15
25
30
Изобретение относится к контрольно-измерительной технике и может быть использовано для автоматизации контроля поверхностей. ; Цель изобретения - расширение эксплуатационных возможностей и повы- ;шение производительности контроля пу- 1 тем обеспечения возможности контроля I изделий при движении в двух взаимно Ю противоположных направлениях и исклю- чения повторного, контроля бездефект- |ных участков.
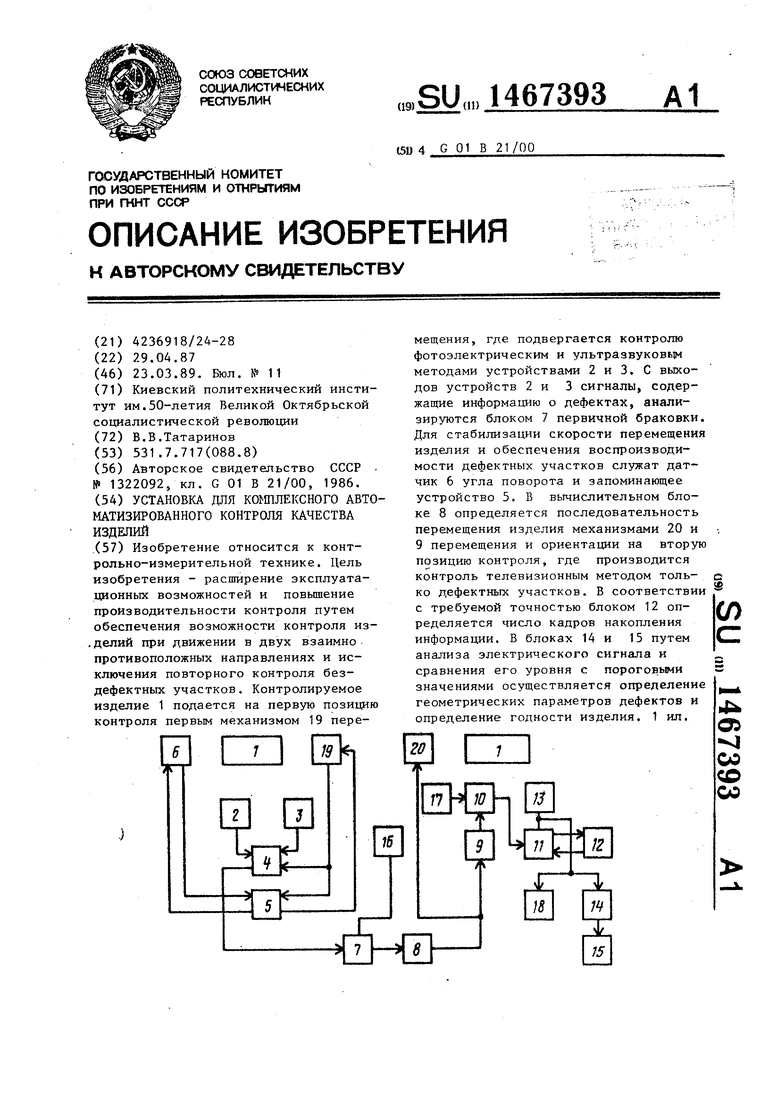
I На чертеже представлена блок-схема установки.
Установка контроля изделий 1 (содержит фотоэлектрическое устройство 2 контроля, ультразвуковое устройст- 1во 3 контроля, первое и минающие устройства ЗУ 4 и 5, датчик 16 угла поворота изделия вокруг про- |дольной оси, последовательно соеди- |ненные блок 7 первичной браковки, вычислительный блок 8, механизм 9 ориентации, телевизионное устройство контроля вьтолнено в виде телекамер 10, третье ЗУ 11 и блок 12 определения числа.кадров накопления, последовательно соединенйые индикатор 13, блок 14 определения геометричес- iких характеристик дефектов и блок 15 определения годности, дефектоотмет- :чик 16, выход которого соединен с ;первым входом блока 7 первичной бра- :ковки, блок 17 масштабирования изображения, выход которого соединен с входом телекамеры 10, регистратор 18, вход которого связан с вторым входом третьего ЗУ 11, с третьим входом ко- 40 торого соединен выход блока 12, пер- вый и второй механизмы 19 и 20 перемещения изделия. Первьй вход первого ЗУ 4 соединен с выходом фотоэлектрического устройства 2 контроля, вто- дз рой вход - с выходом ультразвукового устройства 3, третий вход - с выхо-; дом первого механизма 19 перемеще- i ния и с первым входом второго ЗУ 5, а выход - в вторым входом блока 7 первичной бракойки. Второй вход второго ЗУ 5 соединен с выходом датчика 6 угла поворота изделия, а первый и второй выходы - с входами датчика 6 угла поворота изделия и первого механизма 19 перемещения изделия соответственно. Вход второго механизма перемещения соединен с выходом вычислительного блока 8.
Устройство работает следующим образом.
Контролируемое изделие 1 перемещается через две позиции контроля: в первой позиции - с помощью первого механизма 19 перемещения изделия, во второй - вторым механизмом 20 пере-- ; мещения. На первой позиции контроля контроль осуществляют с помощью устройств 2 и 3, сигналы с которых, содержащие информацию о дефектах, поступают в первое ЗУ 4. Скорость считывания информации устройствами 2 и 3 превьшает скорость перемещения изделия 1, в связи с чем дефектная область считывается ими несколько раз. В первом ЗУ 4 осуществляется суммирование сигналов, содержащих
второе запо- 20 информацию о дефекте. Изделия, у которых контролю подвергаются внешние поверхности, проходят первую позицию один раз, а при контроле изделий, типа труба, дважды: сигнал в одну, затем в другую сторону, это объясняется тем, что контролю подвергается - вся поверхность трубы: внутренняя и внешняя.
Для того, чтобы компенсировать нестабильность перемещения изделия 1, первый механизм 10 перемещения вырабатывает импульсы с частотой, пропорциональной скорости перемещения изделия. Эти импульсы поступают на второе ЗУ 5 при прямом Перемещении изделия. При его перемещении в обратном направлении из ЗУ 5 поступают импульсы, управляющие скоростью первого механизма 19 перемещения. Для точной привязки импульсов на поверхности изделия служит датчик 6 угла поворота, импульсы с которого при ,прямом движении изделия поступают во второе ЗУ 5 и с которого считываются при обратном движении. Таким образом, сохраняется повторяемость дефектных областей и прямом и обратном ходах при контроле труб.
После контроля в первой позиции сигналы из первого ЗУ 4 поступают в блок 7 первичной браковки, где выделяются сигналы, мощность которых превышает пороговую допустимую величину, после чего из блока 7 поступает сигнал в дефектоотметчик 16 на отметку брака изделия t. Это изделие на последующий контроль, т.е. на вторую позицию, не поступает. Все сигналы, которые превышают определенный
35
50
уровень, меньший допустимого, определяются как подозрительные на брак. Вычислительный блок 8 определяет последовательность перемещения на второй позиции второму механизму 20 перемещения и механизму 9 ориентации телекамеры 10. Организация работы установки позволяет значительно сократить время контроля, так как бездефектные области изделия не подвергаются вторичному контролю телекамерой 10.
Во второй позиции изделие 1 устанавливают перед телекамерой 10, сигналы с которой поступают в третье ЗУ 11, где производится накопление считываемого сигнала. Наличие устройства 11 определяется тем обстоятельством, что свечение дефекта на изделии крайне мало и практически недостаточно для нормальной работы считывающей аппаратуры и аппаратуры автоматики. Поэтому используется прием накопления сигнала. Выигрыш в отношении сигнал/шум приблизительно пропорционален V, где N ц - число кадров накопления. Для этого служит блок 12 определения кадров накопле-;
Блок 14 определения геометричес- .ких характеристик дефектов-, вычисляет периметр, длину, площадь дефекта и другие его характеристики, по которым в блоке 15 определения годности изделия выносят решение об изделии, который работает в соответствии с техническими условиями приемки конт Q ролируемых изделий. Блок 15 - . ставляет набор схем сравнения, где сравниваются текущие параметры дефекта с допустимыми и вырабатывается сигнал на бракующий исполнительный
5 блок (не показан), который подает контролируемое изделие или в бункер Брак, или Годен.
Блок 18 представляет собой серийное цифропечатающее устройство типа
20 и служит для документирования координат дефектных областей на изделия, их геометрических-характеристик, номер изделия, номер контроли- рующей бригады, смены и т.д. 25 Таким образом, предлагаемая установка может работать полностью в автономном, автоматическом режиме, без оператора, что резко повьшает производительность и, пропускную спооснованный на принципе получения 30 собность участка контроля., повышает
ния,
и обработки выборочных значений сигнала и флуктуационной помехи. Для нормальной работы блока 12 зад.ается необходимое отношение сигнал/шум, например 3, после считывания кажт 35 дого кадра измеряется сигнал флуктуационной помехи, а затем по извест- ному правилу и с помощью известных средств определяют необходимое число кадрой накопления изображения. 40
Для более точного определения ге- ометрических характеристик выделенных дефектных областей блок 17 масшг табйрования., задачей которого явля- ется вписание изображения в размер 45 мишени телекамеры 10.
достоверность контроля. Формула изобретения
Установка для комплексного автома тизированного кон гроля качества из- делий, содержащая фотоэлектрическое, ультразвуковое и телевизионные устройства контроля, блок первичной браковки, первое запоминаняцее устройство, первый механизм перемещения изделия и индикатор, отличающаяся тем, что, с целью расширения эксплуатационных возможностей и повышения производительности контроля, она снабжена вторым и третьим запоминающими устройствами, вторым ,механизмом перемещения изделия, дат- чиком угла поворота изделия, последовательно соединенными вычислительным блоком и механизмом ориентации, последовательно соединенными блоком определения геометрических характеристик дефектов к блоком определения годности, дефектоотметчиком, выход которого соединен с первым входом блока первичной браковки, блоком масштабирования, выход которого соединен с входом телевизионного устрой
Блой 14 определения геометрических характеристик предназначен для выделения и измерения параметров дефектов (число дефектов, максимальная ддгина, площадь и др.), сравнения их с допустимыми и для выдачи управ- лякяцего сигнала разбраковки контролируемого изделия. В качестве блока 14 определения характеристик использована серийно выпускаемая автоматическая телевизионная установка прикладного назначения Измеритель-1.
673934
Блок 14 определения геометричес- .ких характеристик дефектов-, вычисляет периметр, длину, площадь дефекта и другие его характеристики, по которым в блоке 15 определения годности изделия выносят решение об изделии, который работает в соответствии с техническими условиями приемки конт Q ролируемых изделий. Блок 15 - . ставляет набор схем сравнения, где сравниваются текущие параметры дефекта с допустимыми и вырабатывается сигнал на бракующий исполнительный
5 блок (не показан), который подает контролируемое изделие или в бункер Брак, или Годен.
Блок 18 представляет собой серийное цифропечатающее устройство типа
20 и служит для документирования координат дефектных областей на изделия, их геометрических-характеристик, номер изделия, номер контроли- рующей бригады, смены и т.д. 25 Таким образом, предлагаемая установка может работать полностью в автономном, автоматическом режиме, без оператора, что резко повьшает производительность и, пропускную спо50
5
0
5
достоверность контроля. Формула изобретения
Установка для комплексного автоматизированного кон гроля качества из- делий, содержащая фотоэлектрическое, ультразвуковое и телевизионные устройства контроля, блок первичной браковки, первое запоминаняцее устройство, первый механизм перемещения изделия и индикатор, отличающаяся тем, что, с целью расширения эксплуатационных возможностей и повышения производительности контроля, она снабжена вторым и третьим запоминающими устройствами, вторым ,механизмом перемещения изделия, дат- чиком угла поворота изделия, последовательно соединенными вычислительным блоком и механизмом ориентации, последовательно соединенными блоком определения геометрических характеристик дефектов к блоком определения годности, дефектоотметчиком, выход которого соединен с первым входом блока первичной браковки, блоком масштабирования, выход которого соединен с входом телевизионного устройства контроля, блоком определения числа кадров накопления, вход и вы- з(|од которого соединены соответственно с выходом и первым входом третьего
апоминающего устройства, регистратором, вход которого соединен с вторым Еходом третьего запоминающего устройства и с входом блока определения геометрических характеристик дефектов, первый и второй входы первого
апоминакнцего устройства соединены с1оответственно с выходами фотоэлектрического и ультразвукового устройств контроля соответственно, третий вход - с выходом первого механизма геремещения изделия и с первым входом ВТОРОГО запоминающего устройства, а
выход - с вторым входом блока первичной браковки, второй вход второго запоминающего устройства соединен с выходом датчика угла поворота, а первый и второй выходы - соответственно с входами первого механизма перемещения и датчика угла поворота, вход второго механизма перемещения соединен с выходом вычислительного блока, выход механизма ориентации соединен с вторые входом телевизионного устройства контроля, выход которого соединен с тветьим входом третьего запоминающего
устройства, с вторым входом которого соединен индикатор, а телевизионное устройство контроля вьтолнено в виде телекамеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для комплексного автоматизированного контроля качества изделий | 1986 |
|
SU1322092A1 |
| Установка для комплексного автоматизированного контроля качества изделий | 1981 |
|
SU1013758A1 |
| Устройство координатной дефектоотметки | 1985 |
|
SU1280510A2 |
| Устройство координатной дефектоотметки | 1981 |
|
SU1004862A1 |
| Устройство координатной дефектоотметки | 1986 |
|
SU1320725A2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕХАНИЧЕСКОГО СОСТОЯНИЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2126523C1 |
| Автоматическая установка для контроля геометрии деталей круглого поперечного сечения | 1986 |
|
SU1374047A1 |
| Устройство контроля внешнего вида деталей типа "втулка | 1987 |
|
SU1578470A1 |
| Устройство для контроля подложки больших интегральных схем | 1982 |
|
SU1027654A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| Авторское свидетельство СССР | |||
| Установка для комплексного автоматизированного контроля качества изделий | 1986 |
|
SU1322092A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
