Изобретение относится к электроннолучевой сварке, в частности к способу фокурировки луча.
Из основного авт.св. fsfe 778971 известен способ электронно-лучевой сварки, по которому диаметр фокального пятна электронного луча поддерживают постоянным путем изменения степени его фокусировки регулированием тока в электромагнитной фокусирующей системе соответственно нужному положению фокального пятна луча и изменяют степень фокусировки скачкообразно в зависимости от положения фокального пятна на свариваемой детали.
Недостатком способа является невысокое качество сварного соединения из-за неточной фокусировки луча.
Целью изобретения является повышение качества сварного соединения путэм увеличения точности фокусировки луча.
Это достигается тем. что по способу электронно-лучевой сварки, по которому диаметр фокального пятна электронного луча поддерживают постоянным путем изменения степени его фокусировки регулированием тока в электромагнитной фокусирующей системе соответственно нужному положению фокального пятна луча и изменяют степень фокусировки скачкообразно в зависимости от положения фокального пятна на свариваемой детали, изменение степени фокусировки луча осуществляют путем из(Л менения амплитуды тока в электромагнитной фокусирующей системе обратно
с пропорционально средней величине диаметра луча на свариваемой детали.
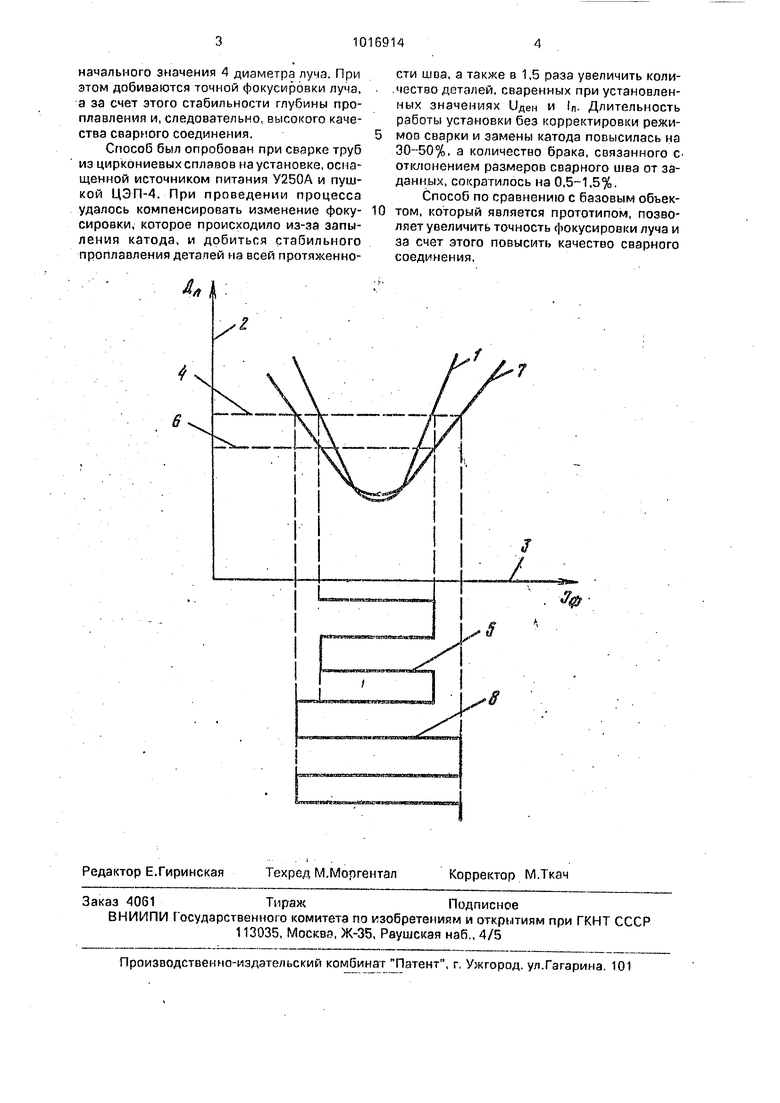
На чертеже изображена зависимость диаметра Ол электронного луча на поверхности обрабатываемого изделия от величимы тока 1ф в электромагнитной фокусирующей системе.
Используя кривую I зависимости Ол
о ю Г(1ф) диаметра 2 луча от величины тока 3 фокусирующей системы (линзы), устанавливают необходимое значение 4 диаметра луча за счет введения дополнительных скачкообразных изменений тока фокусирующей линзы с амплитудой 5. При отклонении в ходе сварки диаметра 2 луча от
hO установленного значения, например, до , значения 6 из-за изменения зависимости Ол f(iф), например, до положения 7 производят изменение амплитуды тока в электромагнитной фокусирующей системе обратно пропорционально диаметру луча до значения 8 таким образом, чтобы добиться перво
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1977 |
|
SU778971A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| Способ регулирования процесса электронно-лучевой сварки | 1983 |
|
SU1133781A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1984 |
|
SU1154815A1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ по авт.св. NJ 778971 .отличающийся тем, что, с целью повышения качества сварного соединения путем увеличения точности фокусировки луча, изменение степени фокусировки луча осуществляют путем изменения амплитуды тока в электромагнитной фокусирующей системе обратно пропорционально средней величине диаметра луча на свариваемой детали.
| Способ электронно-лучевой сварки | 1977 |
|
SU778971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
