Изобретение относится к технологии электроннолучевой сварки.
Известен способ регулирования процесса электронно-лучевой сварки, при котором постоянную глубину проплавления поддерживают изменением тока фокусировки, добиваясь минимального значения излучения плазменного факела из зоны обработки при установившемся режиме процесса.
Недостатком способа является невысокая точность из-за чувствительности к запылению датчика парами металла и помехам от общего теплового излучения.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ регулирования процесса электронно-лучевой сварки, при котором глубину проплавления поддерживают постоянной по минимальной мощности излучения плазменного факела из зоны сварки при установившемся режиме процесса.
Недостатком способа является невысокая точность регулирования глубины проплавления при электронно-лучевой сварке. Целью изобретения является повышение точности при расположении фокуса электронного луча на половине требуемой глубины проплавления.
Поставленная цель достигается тем, что в способе регулирования процесса электронно-лучевой сварки, при котором глубину проплавления поддерживают постоянной по минимальной мощности излучения плазменного факела из зоны сварки при установившемся режиме процесса. Минимальное значение мощности излучения плазменного факела обеспечивают, устанавливая нулевое значение производной мощности излучения плазменного факела путем регулирования тока электронного луча с одновременным наложением вобуляции на ток фокусировки луча с частотой 60-250 Гц и амплитудой, равной 0,3-5% амплитуды тока фокусировки.
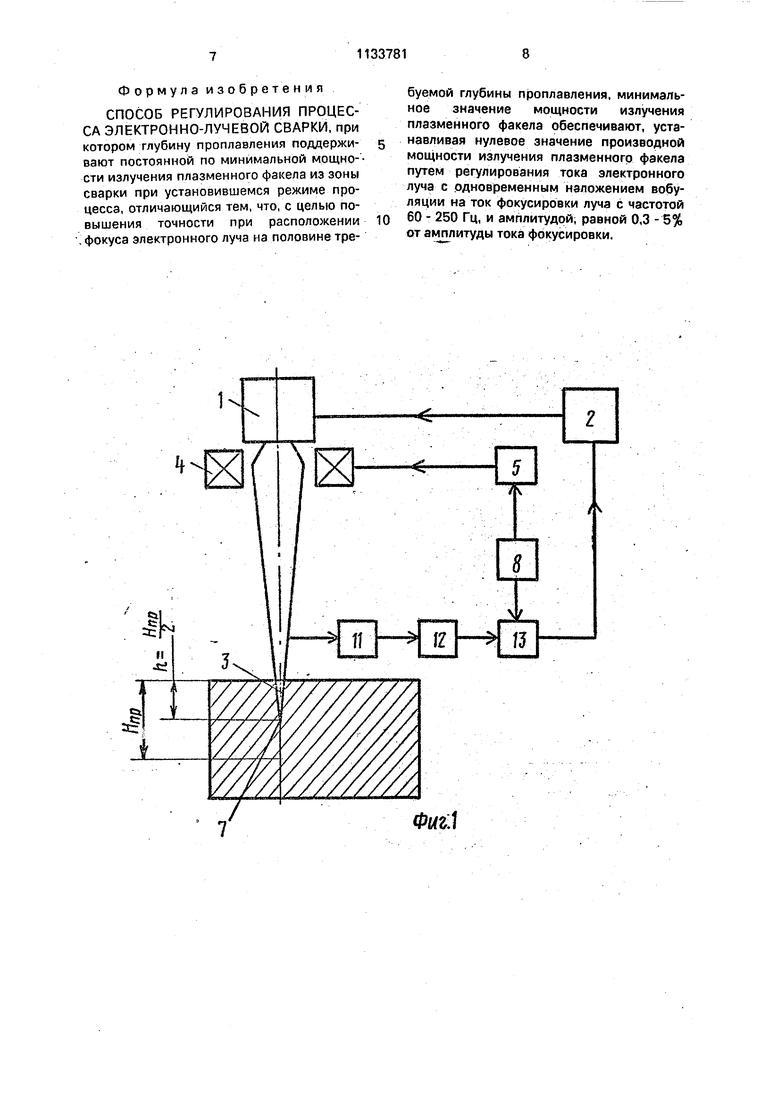
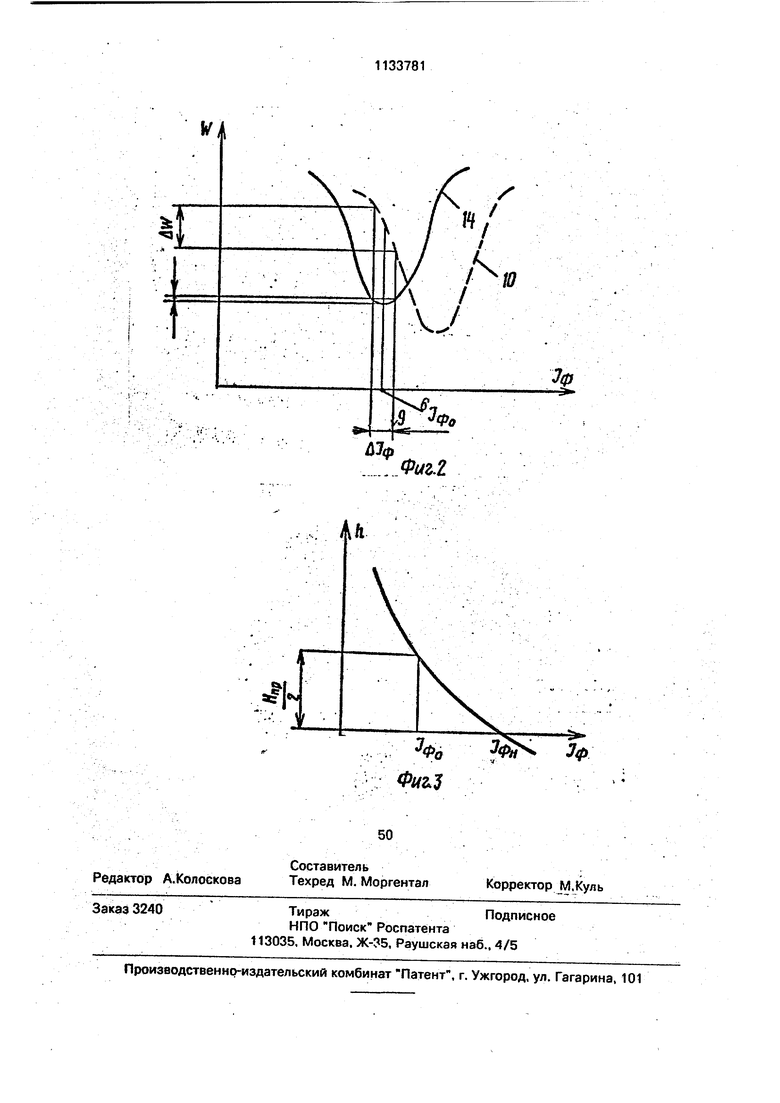
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - зависимость изменения мощности излучения плазменного факела из зоны сварки от тока фокусировки при различных значениях тока электронного луча; на фиг. 3- зависимость положения фокуса от тока фокусировки. С помощью электронной Пушки 1, питаемой от источника 2 тока, получают луч и направляют его в зону 3 сварки (фиг. 1), Изменяя ток в фокусирующей катушке 4с помощью источника 5 тока фокусировки до значения 6 {фиг. 2), устанавливают фокус 7 луча на половине требуемой глубины проплавления Нпр, для
чего используют экспериментальную зависимость, связывающую положения фокуса 7 с током фокусирующей катушки 4 (фиг. 3), С помощью генератора 8 вобуляции на ток
фокусировки накладывают вобуляцию с амплитудой 9. При этом в соответствии с зависимостью 10 возникают колебания мощности излучения плазменного факела из зоны 3 сварки величиной AW. Выделяя с
помощью фотоэлектрического датчика 11 и селективного усилителя 12 колебания мощности, определяют знак производной мощности излучения плазменного факела по d W
току фокусировки . С ПОМОЩЬЮ СИНХронного детектора 13 и направляют соответствующий сигнал в источник 2 тока луча для изменения величины тока луча до получения нулевого значения производной
dW
мощности излучения . . по току фоку0 1ф,
сировки 1ф в соответствии с криврй 14 (фиг. 2). При этом глубина проплавления достигает величинь Нпр и ее постоянно поддерживают на этом уровне
Частоту вобуляции выбираюТ не менее 60 Гц, чтобы исключить помехи, связанные с собственными колебаниями сварочной ванны. При использовании частоты более
250 Гц возникает значительный сдвиг по фазе между вобуляциями тока фокусировки и колебаниями мощности плазменного факела, что не позволяет определить знак производной.
Минимальную амплитуду вобуляции, накладываемую на ток фокусировки, выбирают не менее 0,3% амплитуды тока фокусировки, чтобы надежно выделять изменения мощности плазменного факела на фоне помех. Увеличение амплитуды вобуляции свыше 5% амплитуды тока фокусировки, приводит к снижёни(р концентрации плотности мощности в луче и к невозможности получения кинжального проплавления.
Таким образом, за счет исключения помех и стабильного выделения величины изменения излучения плазменного факела удается точно определить знак производной и ее нулевое значение, а следовательно,
обеспечить точную регулировку энергии, вводимой в изделие при электронно-лучевой сварке.
П р и м е р. Способ был опробован на электронно-лучевой установке СА-424,
укомплектованной электронно-лучевой пушкой с прямонакальным танталовым катодом и экстремальным регулятором тока фокусировки СА-424.02.12. Регулирование тока луча осуществляли за счет изменения
тока накала, что обеспечивало стабильное положение фокуса луча в пространстве при постоянном токе фокусирующей линзы. ВеdW
личину знака производной
определяли с помощью экстремального регулятора СА-424.02.12, который обеспечивал наложение вобуляции на ток фокусировки с амплитудой 0,3% от действующего значения тока фокусировки. Сварку проводили на образцах из АД1 и 12X18H10T,бeзcквoзнoгoпpoплaвlлeния. ТоКфокусировки устанавливали БВОмА. что обеспечивало заглубление фокуса.на 9 мм, после этого включали сварочный луч Притоке 70 мА и постепенно увеличивали до тех пор, пока не обеспечивали нулевое
d W значение производной .. . При сварке
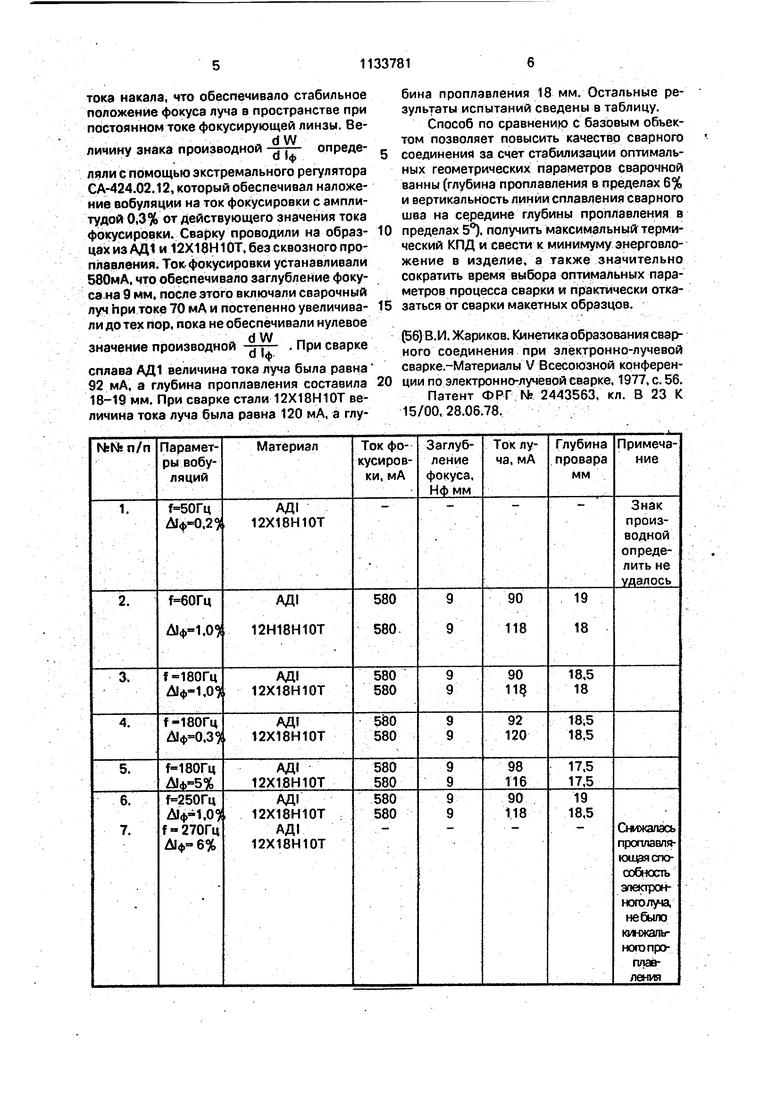
сплава АД1 величина тока луча была равна 92 мА, а глубина проплавления составила 18-19 мм. При сварке стали 12X18Н ЮТ величина тока луча была равна 120 мА, а глубина проплавления 18 мм. Остальные результаты испытаний сведены в таблицу.
Способ по сравнени.ю С базовым объектом позволяет повысить качество сварного
соединения за счет стабилизации оптимальных геометрических параметров сварочной ванны (глубина проплавлений в пределах 6% и вертикальность линии сплавления сварного шва на середине глубины проплавления в
пределах 5). получить максимальный термический КПД и свести к минимуму энерговложение в изделие, а также значительно сократить время выбора оптимальных параметров процесса сварки и практически отказаться от сварки макетных образцов.
6) В.И. Жариков. Кинетика образования сварного соединения при электронно-лучевой сварке.-Материалы V Всесоюзной конференции по электронно-лучевой сварке, 1977, с. 56. Патент ФРГ № 2443563. кл. В 23 К 15/00.28.06.78.
Формула изобретения
СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ, при котором глубину проплавления поддерживают постоянной по минимальной мощно-сти излучения плазменного факела из зоны сварки при установившемся режиме процесса, отличающийся тем, что, с целью повышения точности при расположении , фокуса электронного луча на половине требуемой глубины проплавления, минимальное значение мощности излучения плазменного факела обеспечивают, устанавливая нулевое значение производной мощности излучения плазменногр факела путем регулирования тока электронного луча с одновременным наложением вобуляции на ток фокусировки луча с частотой 60 - 250 Гц, и амплитудой; равной 0,3 - 5% от амплитуды тока фокусировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ МЕТАЛЛА | 2002 |
|
RU2247638C2 |
| Способ регулирования процесса электродуговой сварки | 1978 |
|
SU791478A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛА | 2019 |
|
RU2721244C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
v
X
.2
