Изобретение относится к области черной металлургии, точнее к оборудованию сортовых прокатных станов.
Известен реечный холодильник для сортового проката, содержащий систему подвижных и неподвижных перекладывающих реек и рольганг для подравнивания (торцовки) прокатанных полос на упоре. Чередующиеся электромагнитные приводные и холостые опорные ролики рольганга подравнивающего установлены между рейками в одну линию параллельно подводящему рольгангу холодильника /1/.
Наиболее близким по технической сущности, прототипом, является реечный холодильник для проката, включающий систему подвижных и неподвижных зубчатых реек, многоручьевой рольганг подравнивающий с чередующимися приводными и холостыми опорными роликами, бочки которых установлены несколько выше уровня зубчатых реек, тормозные электромагниты, установленные между роликами под каждым ручьем в начале рольганга, и датчики контроля положения передних концов прокатанных полос, установленные в конце каждого ручья рольганга, причем датчики электрически связаны с тормозными электромагнитами /2/.
К недостаткам прототипа следует отнести:
- использование в конструкции рольганга подравнивающего холодильника приводных роликов со стальной или чугунной бочкой обеспечивает ограниченное ускорение разгона полос при торцовке (ускорение зависит от величины коэффициента трения пары прокат-вращающаяся бочка ролика, который не превышает в данном случае 0,15-0,2). Малые значения коэффициента трения обуславливают необходимость использования в рольгангах подравнивающих большого количества приводных роликов (например, рольганг подравнивающий мелкосортного стана при длине реечного холодильника 125 м включает 30-40 постоянно вращающихся приводных роликов);
- в связи с тем, что приводные ролики подравнивающего рольганга данной конструкции постоянно вращаются, а транспортируемые прокатанные полосы по достижении датчиков контроля положения передних концов фиксировано останавливаются посредством тормозных электромагнитов имеет место интенсивного износа бочки роликов.
Целью изобретения является: интенсификация процесса транспортирования-торцовки рольгангом подравнивающим за счет электромагнитного увеличения сил трения между бочкой роликов и прокатом; снижение металло- и энергоемкости рольганга подравнивающего за счет сокращения количества приводных роликов; увеличение долговечности приводных роликов за счет уменьшения износа бочек.
Поставленные цели в заявляемом техническом решении достигаются за счет того, что:
- бочки приводных роликов выполнены биконическими, одноручьевыми или многоручьевыми и составлены из двух или нескольких ферромагнитных дисков, посаженных с зазором на немагнитный вал и разделенных немагнитным распорным кольцом. Под ферромагнитными дисками стационарно установлены двухполюсные электромагниты, разноименные полюсы N и S которых подведены с зазором к их наружным торцевым поверхностям. Такое сочленение полюсов стационарного электромагнита и вращающихся ферромагнитных дисков позволяет создать в зазоре между ними регулируемое магнитное поле. При воздействии магнитного поля на прокат, уложенный на вращающиеся ферромагнитные диски, достигается интенсификация усилия его транспортирования (нормальная сила и коэффициент трения за счет магнитного поля увеличиваются в несколько раз;
- бочки холостых опорных роликов установлены стационарно выше уровня реек холодильника, а приводные, постоянно вращающиеся, биконические ролики установлены между холостыми ниже их уровня, но не ниже уровня реек. Разность в уровнях соседних приводных и холостых роликов и расстояния между ними устанавливаются из расчета возможности осуществить упругий прогиб части прокатанной полосы, находящейся между холостыми роликами за счет сил магнитного притяжения. При транспортировании прокатанная полоса посредством стационарного электромагнита с изгибом прижата к приводным роликам, а по достижении передним концом датчика автоматически отключается стационарный электромагнит, полоса упруго выпрямляется и выходит из контакта с вращающимися бочками приводных роликов, исключая их износ.
На фиг.1. Реечный холодильник для мелкосортного проката, общий вид.
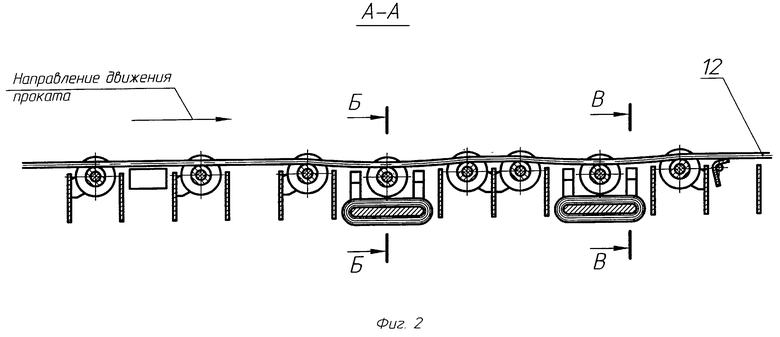
На фиг.2. Разрез А-А на фиг.1.
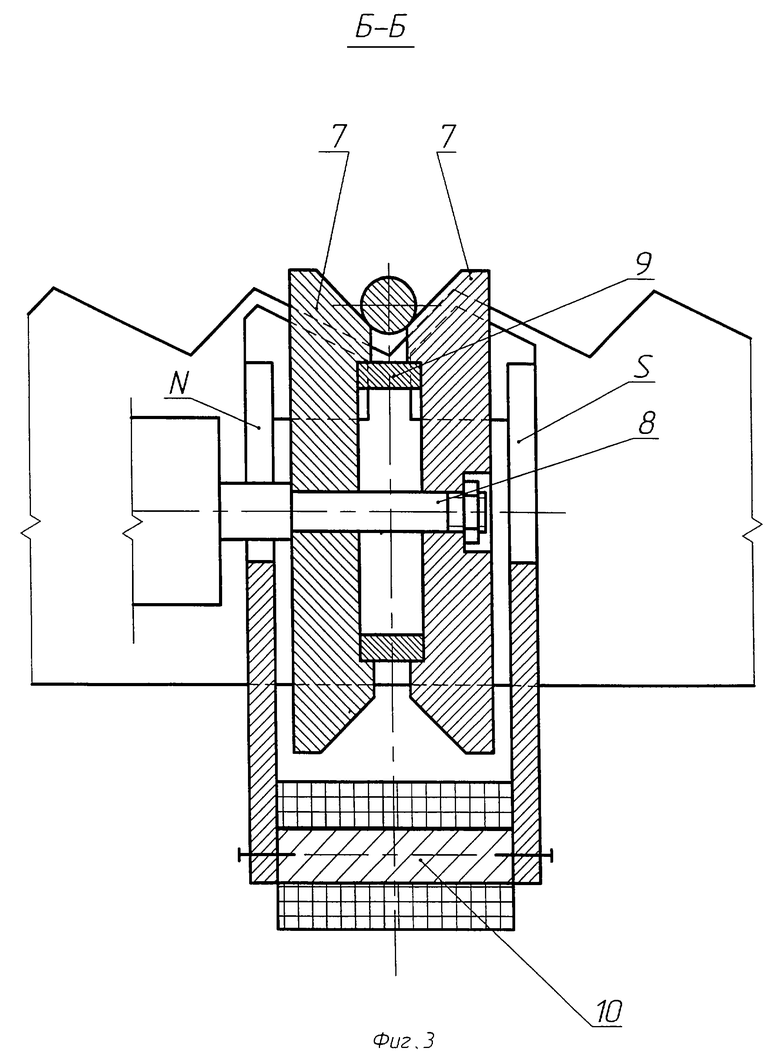
На фиг.3. Разрез Б-Б на фиг.2
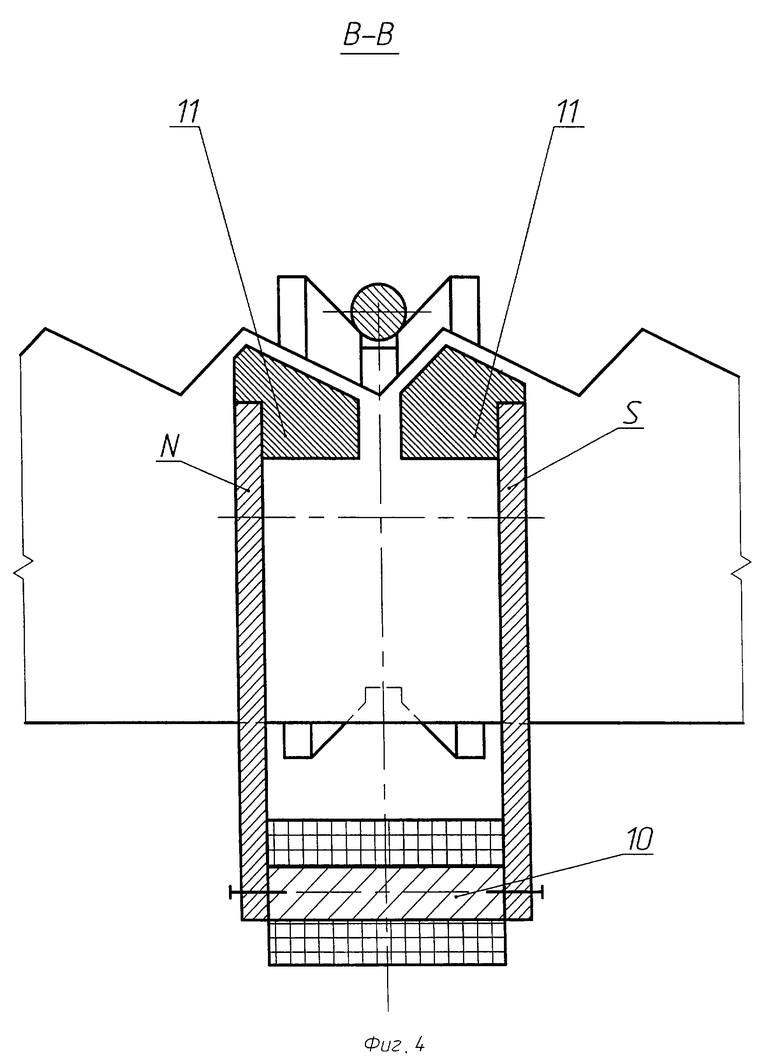
На фиг.4. Разрез В-В на фиг.2.
Реечный холодильник для мелкосортного проката состоит из системы подвижных 1 и неподвижных 2 перекладывающих зубчатых реек и рольганга подравнивающего, составленного из чередующихся, постоянно вращающихся приводных 3 и стационарных холостых опорных 4 роликов, установленных в одну линию между рейками. Бочки роликов 3 и 4 установлены выше уровня реек 1 и 2 и выполнены биконическими одно- или многоручьевыми, причем приводные ролики 3 установлены ниже холостых, но не ниже уровня реек 1 и 2. Между роликами 3 и 4 рольганга подравнивающего в начале холодильника в линии каждого ручья под прокатом установлены тормозные электромагниты 5, а в его конце - датчики контроля положения передних концов проката 6.
Каждый ручей биконической бочки приводных роликов 3 составлен из двух ферромагнитных конических дисков 7, насаженных на немагнитный вал 8 и разделенных между собой немагнитной вставкой 9.
Под ферромагнитными дисками 7 установлен двухполюсный стационарный электромагнит 10. Разноименные полюсы N и S стационарного электромагнита 10 выполнены плоскими и установлены параллельно наружным торцевым поверхностям дисков 7. На внутренней поверхности полюсов N и S симметрично до и за дисками 7 друг против друга закреплены полюсные наконечники 11. Разноименные полюсные наконечники 11 образуют под прокатом щель, ориентированную вдоль его оси.
Холодильник работает следующим образом.
Прокатанные полосы 12 посредством подвижных реек 1 перекладываются от подводящего к отводящему рольгангу холодильника, при этом охлаждаются и приобретают ферромагнитные свойства. В процессе перекладывания прокатанные полосы 12 поштучно укладываются на постоянно вращающиеся приводные биконические ролики 3 и холостые опорные ролики 4 рольганга подравнивающего.
Для обеспечения интенсивного транспортирования (за счет увеличения нормальных контактных сил и коэффициента трения между прокатанной полосой 12 и бочкой приводных роликов 3) включают двухполюсный стационарный электромагнит 10. Магнитное поле, образованное между полюсами N и S стационарного электромагнита 10, через ферромагнитные конические диски вращающегося ролика 3 и полюсные наконечники 11 воздействует на уложенную на них полосу 12, обеспечивая ее упругий прогиб в промежутке между соседними холостыми опорными роликами 4, прижатие к бочке и, следовательно, принудительное транспортирование в направлении датчика 6. В связи с тем, что полюсные наконечники 11 расположены относительно приводного ролика 3 симметрично с двух сторон и ниже его уровня, полоса 12 к ним притягивается, но не входит в контакт.
По достижении передним концом полосы 12 датчика 6 автоматически последовательно включаются тормозные электромагниты 5 и отключаются стационарные двухполюсные электромагниты 10. Посредством тормозных электромагнитов 5 полоса 12 фиксированно останавливается в заданном месте, а при отключении двухполюсных электромагнитов 10 она упруго выравнивается, принимает прямолинейную форму и выходит из контакта с бочкой вращающихся приводных роликов 3, т.е. процесс транспортирования-торцовки заканчивается.
Отторцованная полоса 12 при очередном прикладывании подвижными рейками 1 снимается с рольганга, а очередная укладывается на него и процесс торцовки повторяется.
Источники информации
1. Авторское свидетельство СССР 740327, кл. В 21 В, 43/02. Холодильник для проката, 1978 г.
2. Декларационный патент Украины 38371 А, кл. В 21 В, 43/02. Реечный холодильник для проката, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодильник для проката | 1978 |
|
SU740327A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Устройство для транспортирования ферромагнитного проката | 1987 |
|
SU1477494A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО АРМАТУРНОГО ПРОКАТА ПЕРЕД ХОЛОДИЛЬНИКОМ | 2012 |
|
RU2516324C2 |
Изобретение относится к черной металлургии, точнее к оборудованию сортовых прокатных станов. Реечный холодильник для мелкосортного проката включает систему подвижных и неподвижных перекладывающих зубчатых реек, рольганг подравнивающий, составленный из чередующихся приводных и холостых биконических роликов, установленных между рейками выше их уровня, тормозные электромагниты, установленные под прокатом в начале рольганга подравнивающего, и датчик контроля положения переднего конца проката, установленный в его конце, при этом биконические бочки приводных роликов рольганга подравнивающего установлены ниже уровня бочек холостых роликов, но не ниже уровня зубчатых реек и составлены из двух ферромагнитных конических дисков, насаженных на немагнитный вал, а под ними установлены стационарные двухполюсные электромагниты, разноименные полюсы N и S которых выполнены плоскими, размещены с зазором снаружи параллельно торцевым поверхностям дисков и каждый из них снабжен на внутренней стороне до и за роликом симметрично расположенными друг против друга двумя полюсными наконечниками. Изобретение обеспечивает интенсификацию процесса транспортирования-торцовки рольгангом подравнивающим за счет электромагнитного увеличения сил трения между бочкой роликов и прокатом, снижение металло- и энергоемкости рольганга подравнивающего за счет сокращения количества приводных роликов, увеличение долговечности приводных роликов за счет уменьшения износа бочек. 4 ил.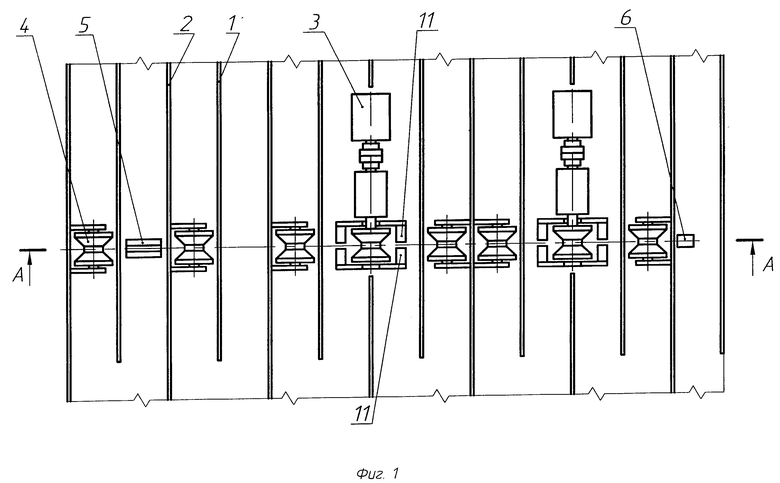
Реечный холодильник для мелкосортного проката, включающий систему подвижных и неподвижных перекладывающих зубчатых реек, рольганг подравнивающий, составленный из чередующихся приводных и холостых биконических роликов, установленных между рейками выше их уровня, тормозные электромагниты, установленные под прокатом в начале рольганга подравнивающего, и датчик контроля положения переднего конца проката, установленный в его конце, отличающийся тем, что биконические бочки приводных роликов рольганга подравнивающего установлены ниже уровня бочек холостых роликов, но не ниже уровня зубчатых реек и составлены из двух ферромагнитных конических дисков, насаженных на немагнитный вал, а под ними установлены стационарные двухполюсные электромагниты, разноименные полюсы N и S которых выполнены плоскими, размещены с зазором снаружи параллельно торцевым поверхностям дисков и каждый из них снабжен на внутренней стороне до и за роликом симметрично расположенными друг против друга двумя полюсными наконечниками.
| КОМБИНИРОВАННАЯ МАШИНА ДЛЯ УБОРКИ КАПУСТЫ И КАРТОФЕЛЯ | 1933 |
|
SU38371A1 |
| МАГНИТНЫЙ ГЕНЕРАТОР | 2000 |
|
RU2169423C1 |
| Холодильник для проката | 1986 |
|
SU1419783A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЬ[Х ИЗДЕЛИЙ | 0 |
|
SU317638A1 |
| DE 641743 C1, 11.02.1937. | |||

