Изобретение относится к сидоизмерительной технике и может применяться для измерения параметров затяжки peabf бовых соенинений.
Известен способ экспериментального определения параметров затягиваемого резьбового соединения с помощью завинчивания и отвинчивания . Однако данный способ не позволяет опреае)1ять торсионный момент,запасенный при затяжке в стержне болтового соединения.
Наиболее близок к предлагаемому по технической сущности способ измерения параметров болтового соединения, вклюающий ЦИ1Ш затяжка - отвинчивание, состоящий из затяжки болтового соедиения с заданным моментом и последующим отви}1чиванием с замером момента . страпшатш f 2 .
Оцнако и этот способ не обеспечи- вет возможности определения в стержне болта остаточного торсйнного момена.
Цель изобретения - обеспечение возможности определения в стержне болта , осггаточного торсйнного момента с учатом мерта приложения момента затяжки.
Указанная цель достигается тем, что согласно способу измерения пара- метров болтового соединения, включающему дишт затяжка - отвинчивание состоящему-из затяжки болтового соединения, с заданным моментом и последующим отвинчиванием с замером момента страгивания,производят два цикла затяжка - отвинчивание,причем в первом Ш1кле затяжку и отвинчивание производят с одной стороны стержня болта,а во втором Цикле затяжку производят с этой же стороны стержня J болта, а отвинчивание с противополоясной, при этом остаточный торсионный момент определяют как разность моментов страгивания при отвинчивании во втором и первом циклах затяжка - отвинчивание.
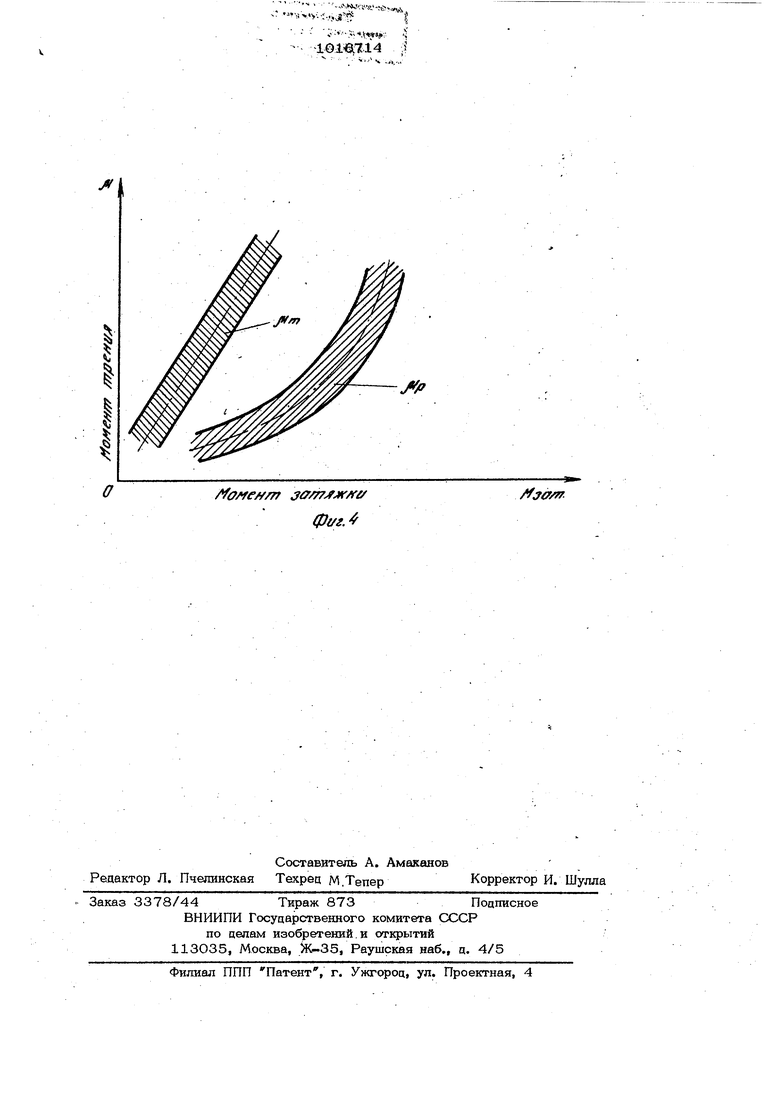
На фиг, 1 изображена механическая асть установки, с помощью которой может быть реализован данный способ; на фиг. 2 - блок-схема установки; на фиг. 3 - график зависимости моментов отвинчивания от усилия затяжки; на фиг. 4 - график зависимости коэффициентов трения на опорной поверхности п и в резьбе р, установленный с помощью обработки результатов измерений по предлагаемому способу.
Установка .для реализации способа содер кит болт 1, скрепляющий детали 2 4, гайку 5, подкладную сменную шайбу 6 со сменным стопорным элементом На стернше болта наклеены тензодатчи ки 8 и 9для измерения по прлумостово схеме нормальных напряжений (усилия затяжки), 10 и 11 для измерения касательных напряжений (момента трения в резьбе).,
Резьбовой стержень болта выполнен выступающим из гайки, а на его хвостсн вике 12 сделано второе гнездо под ключ 1.3, этот же ключ через переходник должен быть применен для затяжки болта за обычную головку 14.
Перед затяжкой сборка устанавлива- ется, например, в тисках 15.
Способ измерения параметров затяжки заключается в затяжкф болта на описанной установке и отвинчивании его с контролем измеряемых параметров.
При этом сначала производят затягивание за Головку 14с замером момента страгивания на отвинчивание ((a. тем затягивание за хвостовик 12( и отвинчивание также за хвостовик 12(отg5lПотом осуществляют повторное затягивание на головку (АЗСГТ) а отвинчивание за .хвостовик 12 ( и наоборот - завинчивание за .хвостовик () отвинчивание за головку 14 (Мотв.пэ). Остаточный торсионный момент ( дМ) в резьбовом стержне определяют по следующим соотнощениям:
рри завинчивании за головку 14
ДМ МСП-Е,.ХВ- Лотв год V а при завинчивании за хвостовик 12
ЛМа MpT-g MOTB ХВ . 2) Меняя место приложения, момента затяжки Mj(M(y, материал и конструкцию поокладной щайбы 6,тип стопорного элемента 7, материал гайки 5 и количество ее витков, а также в зависимости от количества циклов разборки-сборки (приработки) и наличия смазки записываются ф нкшш МОТР; В, МОТВГОА .гол pw.SarPBaT- и по ним с помощью зависимостей (1) и (2) определяют соответственно ukM и ,
Способ позволяет при исследовании резьбовых соединений определять остаточный торсионный момент, Фочное знание которого повыщает точность расчетов на несущую способность, а также точность выполнения нормируемого усилия затяжки.
4t/ffffffo f vyffc/fy f(ff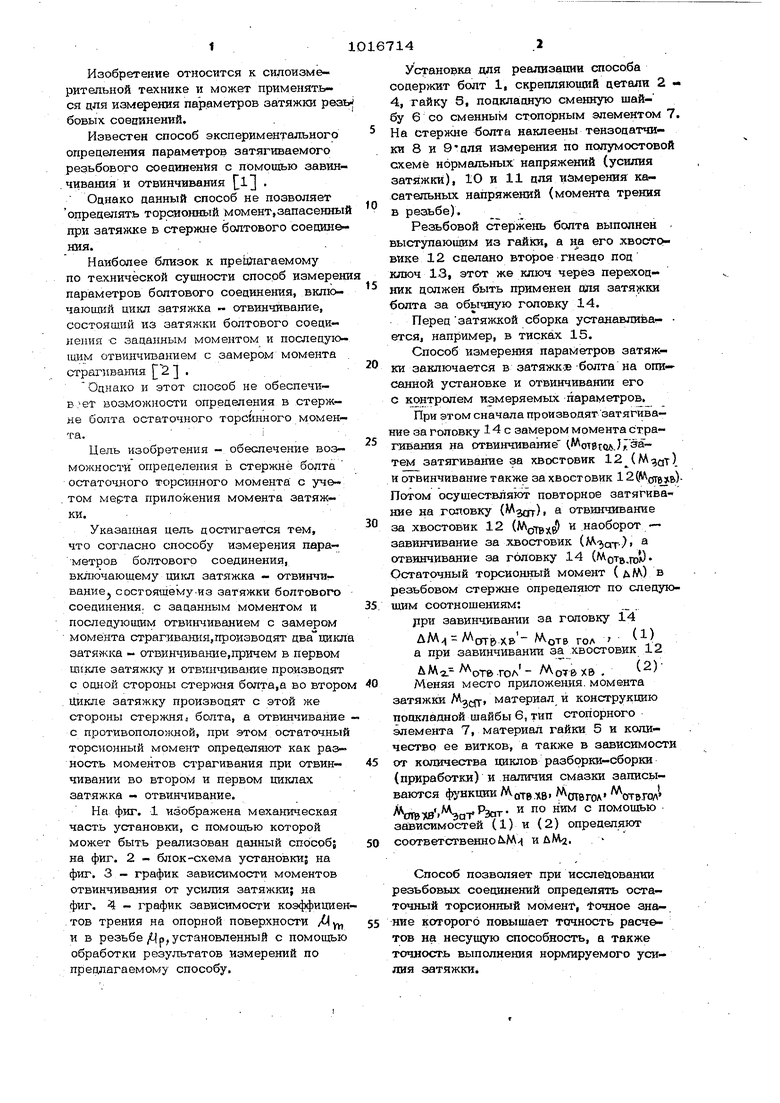

СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ БОЛТОВОГО СОЕДИНЕНИЯ, включающий 11Икл затяжка - отвинчивание, состоящий .из затяжки болтового соединения с заданным моментом и кг-Х-л -Л t с. последующим отвинчиванием с замером момента страгивбшия, о т л и ч а к. Ш-И и с я тем, что, с целью обеспеч&ния возможности определения в стержне, болта остаточного торсионного момента с учетом места приложения момента затяжки, производят два цикла затяжка - отвинчивание, причем в первом цикле затяжку и отвинчивание производят с одной CTopOHbi стержня болта, а во втором цикле затяжку производят с этой же стороны стержня болта, а отвинчивание - с противоположной , при этом остаточный тфсшон1 1й момент определяют как разность моментов страпшания при отвинчивании во втором и первом циклах затяж (Л ка - отвинчивание. с ШШ «к 
/ ff/r /yoe/7rff jf /Tfff jff cjre/ ff y /ffjye//y f
f Offffer uA 6/Jf /
TC Jff r7f 6//ff
cff /7ycf f fi/:/fe / f /i /y GC-ef&/ /fffz/ffff /
/7ff/ry/fffC/ ff ffJf J 7f/ JtffCjrf/f
A u j/ve/ff i /ffffm yf xwr a/ jfjifre//i i/ f
Фог.2
/ .,
- .«v:-r,,,jf
ids
. s 101«a7 14 ;
Ч ,a,..:
0
/ o fe/f/n jff/77Jfj e/ Фш.
jffi
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жуков В, Б | |||
| Затяжка реаьбовых соединений.-Вестник машиностроения, 1980, № 3,с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гепьфйнц М | |||
| Л | |||
| и др | |||
| Сборка резьбовых соепинёний | |||
| М«, Машиностроение, 1978,с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
