V
S
Ж
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый круг | 1979 |
|
SU994239A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1998 |
|
RU2125930C1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2007 |
|
RU2345879C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Лепестковый полировальный круг | 1982 |
|
SU1024252A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |

«
сь
хх
I
0
Изобретение относится к инструментальному производству и касается конструкций лепестковых абразивных кругов.
Известны конструкции торцовых лепестк9вых абразивных кругов, содержащих корпус и рабочую поверхность, образованную радиально расположенными лепестками из шлифовальной шкурки 1.
Недостатком известного круга является то, что он не обладает необходимой работоспособностью из-за того, что плотность расположения лепестков в радиальном направлении мейяется.
Целью изобретения является повышение, работоспособности круга.
Поставленная цель достигается тем, что в торцовом лепестковом кру ге, содержащем корпус и рабочую поверхность, образованную радиально расположенными лепестками из шлифовальной шкурки, рабочая поверхность образована несколькими концентричными рядами лепестков, при этом количество лепестков в рядах пропорционально вну треннему радиусу ряда, а ширина лепестков в ряду пропорциональна внутреннему радиусу ряда.
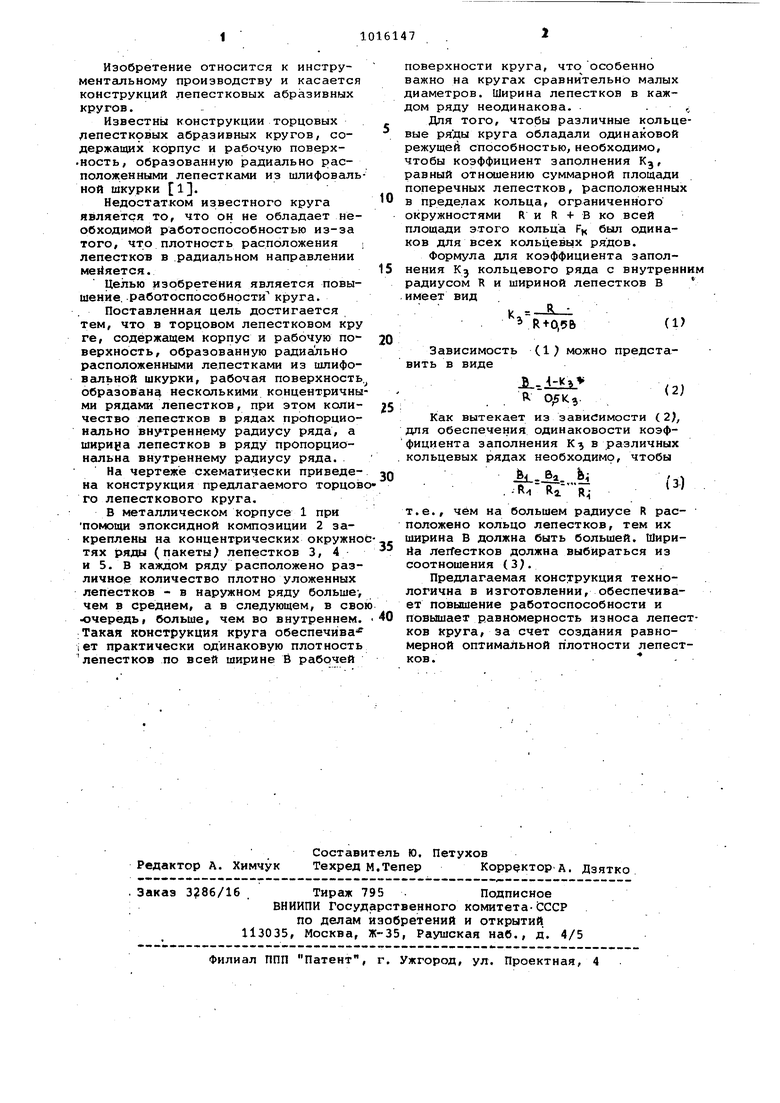
На чертеже схематически приведена конструкция предлагаемого торцовго лепесткового круга.
В металлическом корпусе 1 при помощи эпоксидной композиции 2 закреплены на концентрических окружнотях ряды (пакеты) лепестков 3, 4 и 5. В каждом ряду расположено различное количество плотно уложенных лепестков - в наружном ряду больше-, чем в среднем, а в следующем, в сво очередь, больше, чем во внутреннем. Такая конструкция круга обеспечива ;ет практически одинаковую плотность лепестков по всей ширине б рабочей
поверхности круга, что особенно важно на кругах сравнительно малых диаметров. Ширина лепестков в каждом ряду неодинакова. . ,,
Для того, чтобы различные кольцевые ряды круга обладали одинаковой режущей способностью, необходимо, чтобы коэффициент заполнения Kj, равный отношению суммарной площади поперечных лепестков, расположенных в пределах кольца, ограниченного окружностями R и R -(- В ко всей площади этого кольца Рц был одинаков для всех кольцевь1Х рядов.
Формула для коэффициента заполнения Kj кольцевого ряда с внутренни радиусом R и шириной лепестков В .имеет вид
К
(1) можно Зависимость вить в виде
(2)
Как вытекает из зависимости (2, для обеспечения одинаковости коэффициента заполнения К в различных кольцевых рядах необходимо, чтобы
ll.. Ja. fei
(3) .
т.е., чём на большем радиусе R расположено кольцо лепестков, тем их ширина В должна быть большей. Ширийа легГестков должна выбираться из соотношения (3).
Предлагаемая конструкция технологична в изготовлении, обеспечивает повышение работоспособности и повышает равномерность износа лепестков круга, за счет создания равномерной оптимальной плотности лепестков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гдалевич А.И и др | |||
| Полирование деТсшей лепестковыми .кругг ми | |||
| М., Машиностроение, 1980, с.63-66 | |||
