Изобретение касается способа улучшения качества поверхностей, coilpягae lЫx при прессовых посадках, путем исключенпя налипов пя них.
PlsiiecTiibic способы соч-лепеипя обрабатываемой детали и оправки нутем прессовой посадки не исключают на.шпов металла па цилпндричсск 1е поверхностИ оправки, что при неоднократном ее испо,1ь: ованни вызы.вает порчу поверхности отверстии в обрабатываемой детали.
Описываемый способ лишек этого недостатка и допускает многократные прессовки деталей на онравке.
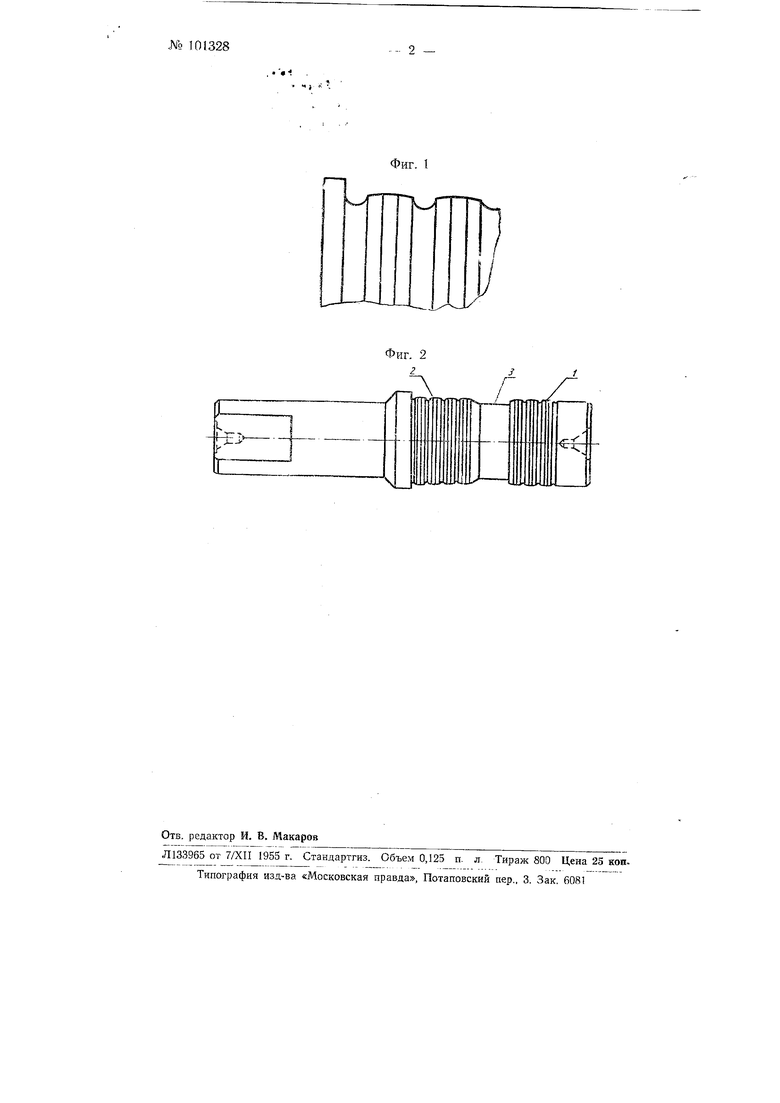
На фиг. 1 схематично показана соп,зягаемая поверхность вала; на фиг. 2 -- обпхий вид онравкн для установки обрабатываемых изделии.
На сопрягаемой поверхности вала {фиг. 1) делают кольневые канавки. Между канавками поверхность небольшую ленточку цилиндра, а по обе стороны ее расположены сбегаюндие переходные поверхности. Сбегаюптие новерхности предпочтительно делать под углом 7°. Цилиндрическая ленточка и сбегающие поверхности составляют заглаживающий участок сопрягаемой поверхности вала.
Наличие заглаживающих участков позволяет использовать большие на1ЯГН, чем ьч-и возможно (из-за налигюв) V гладк1.х онраво1с, и тем самым получить уснлне запрессовки, значительно превосходянлее те усилия, ко;орые получаются при работе с гладкими справками.
На сЬиг. 2 показана круглая он))а..:ка, у когорой имеется группа нредварительно заглаживающих участков /,, .о11хих упругне л,еформагаги в дсгали и П1)нблнжаюн1их размер отверс:тия к размеру второй группы 2 заглалчнвающих участков, которые имеют максимальны раз.мер и на которых находится . вре.я обточк ее на станке. Канавка 3 создает возможность прнближснлш подрезного резца к оправке д.тя подрезки торца детали. Наличие нерзой группы заглажир.оюплих учаciKOB пе обязательно.
т е п и я
Способ прессовой посадки, о т л ич а ю щ и и с я тем, что, с целью осун ествлення повторных запрессовок без порчн сопрягаемой новерхпости, на сопрягаемой поверхности вала делают кольцевые канавки, между которыми оставляют небольщую ленточку цилиндра, во обе стороны которой образуют пологую переходную поверхность.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемый лоток (магазин) | 1954 |
|
SU104843A1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2176182C2 |
| Съемник гидравлический для демонтажа наружных или внутренних втулок балансиров из корпуса, выполненных по прессовой посадке | 2015 |
|
RU2606687C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2480597C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| ЗАЖИМНОЙ ПАТРОН С ГОРЯЧЕЙ ПРЕССОВОЙ ПОСАДКОЙ, ИМЕЮЩИЙ РАСШИРИТЕЛЬНЫЕ КАНАВКИ | 2009 |
|
RU2504457C2 |
| Устройство для сборки прессовых соединений типа вал - втулка | 1990 |
|
SU1812046A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |