Изобретение относится к обработк металлов давлением и может бьоть использовано для получения иЗДелий волочением с применением ультразвуковых колебаний. Известно устройство для волочеНИН металла с применением ультразву ковых колебаний через две волоки, включающее источник и средство подвода продольных ультразвуковых коле баний к первой волоке, размещенной в пучности смещений ультразвуковой волны, источник и средство подвода радиальных колебаний к второй волок закрепленной в узле смещений ультра звуковой волны fl . Расположение волок на расстоянии кратном половине длины продольной ультразвуковой волны, приводит к бо шим отходам металла в процессе заострения концов заготовок для запра ки их в волоки. Известно устройство f2 , в котором первая волока расположена в пуч ности смещений продольной ультразву ковой волны, а вторая - в пучности радиальных смещений стоячей ультраз ковой волны на расстоянии от первой определяемом из соотношения , где Aj - амплитуда продольных ультра звуковых смещений; g - модуль Юнга для протягиваемого металла; (э напряжение, возникающее в протягиваемом металле в результате продольных ультразвуковых колебаний первой волоки. Однако при значительных единичных обжатиях в первой волоке закрепление второй волоки в пучности радиальных смещений не обеспечивает надежного защемления протягиваемого металла в момент, когда волока, помещенная в пучности продольньгх смещений, движется против хода волочения. Это снижает эффективность использования энергии ультразвуковых колебаний и приводит к увеличению усилия волочения. Кроме того, расположение волоки в пучнорти радиальных смещений не позволяет протягивать металл через нее с большими един-ичными обжатиями Наиболее близким к предлагаемому по технической сущности и. достигаемо му результату является устройство для волочения через две волоки, расположенные на расстоянии друг от дру га, кратном половине продольной ульт развуковой волны. К одной волоке под .водятся продольные колебания, а к второй - поперечные колебания относительно направления протягивания металла. Обе волоки жестко закреплеHfcj в узловых точках З . Однако эффективность использования энергии ультразвука при такой схеме подвода невысокая, что приводит к увеличению усилия волочения и невозможности протягивать металл с большими единичными обжатиями. Цель изобретения - снижение усилия волочения. Поставленная цель достигается тем,что устройство для волочения металла через две волоки с применением ультразвуковых колебаний, включающее источник и средства подвода продольных ультразвуковых колебаний к первой волоке, размещенной в пучности смещений ультразвуковой волны, источник и средства подвода продольных ультразвуковых колебаний к второй волоке, ось которой перпендикулярна оси источника повода колебаний, дополнительно содержит задающий генератор электрических колебаний и фазовращатель, выход которого соединен с одним из источников ультразвуковых колебаний, а вход - с выходом задающего генератора, второй выход которого соединен с другим источником ультразвуковых колебаний, а вторая волока выполнена разъемной в плоскости пучности смещений продольной ультразвуковой волны. На чертеже изображена схема предлагаемого устройства. Устройство содержит задающий генератор 1 электрических колебаний, фазовращатель 2, два источника продольных ультразвуковых колебаний, состоящих из усилителей 3 электрических колебаний и магнитострикционных преобразователей 4 с присоединенными к ним волноводами 5, в пучности смещений первого из них закреплена волока б, а вторая волока выполнена разъемной, состоящей из половинок 7 и 8, причем верхней полуволокой может служить торец волновода. Расстояние между волоками установлено в соответствии q выражением (1). Устройство работает следующим образом. . Электрические колебания с задающего генератора 1 подаются на один из магнитострикционных преобразователей 4. Одновременно на вход другого источника ультразвуковых колебаний подается сигнал, сдвинутый по фазе на 180. Сдвиг по фазе осуществляется фазовращателем 2, в результате в волноводах 5 возникают механические колебания ультразвуковой частоты противоположной фазы. Это значит, что когда в одном из волноводов в узловой точке наблюдается механическое сжатие, то в другом волноводе.в это время в соответствуняцей узловой точке происходит .
механическое растяжение. В момент начала движения волоки б против хода волочения (направление волочения указано стрелкой) торец волновода 5 начинает двигаться вниз, деформируя протягиваемый металл и осуществляя в процесс е деформации его надежное закрепление. В это время волока 6, двигаясь рротив хода волочения, за счет только энергий ультразвука проДеформирует металл на участке, равном амплитуде ее продольных смещени АП. Деформация в обеих волоках происходит только за счет энергии ультразвука без приложения текущего усилия. В .следующий момент времени волока 6 будет двигаться в направлении волочения, а торец волновода 5 - вверх. В результате наличия сил трения между металлом и волокой 6 последняя, двигаясь в направлении волочения, будет способствовать подаче .металла в разъемную волоку, в которой в это время происходит увеличение диаметра.
В результате подача металла в очаг деформации может происходить и без приложения внешнего усилия. Скорость,С которой возможен процес деформации без приложения-внешнего усилия, равна
В-Л„,
где -f - частота ультразвуковых колебаний ;
амплитуда продольных ультразвуковых смещений.
Описанный механизм действует на протяжении всего времени волочения, что позволяет наиболее полно использовать энергию ультразвуковых колебаний . Так, волочение мягких металлов, (алюминий, свинец, олово) с единичным обжатием до 70-80% в разъемной
0 волоке и до 20-30% в волоке, закрепленной в пучности продольных смещений, происходит практически при ну- . левом усилии волочения для скоростей волочения 0,2-0,25 м/с. Амплитуда
5 продольных колебаний волноводов составляет при этом 12-15 мкм при частоте ультразвуковых колебаний 22 кГц.
Таким образом, предлагаемое уст0ройство позволяет наиболее эффектив, но использовать энергию ультразвука и тем самым снизить усилие волочения и осуществлять обработку мягких металлов без приложения внешних уси5лий. Степень деформации за переход значительно увеличивается и составляет для разъемной волоки 70-80%, а для волоки, закрепленной в пучности продольных смещений, 20-30%, что
0 примерно в два раза выше по сравнению с -известньми устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения металла с ультразвуковыми колебаниями | 1977 |
|
SU1037986A1 |
| Устройство для волочения металла с наложением на инструмент ультразвуковых колебаний | 1988 |
|
SU1614878A1 |
| Устройство для волочения с ультразвуком | 1990 |
|
SU1773524A1 |
| Способ волочения металла через две волоки с применением ультразвука | 1980 |
|
SU1002064A1 |
| УСТРОЙСТВО для ВОЛОЧЕНИЯ МЕТАЛЛА С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ ЧЕРЕЗ | 1973 |
|
SU396139A1 |
| Устройство для волочения металла,с наложением ультразвуковых колебаний на инструмент | 1977 |
|
SU735356A1 |
| Способ волочения металла с применениемульТРАзВуКА | 1978 |
|
SU799853A1 |
| Способ волочения металла | 1978 |
|
SU818696A1 |
| Устройство для волочения материала с применением ультразвуковых колебаний через две волоки | 1978 |
|
SU668732A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU740329A1 |
УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ . МЕТАЛЛА ЧЕРЕЗ ДВЕ ВОЛОКИ С ВОЗДЕЙСТВИЕМ УЛЬТРАЗВУКОВЫМИ КОЛЕБАНИЯМИ, включающее источник и средства подвода продольных ультразвуковых колебаний к первой волоке, размещенной в пучности смещений ультразвуковой волны, источник и средства подвода продольных ультразвуковых колебаний к второй волоке, ось которой перпендикулярна оси источника подвода колебаний, отлич ающе ее я тем, что, с целью снижения усилия волочения, оно дополнительно содержит задающий генератор электрических колебаний и фазовращатель выход которого соединен с одним из источников ультразвуковых колебаний,а вход - с выходом задающего генератора, второй выход которого соединен с друЕим источником ультразвуковых колеба-g НИИ, а вторая волока выполнена разъ(О емной в плоскости пучности смещений продольной ультразвуковой волны. 4;ib о: to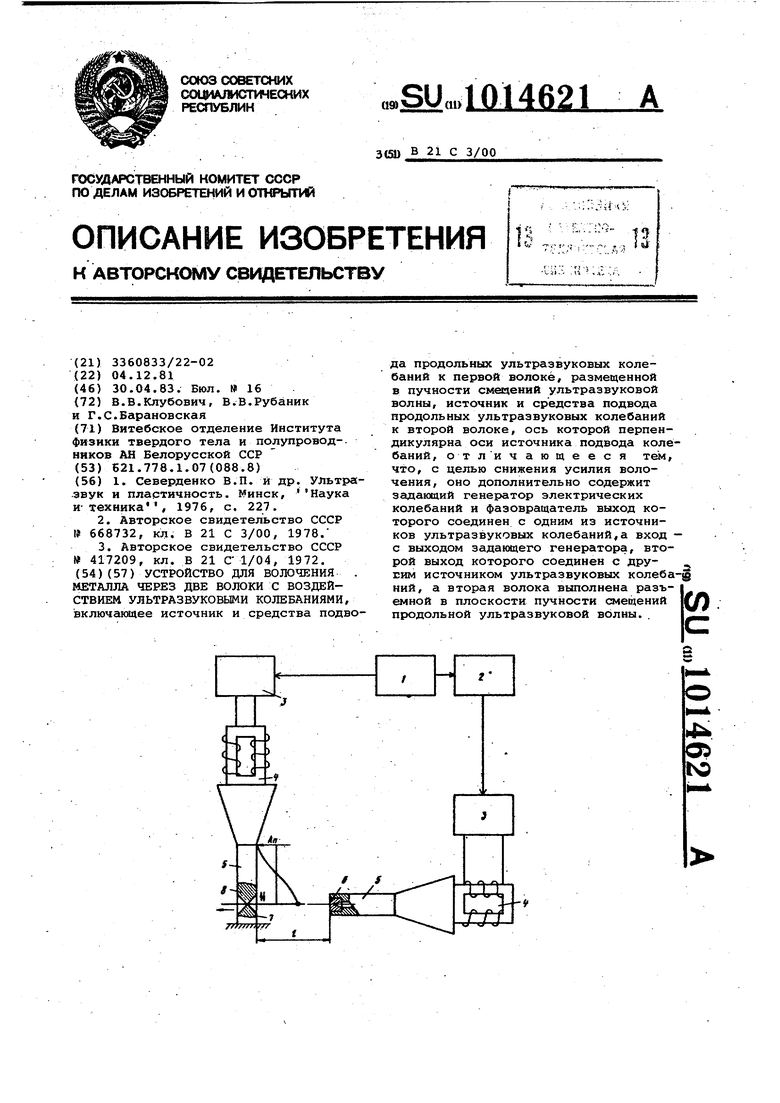
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Северденко В.П | |||
| и др | |||
| Ультразвук и пластичность | |||
| Минск, Наука и-техника , 1976, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
