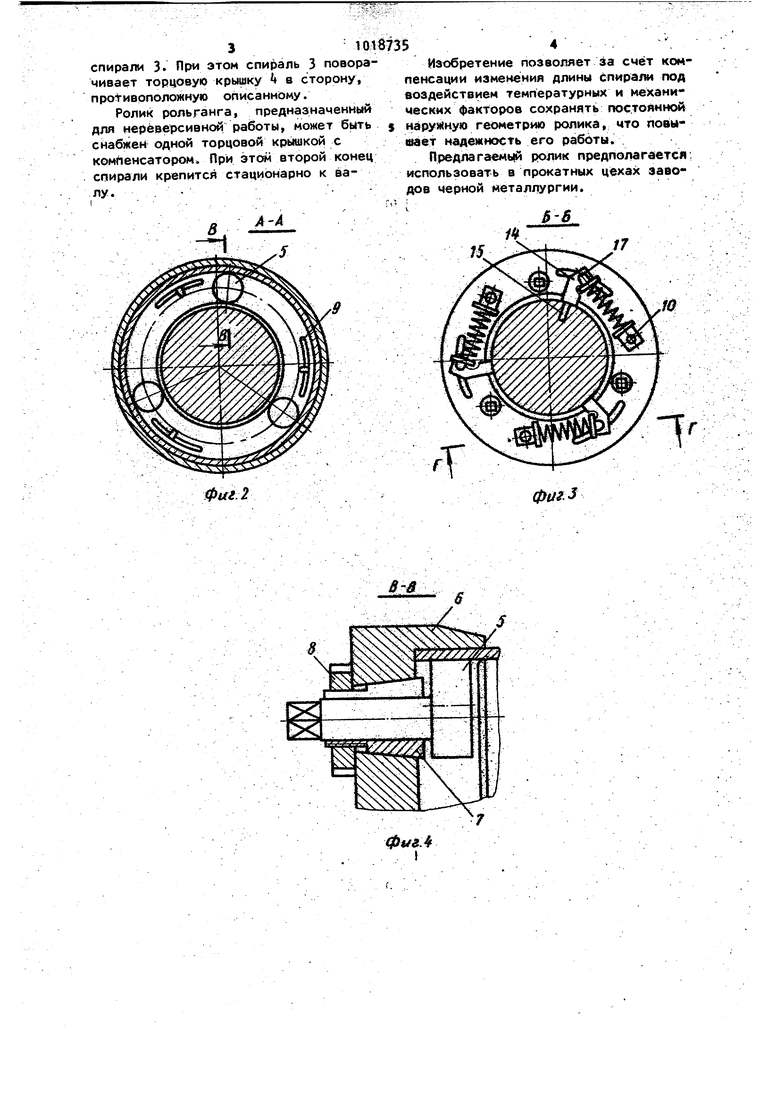
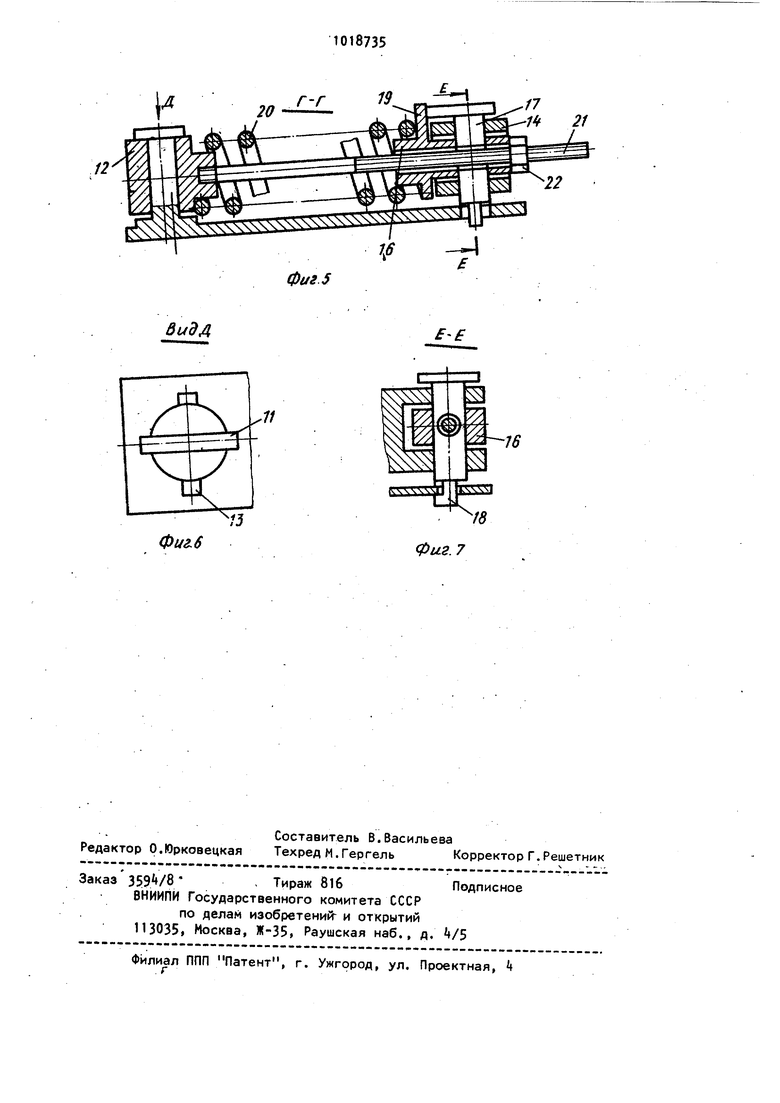
Изобретение относится к прокатном производству, в частности, к устройствам для транспортирования горячекатаного листового проката. Наиболее близким к изобретению яв ляется ролик прокатного стака, включающий вал и бочку с навитой на нее полосой в виде спирали, средства фик сации краев полосы относительно боч ки ГОНедостатком известного ролика является то, что при транспортировании горячего проката за счет изменения температуры, а следовательно, длины и упругих свойств спирали, будет нарушаться геометрия наружной поверхности ролика, что приведет к изменению скорости транспортирования проката, а значит к нарушению технологического режима транспортйрования, т.е. к уменьшению надёжности работы ролика. Изменение длины спирали происходит при воздействии на нее механических факторов например раскатки. Это также скажется на нарушении геометрии наружной поверхности ролика. Кроме того, укладка спирали в канавки йвляется довольно сложным процессом, что повышает трудоемкость ре монта роликов. Целью изобретения является повыше j ние надежности работы |золика и уменьшение трудоемкости при его ремонте. Указанная достигается тем, что в ролике рольганга, прокатного стана,вКлючающем вал и бочку с навитой на нее полосой в спирали, средства фиксации краев полосы относительно бочки, последние снабжены торцовыми крышками, установленными на вдлу с возмсикностью поворота и подпружиненными относительно бочки ролика, взаимодействующими с концами полосы, расположенными консольно относительно бочки ролика. Спирал может изготавливаться из разлИчнь1х материалов в зависимости от условий иматериала транспортируемых изделий, что расширяет технологические возможности ролика. Использование спирали из пластмасс и резины значительно уменьшает время ремонта ролика, так как в традиционных случаях используется дорогостоящий и длительный процесс футеровки. на фиг.1 изображен ролик, вид общий; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.i - разрез В-В на фиг.2; на фиг.5 разрез на фиг.3; на фиг.6 - вид Д на фиг.5 на фиг.7 разрез Е-Е на фиг.5. Ролик рольганга состоит из вала 1, бочки наружной поверхности которой навита металлическая полоса в виде спирали 3. На торцы спирали 3 насажены торцовые крышки с отверстиями под вал 1. На их боковой поверхности установлены эксцентрики 5 для прижима концов спирали 3 к ободу 6 торцовой крышки 4. С помощью разрезной втулки 7 и гайки 8 осуществляется фиксация эксцентрика 5. Кроме того. На боковой поверхности торцовой крышки k выполнены прорези . Эй размещены пальцы 10 с Т-образныни головками 11. На пальце 1П смонтирована серьга 12, в которой выполнены шпоночные пазы 13. Вилки 1 установлены в отверстиях 15 вала 1 и соединены с проушиной 16 и между собой осью 17 с Г-образными хвостовиком 18, причем проушина ,1б имеет кольцевой выступ 19, а головка оси 17 - лыску. Между серьгой 12 и проушиной 16 размещена пружина 10. Для монтажа пружины 20 в серьгу 12 ввернута шпилька 21 через отверстия а проушине 16 и оси 17. Шпилька 21 снабжена гайкой 22. Шпилька 21 и гайка 22 после монтажа пружины демонтируются. В процессе работы ролика при воздействии температурных факторов может происходить увеличение при сокращении длины металлической полосы спирали 3. Явление увеличения длины металлической полосы спирали 3 может происходить, под воздействием механических факторов, например раскатки, пластического удлинения и других. При удлинении мetaлличecкoй полосы полосы спирали 3 пружина 20, опираясь на вал 1 через проушину 16, ось 17 и билку Т, установленную в отверстии 15, вращает в сторону закручивания спирали 3 через серьгу 12 и палец 10 тордовую крышку Ц, соединенную эксцентриками 5; со спиралью 3. При сокращении металлическойполосы спирали 3 происходит сжатие пружин 20 под воздействием внутренних сил 3 iar спирали 3. При этом спираль 3 поворачивает торцовую крышку k в сторону, противоположную описанному. Ролик рольганга, предназначенный для нереверсивной работы, может быть снабжен одной торцовой крышкой с компенсатором. При этой второй конец спирали крепится стационарно к валу. 5 Изобретение позволяет за счёт компенсации изменения длины спирали под воздействием температурных и механических факторов сохранять постоянной нэруя«ную геометрию ролика, что повышает надежность его работы. Предлагаемый ролик предполагается; использовать в прокатных цехах заводов черной металлургии.
f-
/JL
фиг 2
фаг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК РОЛЬГАНГА ПРЕИМУЩЕСТВЕННО СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2291006C1 |
| УПОР ДЛЯ ОСТАНОВКИ ПАКЕТА ЛИСТОВ НА РОЛЬГАНГЕ | 1989 |
|
RU2019327C1 |
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| Составной ролик рольганга | 1978 |
|
SU741972A1 |
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| Холодильник для проката | 1978 |
|
SU740327A1 |
| КОЛЕСНЫЙ РОЛЬГАНГ | 1997 |
|
RU2155111C2 |
| Ролик рольганга | 1986 |
|
SU1411226A1 |
| РОЛИК РОЛЬГАНГА ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОКАТАННОГО МЕТАЛЛА | 1969 |
|
SU233602A1 |
| Ролик отводящего рольганга | 1987 |
|
SU1488053A1 |

видЛ
-
-16
Фиг.6
фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок для прокатки металла | 1977 |
|
SU650681A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
