Изобретение относится к металлообработке в частности к приспособлениям для закрепления инструмента в шпинделе фрезерных и других станков. Известна втулка переходная для закрепления инструмента в шпинделе станка, содержашая корпус с коническим отверстием под хвостовик инструмента, фланцем с пазами и коническим хвостовиком с резьбовым отверстием, и зажимной винт с цилиндрической головкой и внутренним отверстием «под ключ 1 . Недостатками известной переходной втулки является наличие дополнительных элементов, обеспечивающих осевую фиксацию зажимного винта, а также возможность установки во втулку только таких зажимных винтов, у которых диаметр цилиндрической головки не превышает размер внутреннего диаметра резьбового отверстия втулки. Указанное ограничение не позволяет обеспечить надежное закрепление инструмента при использовании втулок, имеющих резьбовое отверстие малого диаметра. Кроме этого, известная втулка сложна в конструктивном отношении. Целью изобретения является повышение надежности закрепления инструмента в переходных втулках, имеюших резьбовое отверстие малого диаметра, а также упрощение конструкции устройства для выталкивания инструмента из втулки посредством зажимного винта. Указанная цель достигается тем, что головка зажимного винта выполнена диаметром, большим внутреннего диаметра резьбового отверстия, а на коническом хвостовике выполнен паз Т-образной формы, предназначенный для ввода винта, при этом часть паза, предназначенная для прохода головки винта, выполнена с двумя стенками, расположенными перпендикулярно оси втулки и предназйаченными для взаимодействия с торцами головки винта при зажиме и отжиме инструмента. На фиг. I приведена переходная втулка, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; Переходная втулка состоит из корпуса с коническим хвостовиком 1, фланцем 2 и удлинителем 3. По оси втулки в хвостовике выполнены резьбовое отверстие 4 для ее закрепления в шпинделе станка, отверстие 5, а также внутренний конус 6, соответствуюший размеру хвостовика закрепляемого инструмента 7. На наружной коническои поверхности втулки выполнен глухой 50 цию втулки. Т-образный продольный паз 8, ось 9 которого расположена, например в плоскости пазов фланца 2. Длина паза 8 определяется размерами хвостовика закрепляемого инструмента 7. Широкая часть 10 паза 8, расположенная со стороны меньшего диаметра хвостовика 1 втулки, снабжена упорными торцами 11 и 12, перпендикулярными к оси втулки. В широкой части 10 размер паза 8 несколько превышает диаметр цилиндрической головки 13 зажимного винта 14, а длина широкой части 10 паза 8 несколько больше высоты головки винта 14. Зажимной винт.14 имеет цилиндрическую головку 13 с двумя упорными торцами 15 и 16 и резьбовую часть 17 в соответствии с резьбой хвостовика закрепляемого инструмента 7. Для установки головки зажимного винта 14 по оси втулки дополнительно расточена канавка 18, диаметр которой равен размеру широкой части 10 паза 8. Длина узкой части паза 8 обеспечивает свободную установку зажимного винта 14 в осевое отверстие втулки. Закрепление инструмента производится следующим образом. Через Т-образный паз 8 втулки по ее оси устанавливается зажимной винт 14, в цилиндрической головке 13 которого предусмотрено отверстие 19 «под . В конусное отверстие 6 втулки вводится хвостовик инструмента 7, а через резьбовое отверстие 4 в головку винта 14 вставляют ключ. Вращением ключа зажимной винт 14 ввертывают в резьбовое отверстие хвостовика инструмента 7, обеспечивая его надежное закрепление. При этом торец 15 головки винта прижат к торцу 11 втулки. , Для извлечения инструмента 7 из втулки ключ поворачивают в противоположном направлении. После упора торца 16 головки 13 винта в торец 12 втулки и продолжении вращения винта 14 хвостовик инструмента 7 выдавливается из втулки. Использование переходной втулки обеспечивает закрепление, инструмента с помощью зажимного винта усиленной конструкции, что позволяет повысить надежность соединения инструмента с переходной втулкой и благодаря этому увеличить производительность процесса резания. Кроме того, наличие в- пазу втулки второго упорного торца обеспечивает процесс извлечения отработавщего инструмента из втулки без использования для этого дополнительных деталей, что упрощает конструк12
X
Вид Б
фиг.2
Фиа.З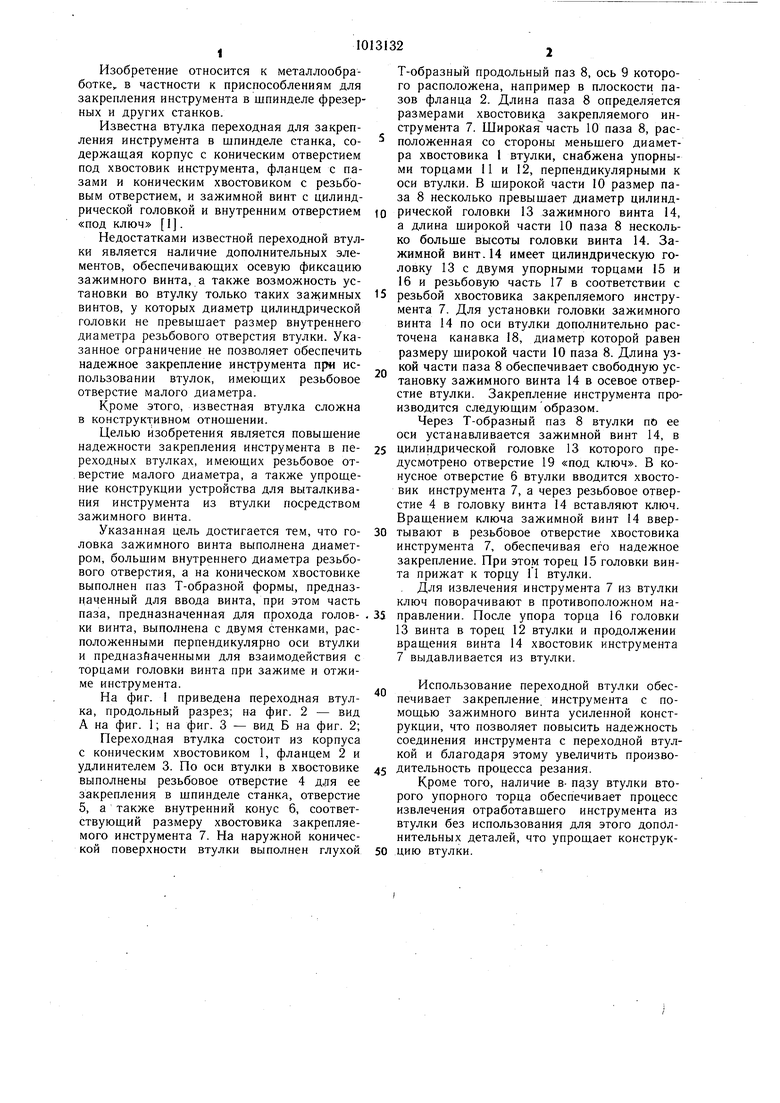
| название | год | авторы | номер документа |
|---|---|---|---|
| Переходная втулка для закрепления инструмента в шпинделе станка | 1990 |
|
SU1738502A1 |
| Устройство для крепления концевого инструмента в шпинделе станка | 1986 |
|
SU1440625A1 |
| Устройство для крепления держателя инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1736331A3 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Шпиндельная головка | 1985 |
|
SU1310125A1 |
| Устройство для закрепления инструмента | 1983 |
|
SU1087269A1 |
| Устройство для крепления держателя осевого инструмента к шпинделю станка | 1988 |
|
SU1713422A3 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
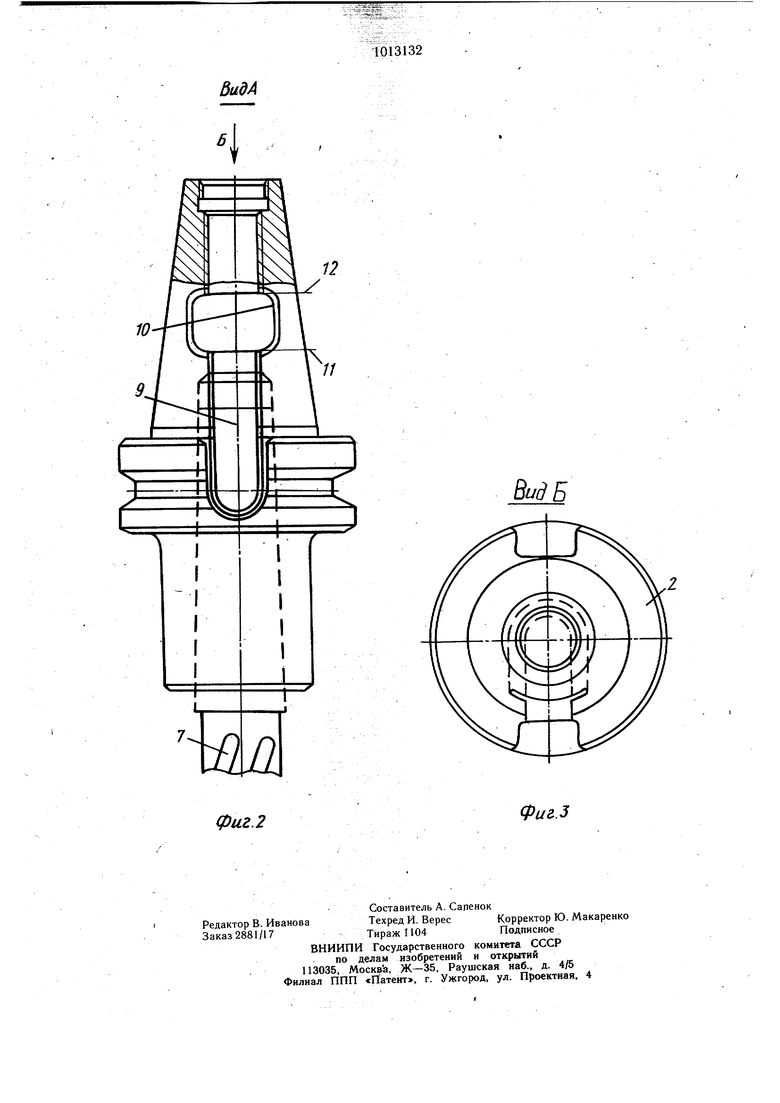
ВТУЛКА ПЕРЕХОДНАЯ ДЛЯ ЗАКРЕПЛЕНИЯ ИНСТРУМЕНТА В ШПИНДЕЛЕ СТАНКА, содержащая корпус с коническим отверстием под хвостовик инструмента, фланцем с пазами и коническим хвостовиком с резьбовым отверстием и зажимной винт с цилиндрической головкой и внутренним отверстием «под ключ, отличающаяся тем, что, с целью повышения надежности крепления инструмента и упрощения конструкции, головка зажимного винта выполнена диаметром, большим внутреннего диаметра резьбового отверстия, а на коническом хвостовике выполнен паз Т-образной формы, предназначенный для ввода винта, при этом часть паза, предназначенная для прохода головки винта, выполнена с двумя стенками, расположенными перпендикулярно к оси втулки и предназначенными для взаимодействия с торцами головки винта при зажиме и отжиме инструмента. (О - ге со оо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Bakuer, Zubefur fur Werkzeugmaschine Sonderwerkzeuge, стандарт DJW, № 6364, 1979, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
