Изобретение относится к неразрушаю1цему контролю качества поверхности изделий, в частности наружной поверхности труб и поверхности прутков.
Известно устройство контроля на- 5 ружной поверхности труб, содержащее пост контроля ультразвуковым и визуальным методами, рольганги для перемещения труб и блок разбраковки С )
Недостатком устройства является -10 (низкая производительность и высокая стоимость контроля.
Наиболее близким к изобретению является установка для комплексного а втрматизированного контроля качества 15 изделий, содержащая устройство контроля ультразвуковым и телевизионным методами, блок отбраковки, блок регистрации и анализа, входы которого соединены с устройствами контроля и 20 входом блока отбраковки. Блок регистрации и анализа выполнен в виде пороговых элементов, соединенных с устройством контроля, элементов сравнения и формирователей импульсов, 25 соединенных с элементами сравнения 2).
Недостатком установки является низкая производительность, например, при контроле поверхности движущихся изделий, в частности, из-за невоз- , можности автоматически регулировать скорость перемещения изделий.
Целью изобретения является повышение производительности контроля поверхности движущихся изделий.
- 35
Поставленная цель достигаетсй тем, что установка для комплексного автоматизированного контроля качества изделий, содержащая устройства контроля ультразвуковым и телевизионньм 40 методами, блок отбраковки, блок регистрации и анализа, входы которого соединены с устройствами контроля и входом блока отбраковки, снабжена
устройством контроля фОТОЭЛеКТрИЧеС- ле
КИМ методом и блоком управления скоростью перемещения изделия, соединенным с блоком регистрации и анализа, а последний выполнен в виде схемы совпадения и элемента ИЛИ, соединенных последовательно, первой 0 схемы задержки, первой схемы формирования зоны контроля, второй схемы формирования зоны контроля, схемы запрета и второй, схемы задержки,выход которой является выходом блока ре- 55 гистрации и анализа, соединенным с устройством контроля телевизионным методом и блоком управления скоростью перемещений изделий, выход схемы совпадения соединен с вторыми 60 входами схемы запрета и элемента ИЛИ и является выходом блока регистации и анализа, соединенным с блоком отбраковки, вход схемы запрета соединен с первым входом элемента ИЛИ , 5
выходы элемента ИЛИ и первой схемы задержки являются выходами блока регистрации и анализа, соединенным с вторым и третьим входами блоки управления скоростью перемещения изделий, первый и втррой выходы которого соединены соответственно с вторыми входами схем задержки блока регистрации и анализа. I
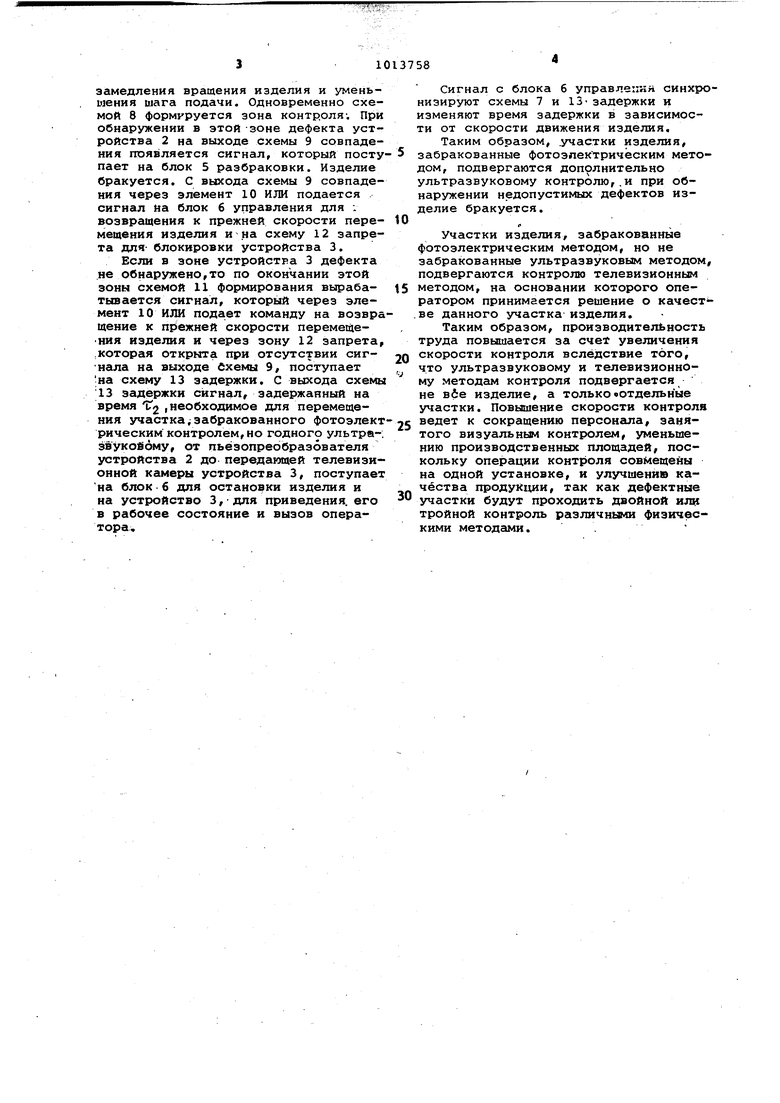
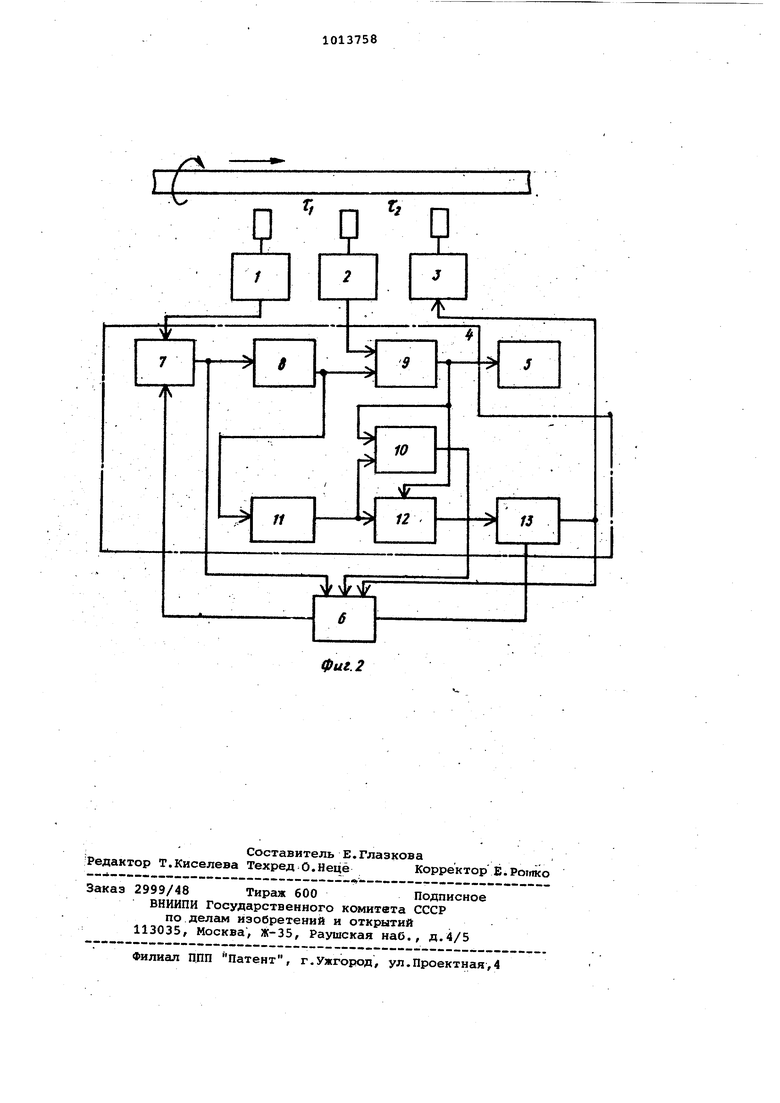
На фиг,1 представлена блок-схема установки; на фиг.2 - то же, установки и блока регистрации и анализа.
Установка содержит устройство 1 контроля фотоэлектрическим методом, устройство 2 контроля ультразвуковым методом, устройство 3 контроля телевизионным методом. Выходы ройств подключены к входам блока 4 ргистрации и анализа. Едок 5 разбраковки, первый, второй и третий выходы блока 4 подключены к соответствующим входам блока б управления скоростью, четвертый выход - к блоку 5 разбраковки. Блок 4 выполнен в виде последовательно соединенных первой схемы 7 задержки, вход которой соединен с выходом устройства 1, схемы
8формирования зоны контроля, схемы
9совпадения, первый вход которой соединен с выходом устройства 2, а выход - с блоком 5 разбраковки, элемента 10 ИЛИ, последовательно соединенных схемы 11 формирования зоны контроля, соединенной входом с блоком 8 формирования зоны контроля, схемы 12 запрета, второй схемы 13 задержки, выход которой подключен
к входу устройства телевизионного контроля и блоку б управления скоростью; первый вход элемента 10 ИЛИ соединен с выходом схемы 9 совпадения, второй вход - с выходом схемы 11 формирования, а выход - с вторым входом блока 6 управления скоростью.
Устройство работает следующим образом,с
Контролируемое изделие вращательно-поступательно перемещается последовательно с помощью протяжного механизма (не показан) через три позиции контроля. Вначале изделие поступает на устройство 1. При сигналах, не превышающих уровня заданного порога, изделие с одинаковой скоростью проходит через позиции ультразвукового контроля и телевизионного, выходы которых заблокированы, и признается годным. При наличии дефекта (сигналы превышают заданный порог) сигнал с выхода устройства 1 поступает на схему 7 задержки Через время Т, необходимое для прохрждения дефектным участком расстояния между фотоэлектрическим датчиком и пьёзопреобразователем устройства 2 сигнал с выхода схемы 7 поступает на блок б управления скоростью для
замедления вращения изделия и уменьшения шага подачи. Одновременно схемой 8 формируется зона контроля; При обнаружении в этой -зоне дефекта устройства 2 на выходе схемы 9 совпадения появляется сигнал, который поступает на блок 5 разбраковки. Изделие бракуется. С выхода схемы 9 совпадения через элемент 10 ИЛИ подается . сигнал на блок 6 управления для i возвращения к прежней скорости перемещения изделия и на схему 12 запрета для блокировки устройства 3.
Бели в зоне устройства 3 дефекта не обнаружено,то по окончании этой зоны схемой 11 формирования вырабатывается сигнал, который через элемент 10 ИЛИ подает команду на возвращение к пр ежней скорости перемеще ния изделия и через зону 12 запрета, ,которая открыта при отсутствии сигнала на выходе Схема 9, поступает |на схему 13 задержки. С выхода схемы 13 задержки сигнал, задержанный на время 2(Необходимое для перемещения участка;забракованного фотоэлектрическим контролем, но годного ультра-. звуковому, от пьёзопреобразователя устройства 2 до передающей телевизионной камеры устройства 3, поступает на блок 6 для остановки изделия и на устройство 3,-для приведения, его в рабочее состояние и вызов оператора.
Сигнал с блока б управлений синхронизируют схемы 7 и 13задержки и изменяют время задержки в зависимости от скорости движения изделия. Таким образом, .участки изделия,
забракованные фотоэлектрическим методом, подвергаются дополнительно ультразвуковому контролю,.и при обнаружении недопустимых дефектов изделие бракуется.
Участки изделия, забракованные фотоэлектрическим методом, но не забракованные ультразвуковым методом, подвергаются контролю телевизионным
методом, на основании которого оператором принимается решение о качест .ве данного участка изделия.
Таким образом, производительность труда повышается за счет увеличения скорости контроля вследствие того, что ультразвуковому и телевизионному методам контроля подвергается не в4е изделие, а только«отдельные участки. Повышение скорости контроля
ведет к сокращению персонала, занятого визуальным контролем, уменьшению производственных площадей, поскольку операции контроля совмещены на одной установке, и улучшение качёства продукции, так как дефектные
участки будут проходить двойной или тройной контроль различными физическими методами. .
Чг
п п п
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для комплексного автоматизированного контроля качества изделий | 1986 |
|
SU1322092A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090851C1 |
| Способ автоматической регистрации дефектов | 1975 |
|
SU534686A1 |
| ЛИНИЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2253111C2 |
| Фотоэлектрическое устройство для контроля качества поверхности изделий | 1978 |
|
SU750276A1 |
| Способ обнаружения дефектов и устройство для его осуществления | 1979 |
|
SU883722A1 |
| СПОСОБ КОНТРОЛЯ ТОПЛИВНОГО СТОЛБА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2483373C2 |
| Установка для комплексного автоматизированного контроля качества изделий | 1987 |
|
SU1467393A1 |
| Устройство для оценки профессиональной пригодности операторов | 1988 |
|
SU1594584A1 |
| УСТРОЙСТВО ДЛЯ СТРУКТУРНОГО КОНТРОЛЯ и РАССОРТИРОВКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1973 |
|
SU379863A1 |
УСТАНОВКА ДЛЯ КОМПЛЕКСНОГО АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ, содержащая устройств о ко нтроля ультразвуковым и телевизионным методами:, отбраковки, блок ре- . гистрации и анализа, входы : которого соединены с устро йствами контроля и входом блока отбраковки, о т л ич а ю щ & я с я тем, что, с целью повышения производительности контроля поверхности движущихся изделий, она снабжена устройством контроля фотоэлектрическим методом и блоком управлейия скоррстью перемещения изделия, соединенным с блоком регистtt -T- i U II в -« рации и анализа, а последний выполнен в виде схемы совпадения и элемента .ИЛИ, соединенных последовательно, первой схемы задержки, первой схемы формирования зоны контроля, второй формирования зоны контроля, схемы запрета и второй схемы задержки, выход которой является выходом блока регистрации и анализа, соединенным с устройством контроля телёвизионш методом и блоксм управления скоростью перемещения изделия, выход схемы совпадения соединен с вторьми ;входами схемы запрета и элемента или и является выходом блока регистра ции и анализа, соединенным с блоком отбраковки,вход схема запрёта с6еди-i нен с первым входом элемента ИЗШ СО выходы элемента ИЛИ н первой схемы задержки являются выходами блока рес: гистрации и анализа, соединеяньм с вторьм и третьим входами бяока управJ ления скоростью перемещения изделия, g первый и второй выходы которого сое- диненн соответственно с вторыми входами схем задержки блока регистрации и анализа. м О1 00
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ комплексного автоматизированного контроля качества изделий и установка для его реализации | 1978 |
|
SU763776A1 |
