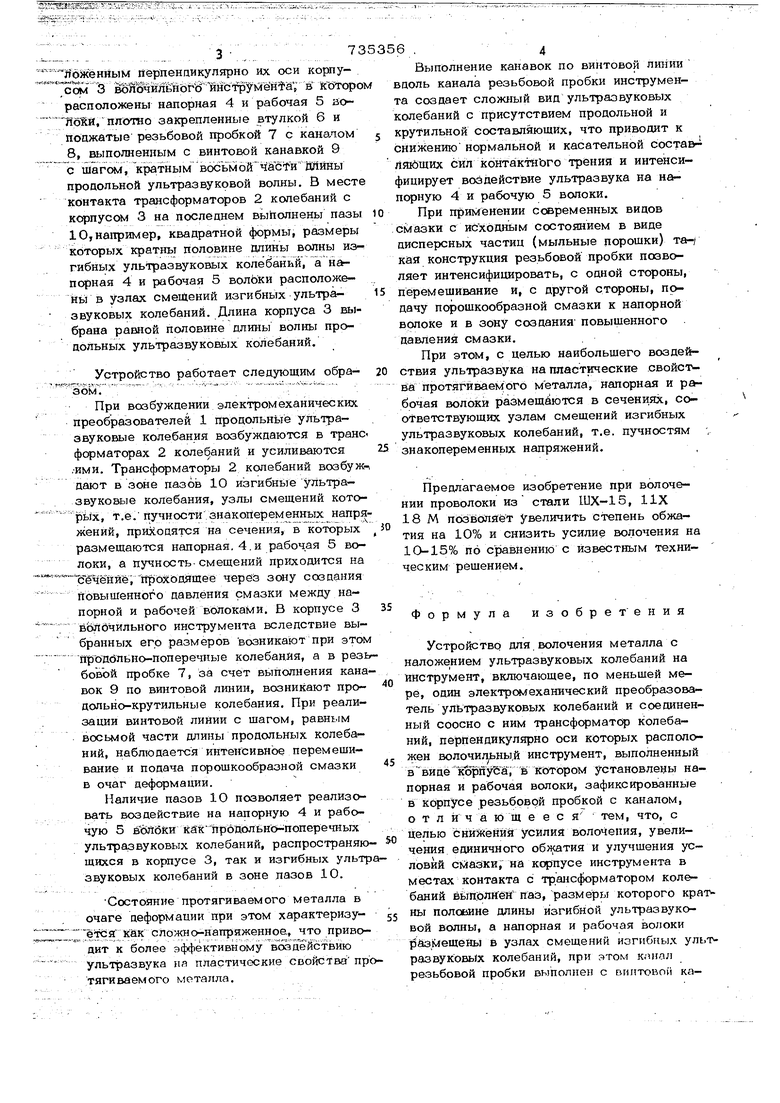
лоШнным йёрпенцикулярно их оси корпуTOOM 3 ЕШоЩЯШо ййнстрУйей ay в кЪторо расположены напорная 4 и рабочая 5 ,плотно закрепленные 1втулкой 6 и поажатые резьбовой пробкой 7 с каналом 8, выполненным с винтовой канавкой 9 с шагом, кратным восьмой час й Шины продольной ультразвуковой волны. В мест контакта трансформаторов 2 колебаний с корпусом 3 на последнем выполнены пазы 10, например, квадратной формы, размеры которых кратны половине длины волны изгибных ультфазвуковых колебаний, а напорная 4 и рабочая 5 волоки расположены в узлах смещений изгибных ультразвуковых колебаний. Длина корпуса 3 выбрана равной половине длины волны продольных ультразвуковых колебаний. Устройство работает следующим обра ЭОМ , . --- - -.,..-.-...., .... При возбуждении электромеханических преобразователей 1 продольные ультразвуковые колебания возбуждаются в транс форматорах 2 колебаний и усиливаются .ими. Трансформаторы 2 колебаний возбуж дают в зоне цазов 10 изгибные ультразвуковые колебания, узлы смещений котоpiix, т.е. пучности знакопеременных напря жений, приходятся на сечения, в которых размещаются напорная, 4.и рабочая 5 волоки, а пучность-смещений приходится на сёчёнйё,йроходящее через здау создания повышенного давления смазки между напорной и рабочей волоками. В корпусе 3 вЬлЬчильного инструмента вследствие выбранных его размеров возникают при этом продбльно-поперечные колебания, а в резь бовой пробке 7, за счет выполнения кана вок 9 по винтовой линии, возникают продольно-крутильные колебания. При реализации винтовой линии с шагом, равным восьмой части длины продольных колебаний, наблюдается интенсивное перемешивание и подача порошкообразной смазки в очаг деформации. Наличие пазов 10 позволяет реализовать воздействие на напорную 4 и рабочую 5 волоки как продольно-поперечных „ ультразвукоБых колебании, распространяю щихся Б корпусе 3, так и изгибных ультр звуковых колебаний в зоне пазов 10. Состояние протягиваемого металла в очаге деформации при этом характеризу етСя как сложно-напряженное,, что приводит к более эффективному вшдеЙствию ультразвука на пластические свойства про тягиваемого металла. 7 6 ,4 Выполнение канавок по винтовой линии вдоль канала резьбовой пробки инструмента создает сложный вид ультразвуковых колебаний с присутствием продольной и крутильной составляющих, что приводит к снижению нормальной и касательной составляйщих сил контактнЬго трения и интенсифицирует воздействие ультразвука на напорную 4 и рабочую 5 волоки. При применении современных видов сйазки с исх6днь1М состоянием в виде дисперсных частиц (мыльные порошки) та-/ кая конструкция резьбовой пробки позволяет интенсифицировать, с одной стороны, перемешивание и, с другой стороны, подачу порошкообразной смазки к напорной волоке и в зону создания повыщенного давления смазки. При этом, с целью наибольшего воздействия ультразвука на пластические .свойств ва протягиваемого металла, напорная и рабочая волоки размещаются в сечениях, соответствующих узлам смещений изгибных ультразвуковых колебаний, т.е. пучностям , знакопеременных напряжений. Предлагаемое изобретение при волочении проволоки из стали ШХ-15, ИХ 18 М позволяет увеличить степень обжатия на 10% и снизить усилие волочения на 10-15% по сравНеншо с известным техническим решением. Формула изобретения Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент, включающее, по меньшей мере, один электромеханический преобразователь ультразвуковых колебаний и соединенный соосно с ним трансформатор колебаний, перпендикулярно оси которых расположен волочил ны.й инструмент, выполненный Ткорйуйа, в йотором установлены напорная и рабочая волоки, зафиксированные в корпусе резьбрвс)й пробкой с каналом, о т л и ч а ю Ш е е с я тем, что, с целью снижения усилия волочения, увеличения единичного обжатия и улучшения усTTi- TfrrrT f f. тмгт tjf x.nTTrrrfri Ti ггт rf ловий сйазки, на корпусе инструмента в местах контакта с трансформатором колебаний вып.олйГёН паз, размеры которого кратны половине длины нагибной ультразвуковой волны, а напорная и рабочая волоки размещены в узлах смещений изгибных ультразвуковых колебаний, при этом канал резьбовой пробки выполнен с BHiiroBoii ка
| название | год | авторы | номер документа |
|---|---|---|---|
| МЫЛЬНИЦА ВОЛОЧИЛЬНОГО СТАНА | 2006 |
|
RU2324558C1 |
| УЛЬТРАЗВУКОВАЯ СИСТЕМА | 2019 |
|
RU2783732C2 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU965674A1 |
| ИНТЕГРИРУЮЩИЙ АКУСТИЧЕСКИЙ ВОЛНОВОДНЫЙ ТРАНСФОРМАТОР (КОНЦЕНТРАТОР) | 2009 |
|
RU2402386C1 |
| УСТРОЙСТВО ВИБРОСВЕРЛИЛЬНОЕ | 2011 |
|
RU2478023C2 |
| Устройство для волочения металла через две волоки с воздействием ультразвуковыми колебаниями | 1981 |
|
SU1014621A1 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ ЛЕЧЕНИЯ ГЛАУКОМЫ И БЛИЗОРУКОСТИ | 1992 |
|
RU2068662C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| Способ волочения металла с применениемульТРАзВуКА | 1978 |
|
SU799853A1 |
| Способ волочения металла через две волоки с применением ультразвука | 1980 |
|
SU1002064A1 |

