Изобретение относится к технологии электронно-лучевой сварки.
Целью изобретения является повышение точности путем высокой воспроизводимости геометрии проплавления.
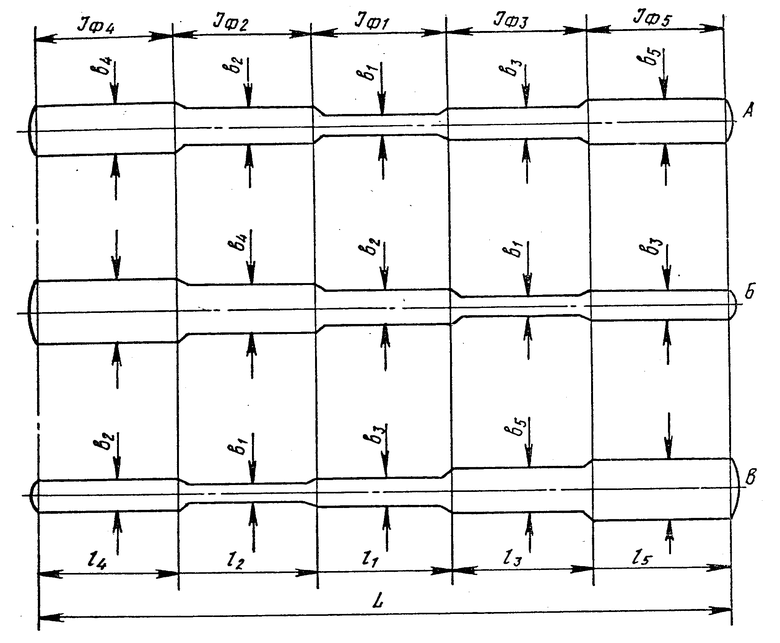
На чертеже приведена схема контроля ширины наружной поверхности швов при отклонении в работе системы генерации электронного луча.
При осуществлении контроля процесса электронно-лучевой сварки по ширине проплавления, при котором осуществляют несквозное проплавление контрольного образца сфокусированным линзой лучом и характер этого проплавления сравнивают с характером проплавления базового образца, проплавление базового образца осуществляют недофокусированным лучом не менее, чем на двух участках, при этом фокус луча располагают симметрично относительно фокуса луча при проплавлении образца сфокусированным лучом путем равномерного изменения тока фокусирующей линзы в диапазоне 0,4-1,0% тока сфокусированного луча, проплавление контрольного образца осуществляют при тех же значениях тока фокусирующей линзы, а ширину проплавления регулируют до необходимого значения изменением тока фокусирующей линзы.
При экспериментальном исследовании точности контроля были выполнены проплавления базового образца с пятью контрольными участками с изменением тока фокусирующей линзы 0,2; 0,4; 0,6; 0,8; 1,0 и 1,2% от оптимального значения.
При изменении тока линзы, равном 0,2%соизмеримом с точностью задающих и контролирующих устройств, не обеспечивается получение проплавления со стабильными размерами контролируемых участков шва. Наибольшая точность контроля была обеспечена при выполнении проплавления на базовом контрольном образце изменением тока фокусирующей линзы 0,4% При пяти контрольных участках ширина интервала отклонения положения фокальной плоскости составила 1,6%
С увеличением процента изменения тока линзы ширина проплавления увеличивается, однако точность контроля снижается. При изменении тока фокусировки ΔIфок= 1,2% степень точности контроля положения фокальной плоскости становится недостаточной для обеспечения воспроизводимости режимов сварки.
Так, при контроле с ΔIфок= (0,4..0,6%) все сварные швы отвечали требованиям технических условий к соединениям. При контроле с изменением тока линзы, равным 0,8-1,0% один процент сварных швов требовал доработки. С увеличением ΔIфок до 1,2% дорабатывалось примерно 10% швов.
Сравнение соответствующих участков контрольного и базового проплавлений указывает не только конкретное направление регулирования тока фокусирующей линзы в сторону увеличения или уменьшения, но и позволяет определить скорректированные значения регулируемого параметра, обеспечивающие компенсацию появившихся отклонений в работе генерирующей системы.
Способ контроля процесса электроннолучевой сварки характеризуется высокой точностью 0,4-0,5% при оценке работоспособности генерирующих систем, незначительной трудоемкостью при определении необходимой коррекции тока фокусировки в целях компенсации возникающих отклонений в работе систем, генерирующих электронный луч, обеспечивает высокую воспроизводимость геометрии проплавления при эксплуатации энергоблоков.
Пример.
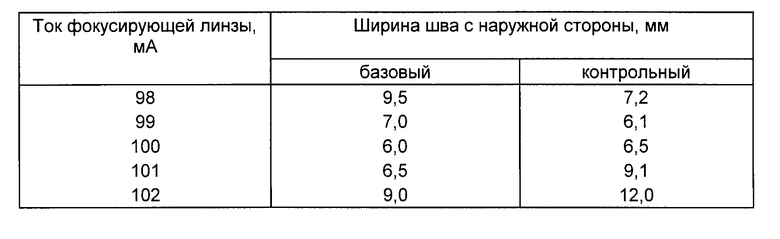
Способ был реализован при электронно-лучевой сварке деталей и узлов из титанового сплава ВТ-6ч на установке ЭЛУ-24х8, укомплектованной энергоблоком У905М и пушкой ПЛ-100. На образце из материала ВТ6-Ч выполняли проплавления без сквозного провара. Режим проплавления: ускоряющее напряжение 60 кВ, ток сварки 100 мА, скорость сварки 18 м/ч, рабочее расстояние 200 мм.
Проплавления производили на пяти значениях тока фокусирующей линзы. Токи фокусировки и соответствующие им значения ширины проплавляемых участков, принятых за базовые, приведены в таблице.
Длина каждого участка с постоянным значением тока фокусировки составляла 50 мм.
Сравнение соответствующих участков, полученных при контрольном проплавлении /см. таблицу/, показало их различие по ширине с базовым проплавление. Анализ направления и величины смещения размеров контрольного валика по отношению к базовому позволил сделать заключение о смещении положения фокальной плоскости в сторону уменьшения расстояния от главной плоскости электромагнитной линзы до минимального сечения луча на 1% по току фокусировки. Для компенсации положения фокальной плоскости ток фокусировки был уменьшен на 1 мА (1%).
Проверку воспроизводимости режимов проводили перед началом сварки при каждой новой загрузке камеры установки, а также после смены катода (таблеток), ремонта пушки и источника питания.
Предлагаемый способ позволяет повысить точность контроля процесса электронно-лучевой сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1985 |
|
SU1268347A1 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| Способ регулирования процесса электронно-лучевой сварки | 1983 |
|
SU1133781A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
1. Способ контроля процесса электронно-лучевой сварки по ширине проплавления, при котором осуществляют несквозное проплавление контрольного образца сфокусированным линзой лучом и характер этого проплавления сравнивают с характером проплавления базового образца, отличающийся тем, что, с целью повышения точности, проплавление базового образца осуществляют недофокусированным лучом не менее чем на двух участках с его перефокусировкой также не менее чем на двух участках, при этом фокус луча располагают симметрично относительно фокуса луча при проплавлении образца сфокусированным лучом путем равномерного изменения тока фокусирующей линзы в диапазоне 0,4 - 1,0% тока сфокусированного луча, проплавление контрольного образца осуществляют при тех же значениях тока фокусирующей линзы, а ширину проплавления регулируют до необходимого значения изменением тока фокусирующей линзы.
2. Способ по п.1, отличающийся тем, что при проплавлении недофокусированным лучом ток фокусирующей линзы изменяют прямо пропорционально изменению ширины проплавления, а при проплавлении перефокусированным лучом - обратно пропорционально ширине проплавления.
| Способ электронно-лучевой сварки | 1977 |
|
SU778971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шиллер З | |||
| и др | |||
| Электронно-лучевая технология | |||
| - М.: Энергия, 1980, с | |||
| Букса для железнодорожного подвижного состава | 1922 |
|
SU329A1 |
