21В 10/08.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2334074C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ ДОЛОТА | 2006 |
|
RU2323076C1 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |

Изобретение относится к области буровой техники и может быть использовано в буровых долотах, предназначенных для бурения глубоких нефтяных и газовых скважин и скважин для карьерного взрывного бурения. Позволяет минимизировать значение торцевого и радиального биений. Перед сборкой обеспечивают гарантированный зазор по двухгранникам лап, далее выполняют базовые установочные отверстия на торцах с осями, расположенными в плоскостях, проходящих через оси двухгранников под одинаковыми острыми углами со стороны набегающих граней, с одинаковыми размерами от их дна до точки пересечения оси цапфы с осью шариковой беговой дорожки. Далее подвижно закрепляют шарошки на лапах, фиксируют замковые пальцы, секции устанавливают базовыми отверстиями на ответные им по размерам и форме базовые штифты устройства для сборки, с помощью кулачков и толкателей секции разворачивают вокруг осей базовых штифтов до осуществления контакта обратных конусов шарошек с внутренней поверхностью установленного на жестких стойках калибра-кольца, секции сваривают в корпус. На спинках лап выполняют симметричные базовые отверстия с одинаковым расстоянием от их дна до оси устройства для сборки, вынимают корпус долота из сборочного устройства и устанавливают в приспособление с базовыми кулачками, ответными по форме и размерам базовым отверстиям на лапах, жестко фиксируют ими корпус, а затем производят нарезку на ниппеле присоединительной конической резьбы. 14 ил.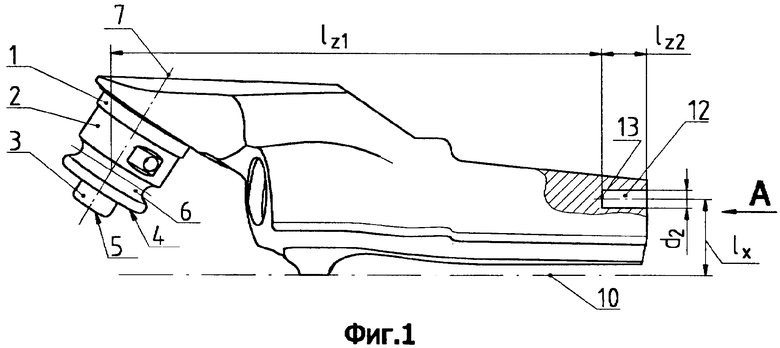
Способ сборки секций и нарезки резьбы бурового шарошечного долота, включающий все необходимые виды механической, химико-термической обработки и сборки лап и шарошек в секции, установку, ориентирование, фиксацию положения секций при их контакте с диаметральным калибром-кольцом, жесткое соединение в корпус, отжиг хвостовика и нарезку присоединительной резьбы, отличающийся тем, что перед сборкой обеспечивают гарантированный зазор по двухгранникам лап, выполняют базовые установочные отверстия на торцах с осями, расположенными в плоскостях, проходящих через оси двухгранников под одинаковыми острыми углами со стороны набегающих граней, с одинаковыми размерами от их дна до точки пересечения оси цапфы с осью шариковой беговой дорожки, подвижно закрепляют шарошки на лапах, фиксируют замковые пальцы, секции устанавливают базовыми отверстиями на ответные им по размерам и форме базовые штифты устройства для сборки, с помощью кулачков и толкателей секции разворачивают вокруг осей базовых штифтов до осуществления контакта обратных конусов шарошек с внутренней поверхностью установленного на жестких стойках калибра-кольца, секции сваривают в корпус, на спинках лап с этой же установки выполняют симметричные базовые отверстия с одинаковым расстоянием от их дна до оси устройства для сборки, вынимают корпус долота из сборочного устройства и устанавливают в приспособление с базовыми кулачками, ответными по форме и размерам базовым отверстиям на лапах, жестко фиксируют ими корпус, а затем производят нарезку на ниппеле присоединительной конической резьбы.
| Способ сборки шарошечного долота | 1989 |
|
SU1665013A1 |
| Способ сборки шарошечного долота | 1979 |
|
SU872719A1 |
| Способ сборки шарошки бурового долота | 1979 |
|
SU958649A1 |
| СПОСОБ СБОРКИ БУРОВБ1Х ШАРОШЕЧНЫХ ДОЛОТ | 0 |
|
SU271453A1 |
| СПОСОБ СБОРКИ ШАРОШЕЧНОГО ДОЛОТА | 2000 |
|
RU2184203C2 |
| US 3907191 А, 23.09.1975. | |||

