Многие технологические линии, в которых производится обработка рулонной полосовой стали, предусматривают беспрерывность основного технологического процесса.
К таким линиям относятся: гальванические лииии (лужения, цинкования), линии травления, спиральной сварки труб и другие. Все эти линии характеризуются наличием в их составе аккумулирующих устройств (петлеобразователей), разделяющих беспрерывно работающую основную часть линии от остальных участков, периодически останавливаемых для заправки следующего рулона или для уборки готовой продукции.
Во время остановок головного или хвостового участков линии работа основного (среднего) участка продолжается или за счет расходования запаса ленты, накопленного ранее в петлеобразователе, или в условиях накопления продукции в петлеобразователе. После всякой остановки головной или хвостовой участок обязательно разгоняется до наибольщей скорости, превышающей скорость среднего участка линии. При этом в петлеобразователе восстанавливается необходимое количество ленты.
после чего скорость регулируемого участка линии должна быть замед.лена до скорости основного (среднего) участка и согласоваться с ней.
Автоматизация процесса согласования затруднена тем, что скорость среднего участка по технологическим причинам может иметь различные значения.
В известных апалогичных устройствах согласование скоростей различных участков линии производится либо вручную оператором, либо с помощью относительно сложных средств (тахогенерато-ров, электромашинных усилителей и т. п. ).
В предложенном устройстве для автоматического согласования скоростей участков технологической линии, оборудованных электроприводами постоянного тока, используются управляющие этими приводами плоские контроллеры, через контакты которых получают питание реле, осуществляющие включение и выключение серводвигателей соответствующих ведомых контроллеров.
Особенностьюпредложенного
устройства, обеспечивающей упрощение схемы и повышение точности согласования скоростей, является
подключение катушки, каждого реле нспосредстваннЙ К ттающей сети через контактные.траверсы и электрически соединенны , между собой контактные поля BQ inero. к соответствующего ведомого контроллеров таким образом, что цепь этой катушки замыкается при нахождении траверс контроллеров на одноименных контактах указанных контактных полей.
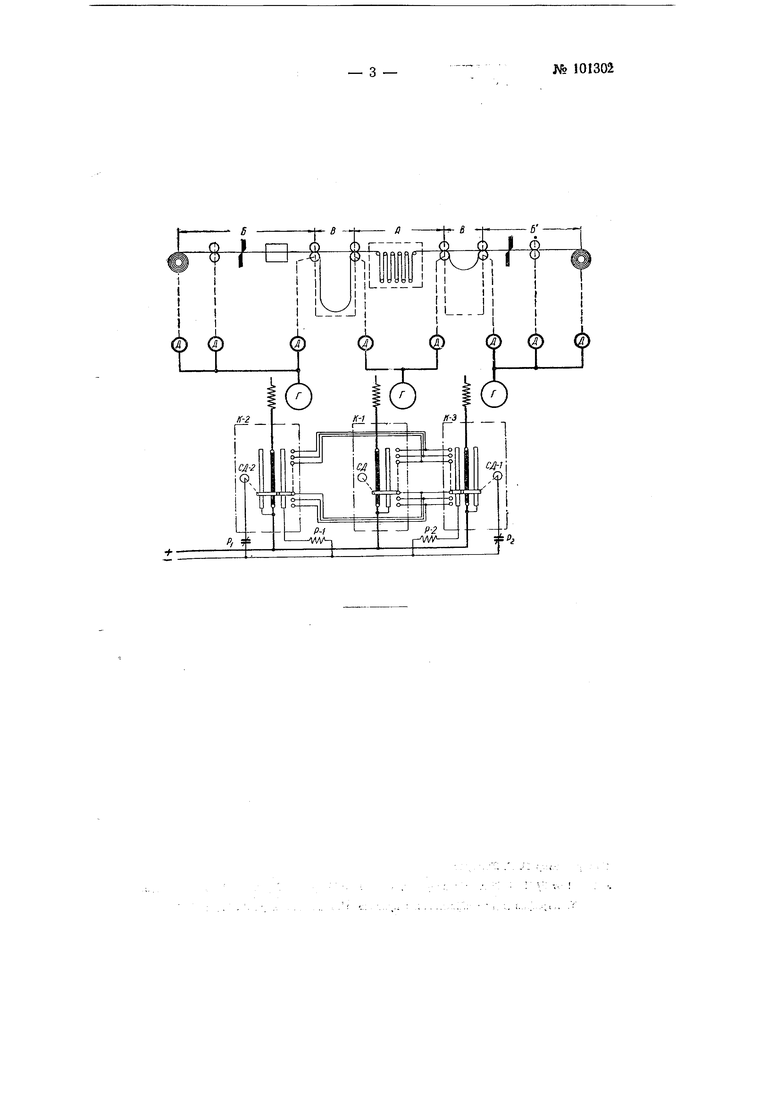
На чертеже изображена технологическая линия, состоящая из трех участков, разделенных петлеобразователями и оборудованных электроприводами постоянного тока. Здесь: А - непрерывно работающий участок линии; Б н Б - головной и хвостовой участки линии, периодически останавливаемые - один для заправки рулона и другой для уборки продукции; В - петлеобразователи.
Приводные двигатели Д каждого раздельно управляемого участка линии питаются от индивидуальных генераторов Г. Скорости этих двигателей регулируются напряжением генератора - путем изменения сопротивления в цепи обмотки возбуждения генератора. Управление возбул деиием генератора Г осуществляется с помощью плоских контроллеров /С-/, К-2 и К-3.
При перемещении траверсы плоского контроллера меняется величина сопротивления, введениого в цепь обмотки возбул дения генератора, чем и определяется скорость участка линии. Таким образом, положение траверсы каждого контроллера определяет скорость регулируемоцо участка линии. Одноименные контакты всех контроллеров электрически соединены между собой. Под одноименными контактами понимаются такие, положение которых определяет равенство скоростей регулируемых участков линии.
Контроллер /С-/, регулирующий скорость среднего (основного) участка линии, является командным.
К шинам траверс остальных контроллеров {К-2 и К-3) присоединены катушки реле P-I и Р-2, которые включаются при равенстве скоростей управляемого и основного участков линии. Срабатывание реле Р-1 или Р-2 влечет за собой разрыв в контактах PI и, соответственно, Р этих реле цепей питания серводвигателей СД-} и СД-2 контроллеров.
Серводвигатель СД ведущего контроллера управляется вручную.
Предмет изобретения
Устройство для автоматического согласования скоростей участков технологической линии обработки металлической ленты, разделенных петлеобразователями и оборудованных электроприводами постоянного тока, управляемыми посредством плоских контроллеров, составленное из реле, получающих питание через ведущий и ведомый контроллеры при соответствии положений их контактных траверс и дающих в этом случае сигнал на остановку серводвигателя соответствующего ведомого контроллера, отличающееся тем, что, с целью упрощения схемы и повыщення точности согласования скоростей, катущка каждого из реле подключена пепосредствеино к питающей сети через контактные траверсы и электрически соединенные между собою контактные поля ведущего и соответствующего ведомого контроллеров таким образом, что цепь этой катушки замыкается при нахождении траверс контроллеров на одноименных контактах указанных контактных полей.