Изобретение относится к машиностроению, а именно к устройствам для растачивания корпусных отверстий при изготовлении, а также ремонте и восстановлении деталей автотранспортной и сельскохозяйственной техники.
Известно «Устройство для сверления или растачивания отверстий» (см. патент РФ №2424877), содержащее резцовую головку с направляющими, снабженную устройством перемещения резца в радиальном направлении от привода. Вход привода через схему передачи управляющего сигнала и преобразователь подключен к выходу системы числового программного управления (ЧПУ). К системе ЧПУ подключены датчик контроля разностенности детали, датчик угла вращения детали, датчик угла вращения резцовой головки и датчик контроля биения детали. Привод устройства для перемещения резца в радиальном направлении выполнен в виде линейного привода и смонтирован на резцовой головке.
Недостатками данного устройства являются высокая дороговизна из-за сложной системы программного управления резцовой головкой, а также низкая эксплуатационная надежность из-за наличия большого количества датчиков.
Известно устройство для расточки гильз цилиндров автотракторных двигателей, включающее отделочно-расточной вертикальный повышенной точности станок с вертикальным шпинделем, stanok/ 381200/381210/381262/4749/278 резцовую головку (см. Приложение 1: Рис. 1 - Рис. 6), содержащую резец, оснащенный регулировочным винтом и фиксируемый стопорным винтом, а также приспособления: для установки и крепления гильз, для центрирования гильз, для регулировки винта резца, для настройки наездника на размеры, для установки вылета резца и др.
Недостатками данного устройства являются специализация, высокая трудоемкость настройки и применение большого количества приспособлений, а также высокая металлоемкость процесса и дороговизна.
Известно также устройство для сверления и расточки, включающее вертикально-сверлильный станок, в шпинделе которого крепятся оснащенные коническим хвостовиком сверла стиральные, перовые (см. учебник /Технология конструкционных материалов/ Под ред. д-ра техн. наук, проф. Г.А. Прейса. - К.: Вища школа. Головное изд-во, 1984, с. 250-258) корончатые сверла (фрезы) и одноразмерные резцовые головки (см. приложение 2).
Однако к недостаткам данного устройства можно отнести:
- отсутствие универсальности - т.е. для каждого размера отверстия необходимо свое сверло; - дороговизна сверла (фрезы); - низкое качество обработки детали (чистота обработанной поверхности).
Известно также устройство для сверления и расточки, включающее вертикально-сверлильный станок, в шпинделе которого крепится резцовая головка (см. Приложение 3 рис. 1), содержащая основание с конусным хвостовиком и резцедержатель, с закрепленным в нем резцом, оснащенный регулировочным микрометрическим винтом, который позволяет изменять вылет резца с точностью до 0,02 мм, или содержащее головки однорезцовые и двурезцовые (см. Приложение 3 рис. 2).
Однако к недостаткам данного устройства можно отнести:
- отсутствие приспособления для центрирования;
- низкие функциональные возможности из-за небольшого размера вылета резца.
Наиболее близким по технической сущности и достигаемому экономическому эффекту является устройство (см. Приложение 4 Расточные головки и патроны модульной расточной системы МНЕ), E-mail:, рис. 1, а также см. Черновые расточные головки, рис. 2), включающие вертикально-сверлильный станок, в шпинделе которого крепится резцовая головка, содержащая корпус, оснащенный коническим хвостовиком, резцедержатель с закрепленными на противоположных концах двумя резцами, с механизмом регулировки вылета головки резца, резцы с вершинами, направленными в противоположные стороны.
Недостатки следующие: высокая стоимость, так как выпускаются за рубежом, использование только новых строго одинаковых резцов из-за сложной системы настройки, отсутствие центровки, небольшой вылет резца.
Техническим результатом является упрощение конструкции, снижение стоимости за счет изготовления в России, повышение качества обработки и эксплуатационной надежности, расширение функциональных возможностей и упрощение метода рассверливания, упрощение настройки на необходимый размер расточки.
Технический результат осуществляется тем, что головка для расточки корпусных отверстий, предназначенная для крепления в шпинделе вертикально-сверлильного станка, содержит корпус с коническим хвостовиком, держатель, механизм регулировки вылета головки резца и резцы с вершинами, направленными в противоположные стороны, при этом корпус выполнен с двумя выфрезерованными пазами и приваренными над ними симметрично с одного края и с другого края бобышками с зажимными винтами, при этом держатель выполнен с вваренной в центре резьбовой втулкой и жестко закреплен снизу корпуса, а резцы размещены в упомянутых пазах корпуса и выполнены с резьбовыми отверстиями по всей длине, при этом механизм регулировки вылета головки резца выполнен в виде упоров с отверстиями, в которых шарнирно установлены регулировочные винты, вкрученные в упомянутые резьбовые отверстия резцов, причем упоры приварены в пазах симметрично с одного и с другого краев, а в качестве начала отчета вылета головки резца использованы торцы держателя.
Новыми элементами являются то, что корпус выполнен с двумя выфрезерованными пазами и приваренными над ними симметрично с одного края и с другого края бобышками с зажимными винтами, при этом держатель выполнен с вваренной в центре резьбовой втулкой и жестко закреплен снизу корпуса, а резцы размещены в упомянутых пазах корпуса и выполнены с резьбовыми отверстиями по всей длине, при этом механизм регулировки вылета головки резца выполнен в виде упоров с отверстиями, в которых шарнирно установлены регулировочные винты, вкрученные в упомянутые резьбовые отверстия резцов, причем упоры приварены в пазах симметрично с одного и с другого краев, а в качестве начала отчета вылета головки резца использованы торцы держателя.
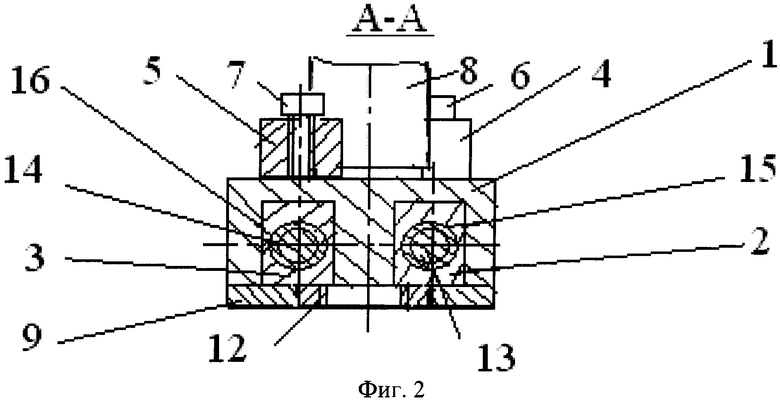
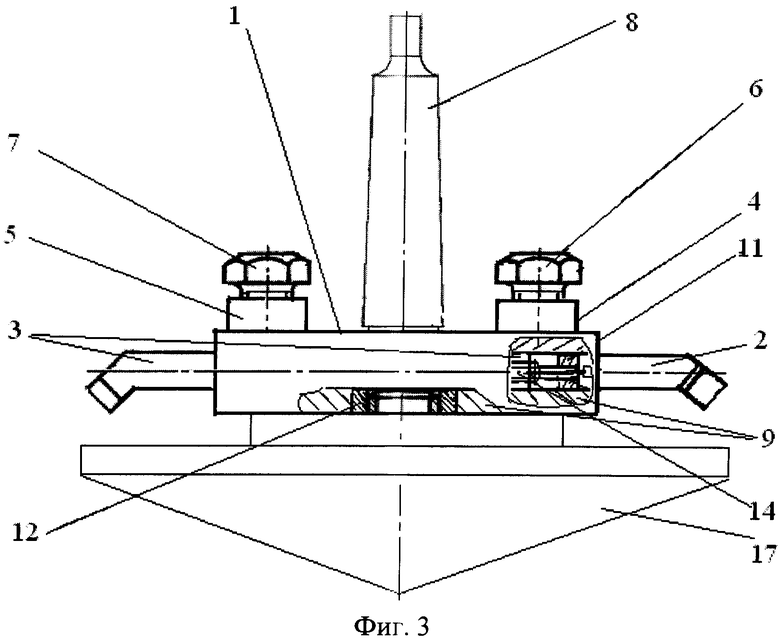
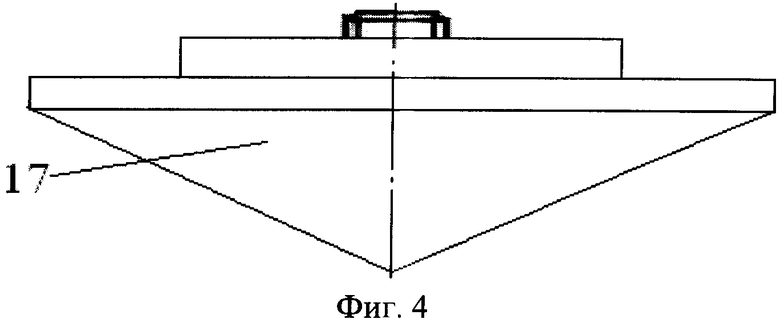
На чертежах схематично представлено предлагаемое устройство: на фиг. 1 - вид прямо с определением размера вылета резца, на фиг. 2 - разрез по А-А, на фиг. 3 - вид устройства с вырывами паза для заднего резца и с вкрученным коническим элементом, на фиг. 4 - конический элемент.
Головка для расточки корпусных отверстий, предназначенная для крепления в шпинделе вертикально-сверлильного станка, включает вертикально-сверлильный станок (на схеме не показан) с закрепленной в шпинделе резцовой головкой, которая состоит из коробчатого корпуса 1 с выфрезерованными двумя пазами, где размещены державки проходных резцов 2, 3, вершины которых направлены в противоположные стороны. Корпус 1 сверху оснащен приваренными над пазами симметрично с одного края и с другого края бобышками 4, 5 с зажимными винтами 6, 7 и приваренным по центру коническим хвостовиком 8, а снизу жестко закрепленным резцедержателем 9. Кроме этого, резцедержатель 9 оснащен приваренными и размещаемыми в пазах симметрично с одного края и с другого края имеющими просверленные отверстия упорами 10, 11 (фиг. 3), а в центре вваренной резьбовой втулкой 12. В отверстиях упоров 10, 11 шарнирно установлены регулировочные винты 13, 14. Регулировочные винты 13, 14 ввинчены в резьбовые отверстия 15, 16, которыми оснащены державки резцов 2, 3 по всей длине. В резьбовую втулку 12 для центрирования растачиваемых гильз вкручивается конический элемент 17. Торцы резцедержателя 9 использованы для измерения вылета головок резцов, для установки необходимого диаметра растачиваемого отверстия применяется микрометр гладкий 18 с тарельчатыми наставками 19, 20.
Головка для расточки корпусных отверстий, предназначенная для крепления в шпинделе вертикально-сверлильного станка, работает следующим образом. Вначале в шпинделе вертикально-сверлильного станка (на схеме не показан) крепится посредством конического хвостовика 8 резцовая головка. Затем с помощью вкрученной во втулку 12 резцовой головки конического элемента 17 осуществляется центровка растачиваемого отверстия корпусной детали. Затем с помощью микрометра 18 с тарельчатыми насадками 19, 20 и торцов резцодержателя 9 устанавливается необходимый вылет вершин резцов 2, 3 путем выдвижения их из пазов корпуса 1. Выдвижение осуществляется вращением вкрученных в резьбовые отверстия 15, 16 регулировочных винтов 13, 14, установленных в упорах 10, 11, выдвижение осуществляется при отпущенных затяжных винтах 6, 7 в бобышках 4, 5, за счет которых впоследствии осуществляется окончательная фиксация резцов 2, 3. После установки необходимого для расточки размера производится включение вертикально-сверлильного станка и осуществляется процесс растачивания.
Благодаря тому что резцы по длине соответствуют длине выфрезерованных пазов корпуса 1, значительно повышается диапазон расточки, а также благодаря резьбовому отверстию в державке появляется возможность применения резцов разной длины, кроме того, за счет применения проходных прямых и упорных и подрезных резцов снижается стоимость и осуществляется расточка как сквозных, так и глухих отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Устройство для крепления держателя осевого инструмента к шпинделю станка | 1988 |
|
SU1713422A3 |
| Угольный струг | 1985 |
|
SU1583600A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Приспособление к сверлильному станку для расточки конических отверстий | 1931 |
|
SU33790A1 |
| Резцовая головка | 1979 |
|
SU848183A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| Устройство для крепления сверл и регулирования их вылета | 1980 |
|
SU944807A1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
Головка содержит корпус с коническим хвостовиком, держатель, механизм регулировки вылета головки резца и резцы с вершинами, направленными в противоположные стороны. При этом корпус выполнен с двумя выфрезерованными пазами и приваренными над ними симметрично с одного края и с другого края бобышками с зажимными винтами. Держатель выполнен с вваренной в центре резьбовой втулкой и жестко закреплен снизу корпуса, а резцы размещены в упомянутых пазах корпуса и выполнены с резьбовыми отверстиями по всей длине. При этом механизм регулировки вылета головки резца выполнен в виде упоров с отверстиями, в которых шарнирно установлены регулировочные винты, вкрученные в упомянутые резьбовые отверстия резцов, причем упоры приварены в пазах симметрично с одного и с другого краев, а в качестве начала отсчета вылета головки резца использованы торцы держателя. Технический результат: упрощение конструкции и повышение качества обработки. 4 ил.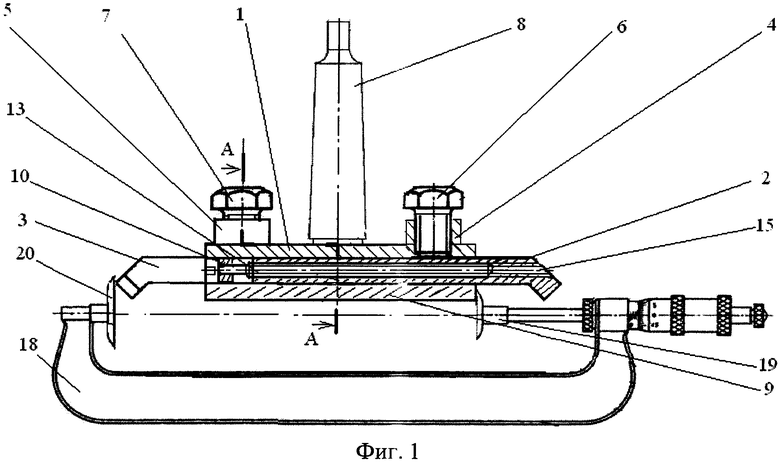
Головка для расточки корпусных отверстий, предназначенная для крепления в шпинделе вертикально-сверлильного станка, содержащая корпус с коническим хвостовиком, держатель, механизм регулировки вылета головки резца и резцы с вершинами, направленными в противоположные стороны, при этом корпус выполнен с двумя выфрезерованными пазами и приваренными над ними симметрично с одного края и с другого края бобышками с зажимными винтами, при этом держатель выполнен с вваренной в центре резьбовой втулкой и жестко закреплен снизу корпуса, а резцы размещены в упомянутых пазах корпуса и выполнены с резьбовыми отверстиями по всей длине, при этом механизм регулировки вылета головки резца выполнен в виде упоров с отверстиями, в которых шарнирно установлены регулировочные винты, вкрученные в упомянутые резьбовые отверстия резцов, причем упоры приварены в пазах симметрично с одного и с другого краев, а в качестве начала отсчета вылета головки резца использованы торцы держателя.
| Расточная головка | 1976 |
|
SU596382A1 |
| Расточная головка | 1958 |
|
SU116121A1 |
| Расточная головка | 1989 |
|
SU1798047A1 |
| US 2811055 A1, 29.10.1957 | |||

