2. Устройство тарирования естест венной термопары резец-деталь, содержащее естественную термопару . резец-деталь, второй идентичный резец и токосъемники, подключенные к детали и первому резцу, о т л и ч а ю.щ е е с я тем, что в него введены генератор, магнитный датчик, установленный на втором резце, усилитель-формирователь, компаратор, ключ, формирователь, счетчик , усилитель, преобразователь напряжениекод, распределитель, регистры и устройство индикации, причем генератор соединен с входом датчика , вы- ; хрд которого через упилитель-форми рователь соединен с одним входом
компаратора, другой вход компаратора подключен к выходу .ключа, к информационным входам которого под-, ключено опорное напряжение, выход компаратора через формирователь подключен к входу счетчика , выход которого соединен с управляющим входом ключа и с входом запуска преобразователя напряжениекод, информационный йход которого через усилитель и токосъемники подключен к термопаре резец-деталь, вход запуска соединен с выходом формирователя, а выход преобразователя через распределитель соединен с регистрами, которые соединены с блоками индикации.
| название | год | авторы | номер документа |
|---|---|---|---|
| К БИБЛИОТЕК?* | 1972 |
|
SU350590A1 |
| Способ тарирования естественнойТЕРМОпАРы дЕТАль-РЕзЕц | 1979 |
|
SU806269A1 |
| УСТРОЙСТВО ДЛЯ ТАРИРОВАНИЯ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ | 2012 |
|
RU2520291C2 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Способ тарирования естественной термопары резец-деталь | 1984 |
|
SU1171218A1 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| Способ тарирования естественной термопары деталь-резец | 1986 |
|
SU1364437A1 |
1. Способ тарирования естествен IS Г7 I ВГЕСОЮЗ -} 2АТ1;гП/т)- т ТЕХНИЧЕСКИЙ БИБЛИОТЕКА ной термопары peзeц-дetaль в процессе резания твердосплавным инструментом, включающий обточку с переменной скоростью одинаковых поверхностей одной детали одновременно двум i резцами, отличающийся тем, что, с целью повышения точности и сокращения времени тарировки, определяют моменты изменения магнитных свойств материала одного резца в его точках Кюри, фиксируют в эти моменты значения термоэлектродвижующей силы, возникающей в естественной термопаре, образованной вторым резцом с даталыо и тарируют по ним термопару.; .g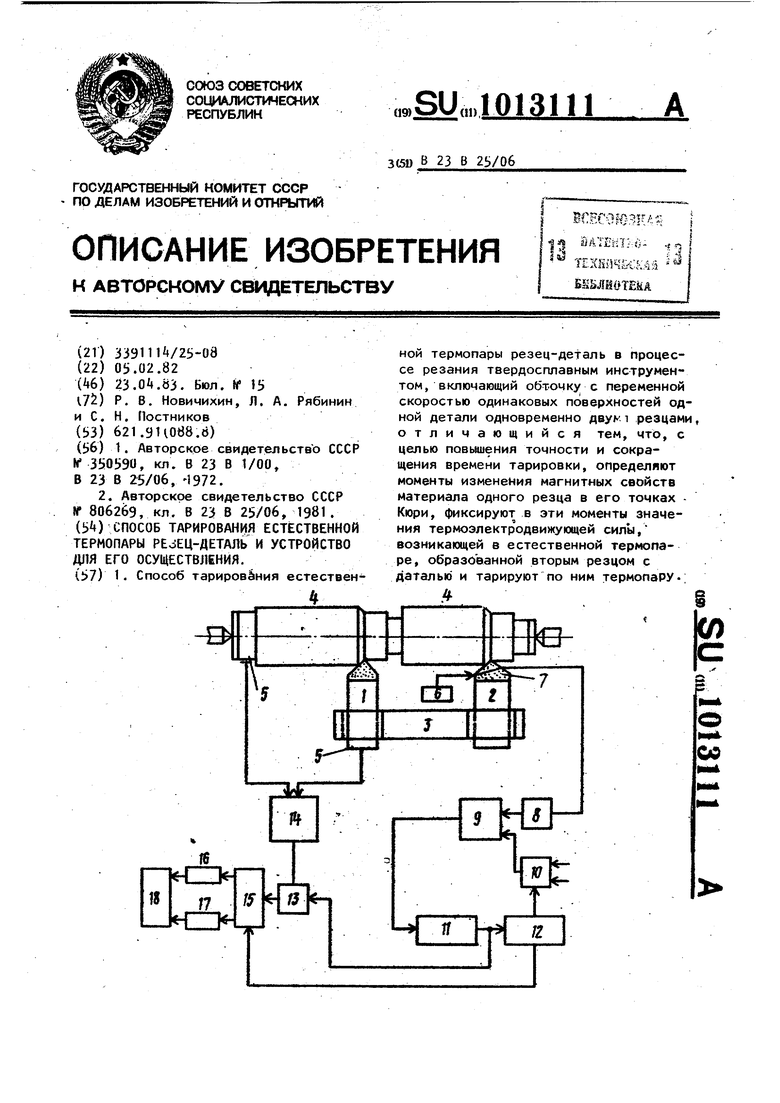
Изобретение относится к обработке метал юв резанием, а именно к способам определения температуры в зоне резания методом естественной термопары, и может быть использовано для 5 установления зависимости между термоэлектродвижущей силой (ТЭДС) и тем- .-. пературой при обработке твердосплавным инструментом.
Известен способ.тарирования тер- 0 Мопары резец-деталь непосредственно в процессе резания, заключающийся в установке на станкедвух одинаковых образцов, которые обтачиваются двумя одинаковыми прорезными 15, резцами, один из которых используют как термопару резец-деталь, а другой выполняют разъемным в плоскости , перпендикулярной к оси вра- щения детали с нанесенной на плос- 20 кости .разъема тонкой пленкой легкоплавкого металла, по зонам оплавления которого в процессе резания судят о температуре резания, тарируя по ней .термопару t
Известно также реализующее данный способ устройство, включающее в себя естественную термопару резецдеталь, второй резец, токосъемник и регистрирующее устройство 1 30
Недостатками известных способа и устройства являются невысокая точность и большая трудоемкость тариловки - необходимо периодически
снимать резец со сТПнка. разбирать его и производить осмотр под микроскопом. Способ не обеспечивает однозначности соответствия значения ТЭДС температуре, так как для одного тарированного значения температуры (,плавления пленки) нельзя зафиксировать определённое значение ТЭДС,а лишь некоторый интервал значений, что происходит вследствие непостоянства скорости в пределах одного замера из-за уменьшения диаметра резания при торцовом точении.
Известен также способ, согласно которому образцы обрабатывают с переменной скоростью резания, формируют времейной интервал для измерения термрсопротивления и ТЭДС, определяют приращения скорости резания на этом временном интервале, измеряют приращения термосопротивления, а также измеряют приращение ТЭДС на каждом временном интервале, по величине термосопротивления судят об изменении температуры, определяют отношение приращения температуры к приращению скорости, та,рируя по нему термопару деталь-резец С21
Известно устройство, реализующее этот способ, которое содержит естественную термопару резец-деталь, второй резец, токосъемник, регистрирующий прибор, соединенный с бло3 1 .ком тарировки, блок определения при ращения скорости и резистивный 6лок Однако и в этом способе предусматривается использование специаль ного разъемного резца с напыленными изоляционным и терморезистивным материалами и наличие дополнительно го специализированного оборудования для напыления. Кроме того, необходи мо проводить предварительную тариро ку изготовленного резца для получения зависимости его сопротивления от .температуры, носящей нелинейный характер, что, в csoio очередь, увели чивает время тарировки. Непрерывное, монотонное изменение термосопротивления затрудняет выделение тарировочных точек, предъ являет большие требования к разреша ющей способности измерительной аппа ратуры и предопределяяет медленное приращение скорости резания и затрудняет автоматизацию процесса тарировки. ., , Целью изобретения является повышение точности тарировки в зоне оптимальных скоростей резания и сокращение времени тарировки. Указанная цель достигается тем, что согласно способу тарирования .естественной термопары резец-деталь в процессе резания твердосплавным ин струментом, включающему обточку с переменной скоростью одинаковых поверхностей одной детали одновременно двумя резцами, йпределяют моме ты изменения магнитных свойств материала одного резца в его точках Кяри, фиксируют в эт-и моменты значения термоэлектродвижущей силы, возникаю щей в естественной термопаре, образованной вторым резцом с деталью и тарируют по ним термопару. Кроме т.ого, в устройство для осуществления способа, содержащее.естественную термопару резец-детйль, второй идентичный резец и токосъемники, подключенные к детали и первому резцу, введены генератор, магнитный датчик, установленный на втором резце, усилитель-формирователь, компаратор, ключ, формирователь, счетчик , усилитель, преобразователь напряжение-код, распределитель, регистры и устройство индикации, причем генератор соединен с входом датчика, выход которого через усилитель-формирователь соединен с одним входом компаратора, дру14 (ой вход компаратора подключен к выходу ключа, к информационным входам которого подключено опорное напряжение , выхр;. компаратора через формирователь подключен к входу счетчика, выход которого соединён с управляющим входом ключа и с входом запуска преобразователя напряжение-код, информационный вход которого через усилитель и токосъемники подключен к термопаре резец-деталь, вход запуска соединен с выходом фор мирователя , а выдод преобразователя через распределитель соединен с регистрами, которые соединены с блоками индикации. Сущность способа заключается в следующем. В резцедержателе суппорта устанавливают два ..одинаковых по геометрическим параметрам,предварительно отоб ранных по ТЭДС резца, оснащенных твердосплавными пластинами. Первый резец представляет собой естественную термопару с отрабатываемой деталью. Вариант конструктивного исполнения электрической цепи термопары и закрепление детали принимают аналогичными тем которые существуют в реальных условиях эксплуата.ции термопары. Производят одновременное обтачивание двух одинаковых поверхностей детали идентичными резцами. При этом Г; обеих зонах резания развивается од наковая температура, которую изменяют увеличением скорости резания. При увеличении температуры в зонах резания определяют момент резкого изменения магнитных свойств Твердосплавной пластины , соответствующий первой точке Кюри. В этот момент фиксируют значение ТЗДС. Дальнейшее увеличение тейпературы а зонах резания приводит ко второму изменению магнитних свойств, измеряемых у второго резца (вторая точка Кюри), В этот момент фиксируют-, значение ТЭДС . По полученным значениям тарируют термопару. На чертеже приведена структурная схема устройства, реализующего данный способ. Резцы 1 и 2 закреплены в резцедержателе 3, обрабатываемая деталь закреплена в станке. Токосъемники Ь соединены с резцом 1 и деталью . Генератор 6 соединен с входом датчика 7, выход которого подключен к усилиелю-формирователю 8. Входы компара
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| К БИБЛИОТЕК?* | 0 |
|
SU350590A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ тарирования естественнойТЕРМОпАРы дЕТАль-РЕзЕц | 1979 |
|
SU806269A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
