2.Установка по п.1, отличающаяся тем, -что она снабжена установленным на каретке промывочным устройством, корпус которого выполнен сообщающимся с образованной поверхностями диска и каретки воэдухоэаборной полостью через систему вентиляционных отверстий, выполненных в каретке в месте установки промывочного устройства.
3.Установка по п.1, от л и ч аю щ а я с я тем, что по образующей
корпуса промывочного устройства выполнена прорезь для ввода сопла заливочного средства.
4. Установка по п.1, отличающаяся тем, что в корпусе промывочного устройства установлена емкость для Сбора продуктов промывки, а воздухозаборная полость выполнена сообщающейся воздуховодами с емкостями для компонентов..
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заливки пенополиуретаном крупногабаритных изделий | 1986 |
|
SU1353651A2 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU368054A1 |
| МОДУЛЬНЫЙ ЛАБОРАТОРНЫЙ КОМПЛЕКС И ВЫТЯЖНОЙ ШКАФ, ВХОДЯЩИЙ В СОСТАВ КОМПЛЕКСА | 2005 |
|
RU2291937C1 |
| Установка для бескамерной окраски крупногабаритных изделий | 1975 |
|
SU740296A1 |
| Установка для окраски крупногабаритных изделий | 1983 |
|
SU1148648A1 |
| Модульная тепловая воздушная завеса для защиты проемов ворот с изменяемым вектором направления воздушной струи и регулируемой шириной щели | 2019 |
|
RU2716299C1 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| Линия для формования изделий из стеклопластика | 1987 |
|
SU1585172A1 |
| Камера для малярной обработки крупногабаритных изделий | 1985 |
|
SU1386317A1 |
| Окрасочная камера | 1981 |
|
SU956045A1 |
1. УСТАНОВКА ДЛЯ ЗАЛИВКИ ПЕНОПОЛИУРЕТАНОМ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, содержащая камеру, размещенную на ней систему вентиляции, заливочное оборудование с емкостями для компонентов, установленное в камере заливочное средство .с соплом, установленное на подвижной каретке, смонтированной на подвижной траверсе, отл и ч ающ ая с я -тем, что, с целью расширения технологических возможностей установки и улучшения условий труда, установка снабжена размещенной в камере системой кондиционирования, а камера выполнена в виде двух, размещенных одна над другой секций, разделенных перегородкой, на которой в верхней секции камеры с размещенным в ней заливочным о бору до ва.нием установлена родвижная тр верса, выполненная в виде смонтированного с возможностью вращения диска с прямоугольным проемом, а каретка выполнена с-.щелью и установлена с возможностью перемещения вдоль большей стороны прямоугольного S прюема диска, причём заливочное средство размоцено на каретке с возможностью ввода его сопла в совмещаемые прямоугольный проем диска и щель каретки. СО СО о:
Изобретение относится к технике переработки пластмасс, предназначе но для заливки пенополиуретаном фо например крупногабаритных изделий трехслойной конструкции,и может бы использовано, в частности, в судостроении при изготовлении корпусов шлюпок, катеров и т.п. в авиации и других отраслях народного хозяйств Известна установка для заливки пенополиуретанов, содержащая расхо ные емкости для компонентов, дози.рующие насосы, смесительную головку и раздаточный шланг Cl 3Применение такой установки огра ничивается размерами и формой запениваемых изделий, производительностью установки и необходимостью создания сангигиенических условий из-за вредности выделяемых летучих веществ. Наиболее близкой к предлагаемой установке является установка для заливки пенополиуретаном крупногабаритных изделий, содержащая камеру, размещенную на ней систему вентиляции, заливочное оборудование с емкостями для компонентов, размещенный в камере узел заливки, выполненный в виде заливочного средства с соплом, установленного на подвижной каретке, смонтированной на подвижной траверсе 2. К недостаткам этой устано.вки относится ограниченность габаритов и конфигурации заливаемых пёно полиуретаном изделий. Кроме того, в момент окончания заливки требуется вмешательства оператора для отсоединения концов раздаточных шлангов от кареток для промывки от остатков пенополиуретана, чем нарушаются условия сангигиены. Целью изобретения является расш рение технологических возможностей установки и улучшение условий труд Цель достигается тем., что установка для заливки пенополиуретаном крупногабаритных изделий, содержащая камеру, размещенную на ней систему вентиляции, заливочное .оборудование с емкостями для компонентов, размещенный в камере узел заливки, выполненный в виде заливочного средства с соплом, установленного на подвижной каретке,смонтированной на подвижной траверсе, согласно изобретению снабжена размещенной в камере системой кондиционирования, а камера выполнена в виде двух, размещенных одна над другой секций, разделенных перегородкой, на которой в верхней секции камеры с размещенным в ней заливочным оборудованием установлена подвижная траверса, выполненная в виде смонтированного с возможностью вращения диска с прямоугольным проемом, а каретка выполнена с щелью и установлена с возможностью перемещения вдоль большей стороны, прямоугольного проема , причем заливочное средство размещено на каретке с возможностью ввода его сопла в совмещаемые прямоугольный проем диска и щель каретки. Кроме того, установка снабжена установленным на каретке промывочным устройством, корпус которого выполнен сообщающимся с образованной поверхностями диска и каретки воздухозаборной полостью через систему вентиляционных отверстий,выполненных в каретке в месте установки промывочного устройства. При этом по образующей корпуса промывочного устройства выполнена прорезь для ввода сопла ааливочного средства. В корпусе промывочного устройства может быть установлена емкость для сбора продуктов промывки, а воздухозаборная полость выполнена сообщающейся воздуховодами с емкостями для компонентов.
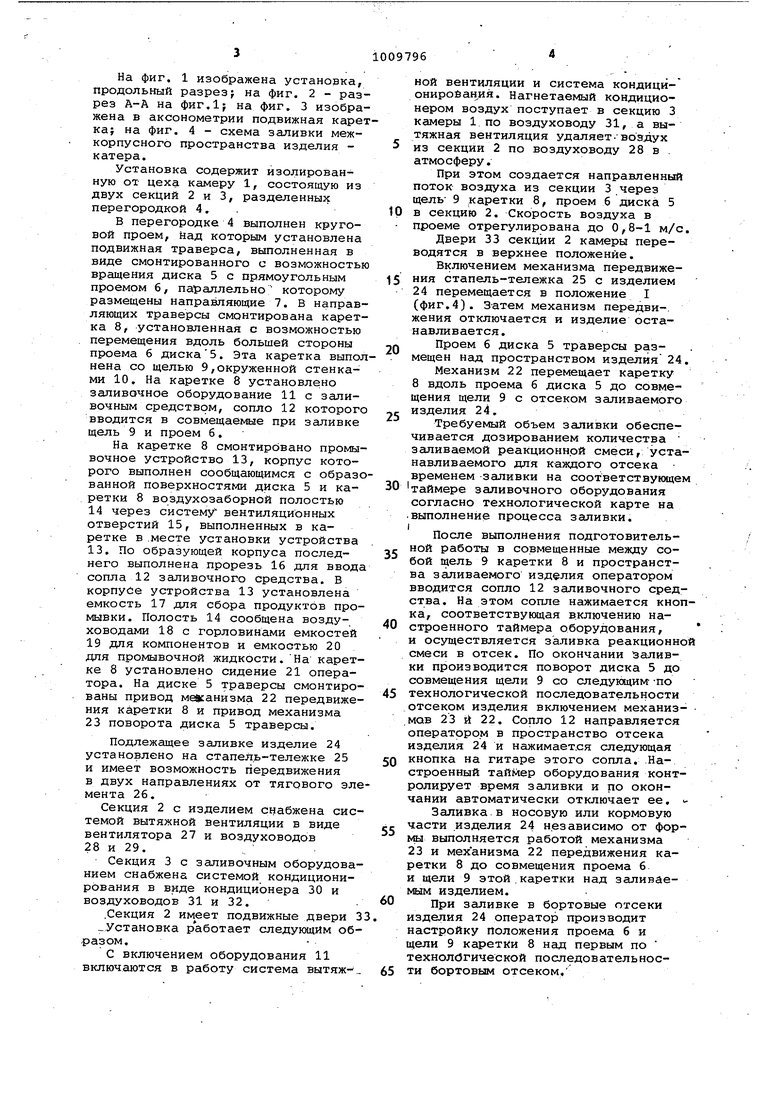
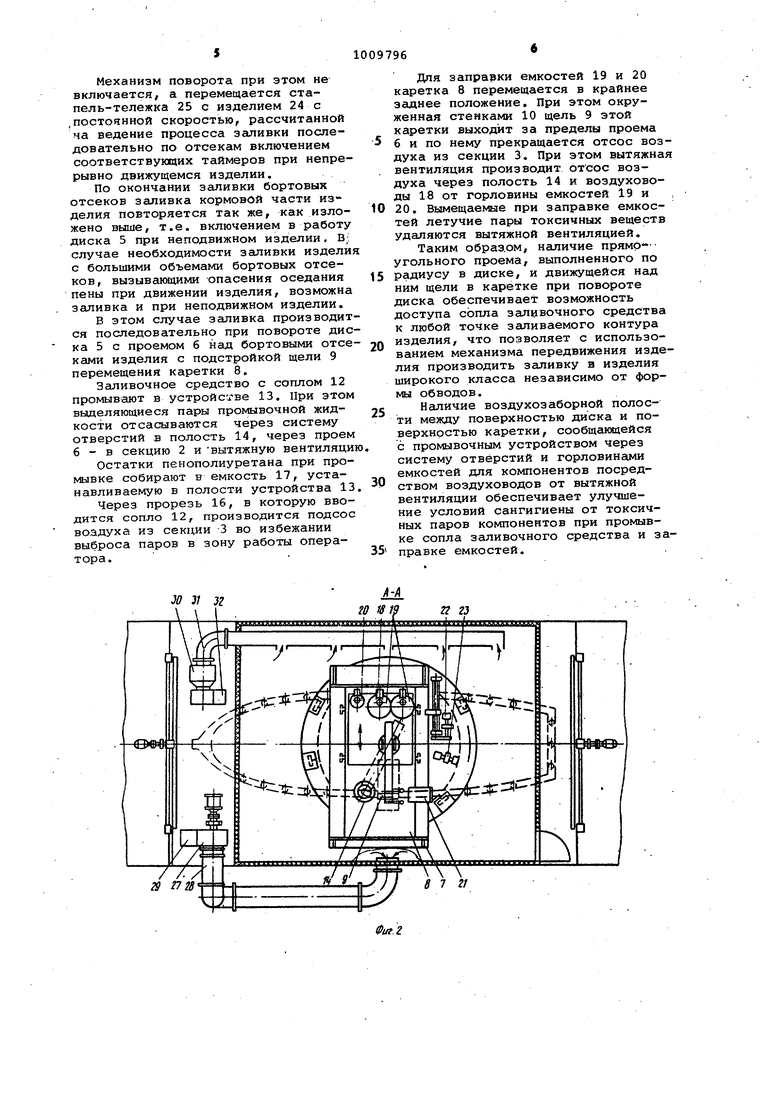
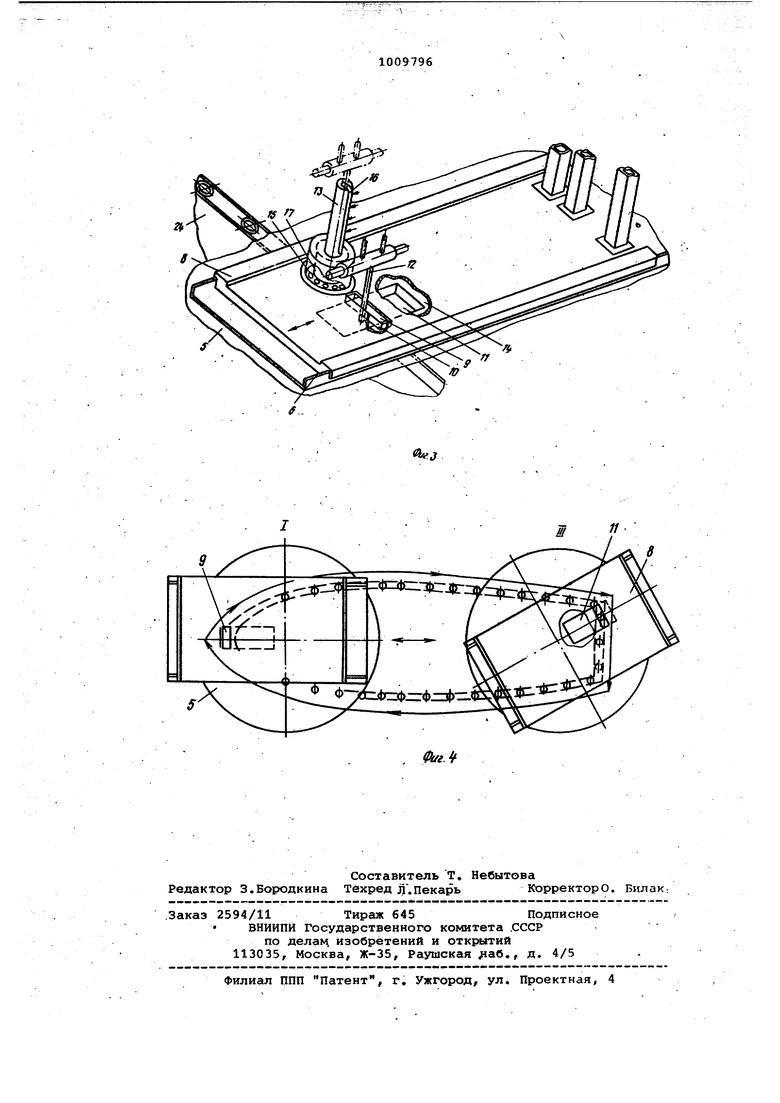
На фиг. 1 изображена установка, продольный разрез; на фиг. 2 - разрез А-А на фиг.If на фиг. 3 изображена в аксонометрии подвижная каретка; на фиг. 4 - схема заливки межкорпусного пространства изделия катера.
Установка содержит изолированную от цеха камеру 1, состоящую из двух секций 2 и 3, разделенных перегородкой 4. .
В перегородке 4 выполнен круговой проем, над которым установлена подвижная траверса, выполненная в виде смонтированного с возможностью вращения диска 5 с прямоугольным проемом б, параллельно которому размещены направляющие 7. В направляющих траверсы смонтирована каретка 8, установленная с возможностью перемещения вдоль большей стороны проема б диска5. Эта каретка выполнена со щелью 9,окруженной стенками 10. На каретке 8 установлено заливочное оборудование 11 с заливочным средством, сопло 12 которого вводится в совмещаемые при заливке щель 9 и проем б.
На каретке 8 смонтировано промывочное устройство 13, корпус которого выполнен сообщающимся с образованной поверхностями диска 5 и каретки 8 воздухозаборной полостью 14 через систему вентиляционных отверстий 15, выполненных в каретке в .месте установки устройства 13. По образующей корпуса последнего выполнена прорезь 16 для ввода сопла 12 заливочного средства. В корпусе устройства 13 установлена емкость 17 для сбора продуктов промывки. Полость 14 сообщена воздуховодами 18 с горловинами емкостей 19 для компонентов и емкостью 20 для промывочной жидкости.На каретке 8 установлено сидение 21 оператора. На диске 5 траверсы смонтированы привод мевсанизма 22 передвижения каретки 8 и привод механизма 23 поворота диска 5 траверсы.
Подлежащее заливке изделие 24 установлено на стапеЛь-тележке 25 и имеет возможность передвижения в двух направлениях от тягового элемента 26.
Секция 2 с изделием снабжена системой вытяжной вентиляции в виде вентилятора 27 и воздуховодов 28 и 29.
Секция 3 с заливочным оборудованием снабжена системой кондиционирования в виде кондиционера 30 и воздуховодов 31 и 32.
.Секция 2 имеет подвижные двери 3 Установка работает следующим образом.
С включением оборудования 11 включаются в работу система вытяж-
ной вентиляции и система кондициониройан ия. Нагнетаемый кондиционером воздух поступает в секцию 3 камеры 1 по воздуховоду 31, а вытяжная вентиляция удаляет воздух из секции 2 по воздуховоду 28 в . атмосферу.
При этом создается направленный поток воздуха из секции 3 через щель 9 каретки 8, проем б диска 5 в секцию 2. Скорость воздуха в проеме отрегулирована до 0,8-1 м/с
Двери 33 секции 2 камеры переводятся в верхнее положение.
Включением механизма передвижения стапель-тележка 25 с изделием 24 перемещается в положение I (фиг.4). 3-атем механизм передви-. жения отключается и изделие останавливается.
Проем 6 диска 5 траверсы размещен над пространством изделия 24
Механизм 22 перемещает каретку 8 вдоль проема 6 диска 5 до совмещения щели 9 с отсеком заливаемого изделия 24.
Требуемый объем заливки обеспечивается дозированием количества заливаемой реакционной смеси, устанавливаемого для каждого отсека временем -заливки на соответствующе таймере заливочного оборудования согласно технологической карте на выполнение процесса заливки. I
После выполнения подготовительной работы в совмещенные между собой щель 9 каретки 8 и пространства заливаемого изделия оператором вводится сопло 12 заливочного средства. На этом сопле нажимается кнока, соответствующая включению настроенного таймера оборудования, и осуществляется заливка реакционн смеси в отсек. По окончании заливки производится поворот диска 5 до совмещения щели 9 со следукщик -по технологической последовательности отсеком изделия включением механиз мов 23 и 22. Сопло 12 направляется оператором в пространство отсека изделия 24 и нажимается следующая кнопка на гитаре этого сопла. Настроенный таймер оборудования контролирует время заливки и по окончании автоматически отключает ее, Заливка.в носовую или кормовую части изделия 24 независимо от формы выполняется работой механизма 23 и механизма 22 передвижения каретки 8 до совмещения проема б и щели 9 этой.каретки над заливаемым изделием.
При заливке в бортовые отсеки изделия 24 оператор производит настройку положения проема б и щели 9 каретки 8 над первым по т ехнол cJr иче с кой по ел е д о в ат ел ь но сти бортовым отсеком,
Механизм поворота при этом не включается, а перемещается стапель-тележка 25 с изделием 24 с .постоянной скоростью, рассчитанной ча ведение процесса заливки последовательно по отсекам включением соответствующих таймеров при непрерывно движущемся изделии.
По окончании заливки бортовых отсеков заливка кормовОй части изделия повторяется так же, как изложено выше, т.е. включением в работу диска 5 при неподвижном изделии, В; случае необходимости заливки изделия с большими объемами бортовых отсеков, вызывгиощими опасения оседания пены при движении изделия, возможна заливка и при неподвижном изделии.
В этом случае заливка производится последовательно при повороте диска 5 с проемом 6 над бортовыми отсеками изделия с подстройкой щели 9 перемещения каретки 8.
Заливочное средство с соплом 12 промыв ают в устройстве 13. При этом выделяющиеся пары промывочной жидкости отсасываются через систему отверстий в полость 14, через проем 6 - в секцию 2 и вытяжную вентиляцию
Остатки пенополиуретана при промывке собирают в емкость 17, устанавливаемую в полости устройства 13
Через прорезь 16, в которую вводится сопло 12, производится подсос воадуха из секции 3 во избежании выброса паров в зону работы оператора.
Для заправки емкостей 19 и 20 каретка 8 перемещается в крайнее заднее положение. При этом окруженная стенками 10 щель 9 этой каретки выходит за пределы проема
6 и по нему прекращается отсос воздуха из секции 3. При этом вытяжная вентиляция производит отсос воздуха через полость 14 и воздуховоды 18 от горловины емкостей 19 и .
0 20. Вымещаемые при заправке емкостей летучие пары токсичных веществ удаляются вытяжной вентиляцией.
Таким образ.ом, наличие прямо-угольного проема, выполненного по
5 радиусу в диске, и движущейся над ним щели в каретке при повороте диска обеспечивает возможность доступа сопла заливочного средства к любой точке заливаемого контура изделия, что позволяет с использованием механизма передвижения изделия производить заливку в изделия широкого класса независимо от формы обводов.
Наличие воздухозаборной полости между поверхностью диска и поверхностью каретки, сообщающейся с промывочным устройством через систему отверстий и горловинами емкостей для компонентов посредством воздуховодов от вытяжной вентиляции обеспечивает улучшение условий сангигиены от токсичных паров компонентов при промывке сопла заливочного средства и заправке емкостей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Годило П.В | |||
| и др | |||
| Беспрессовые пенопласта в строительных конструкциях | |||
| М ., Стройиздат, 1969, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВСЕСОЮЗНАЯ | 0 |
|
SU368054A1 |
| Солесос | 1922 |
|
SU29A1 |
