1
Изобретение относится к прокатному производству и направлено на усовершенствование конструкции реечных холодильников сортовых станов.
Известны холодильники для проката, содержащие систему подвижных и неподвижных перекладывающих реек и рольганг для подравнивания проката на упоре. Ролики подравнивающего, рольганга расположены между рейками в одну линию параллельно подводящему рольгангу холодильника. При поштучной передаче проката рейками он укладывается на ролики рольганга, где ему сообщается продольное перемещение к упору..На упоре полосы торцуются по передним (задним) концам, т.е. осуществляется их подравнивание 1 .
Недостаток этого устройства состоит в том, что стационарные подравнивающие рольганги не обеспечивают непрерывность процесса транспортирования проката на упор при перекладывании рейками и требуют строгой синхронизации с работой реечной системы, что приводит к снижению надежности работы.
Наиболее близким техническим решением к предложенному является устройство, содержащее параллельно размещенные попарно чередующиеся стационарные и подвижные от привода рейки, подравнивающий рольганг, имеющий электромагнитные многоручьевые приводные ролики, которые неподвижно установлены между рейками, и упор, расположенный перед рольгангом. В этом устройстве подравнивание до10стигается продольным перемещением проката рольгангом к упору при опущенных перекладывающих рейках, т.е. во время пауз между очередными перекладываниями реечной системы 2.
15
Недостаток его заключается в том, что при подравнивании не представляется возможным сообщать неподвижно лежащему прокату такие ускорения, которые позволили бы за минимальное
29 время. пауз между соседними перекладываниями переместить его на значительное расстояние к упору, т.е. процесс подравнивания необходимо осуществлять при малых скоростях
2i для исключения проскальзывания роликов и проката, а это при больших разбросах и малом времени промежутков между соседними перекладываниями (например, для мелкосортных станов
ЗС разброс составляет 3-8.м, а время
между смежными перекладываниями 2-3 с) приводит к необходимости осуществлять процесс в несколько приемов, причем операция разгона на каждом приеме повторяется. Такой процесс неэкономичен и нерационален
Цель изобретения - повышение эффективности работы холодильника путем непрерывного перемещения проката при его подравнивании.
Для достижения этой цели холодильник для проката, содержащий параллельно размещенные попарно чередующиеся стационарные и подвижные от привода рейки, подравнивающий рольганг,имеющий электромагнитные многоручьевые приводные ролики,которые неподвижно установлены между рейками, и упор, расположенный перед рольгангом, снабжен дополнительными электромагнитными роликами, которые расположенымежду основными и закреплены в выполненных на подвижных рейк&х продольных вырезах.
Наличие дополнительных электромагнитных роликов обеспечивает непрерывный процесс транспортирования проката при подравнивании соодновременным поперечным перекладыванием его рейками.
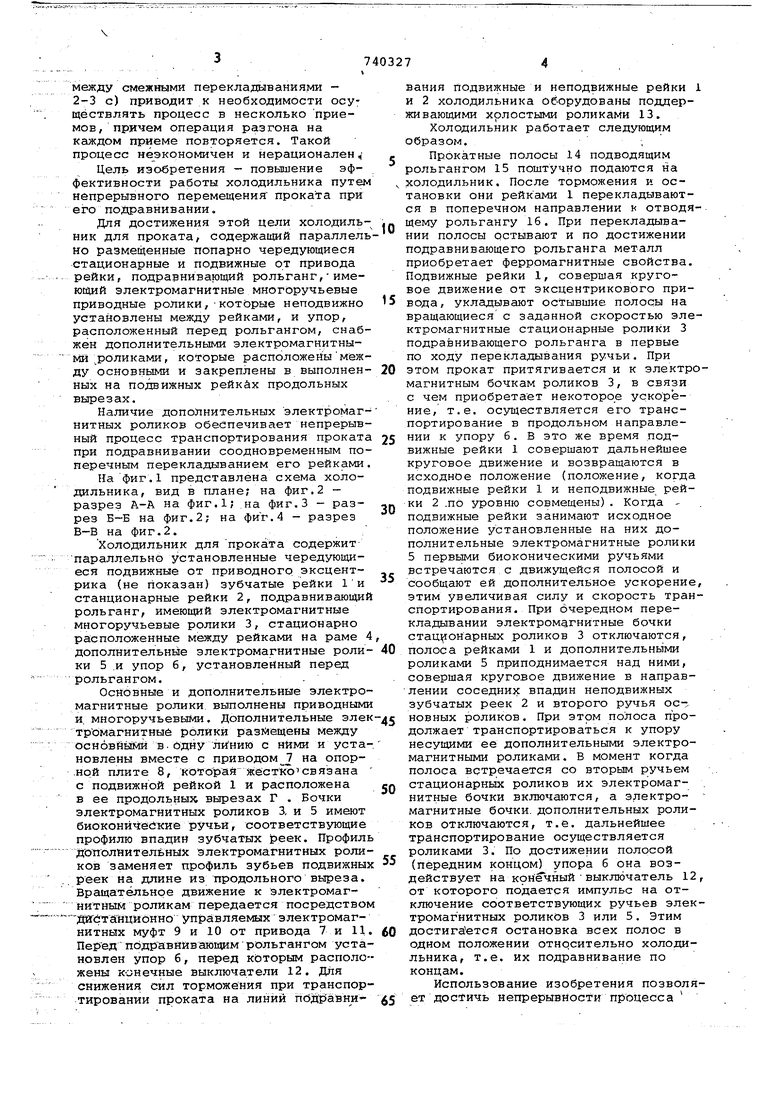
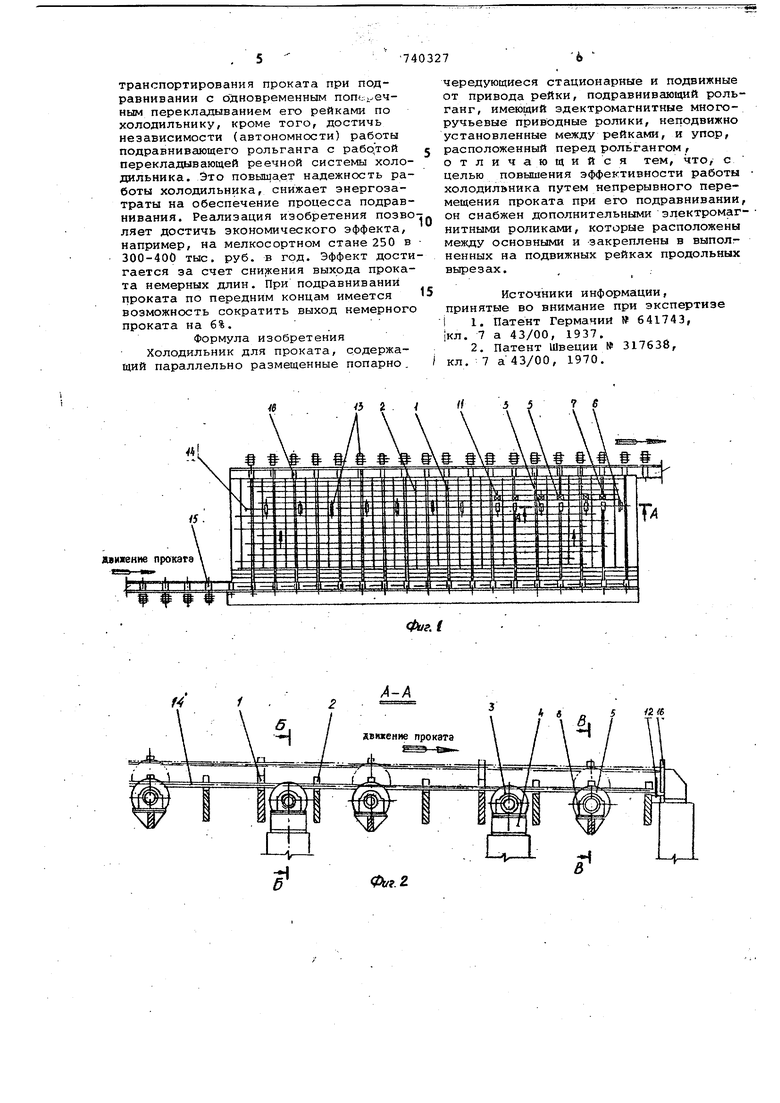
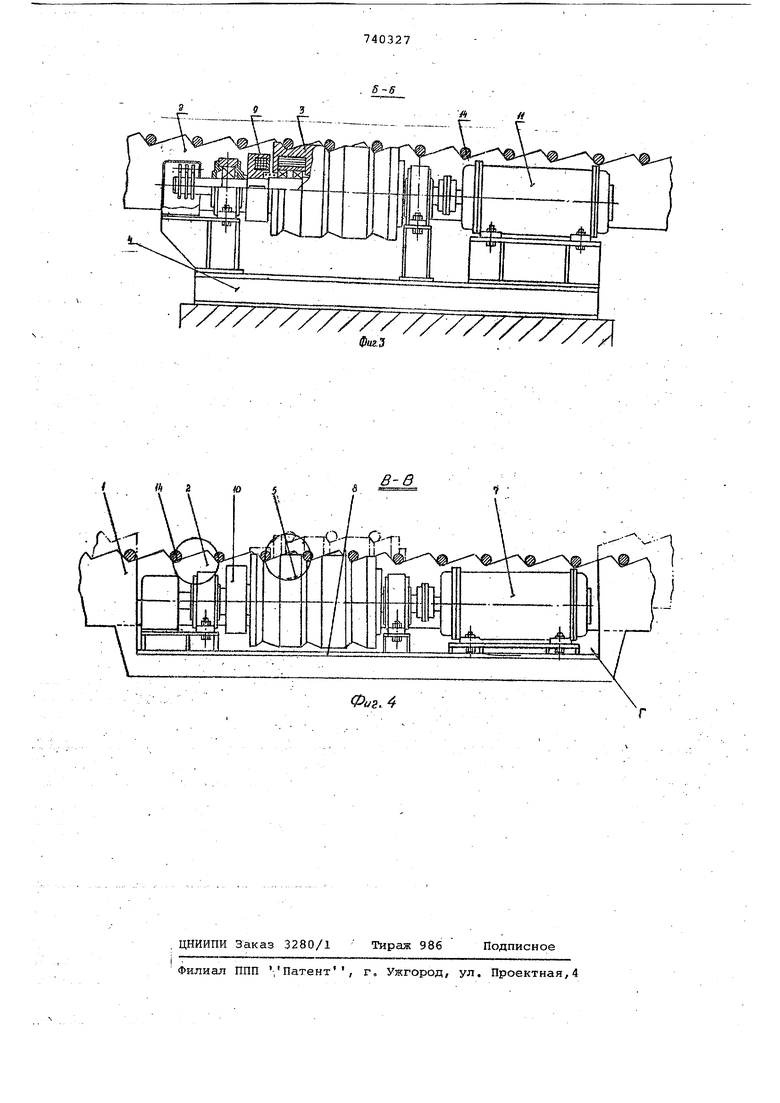
На фиг.1 представлена схема холодильника, вид в плане; на фиг.2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2.,
Холодильник для проката содержитпараллельно установленные чередующиеся подвижные от приводного эксцентрика (не показан) зубчатые рейки 1и станционарные рейки 2, подравнивающий рольганг, имеющий электромагнитные многоручьевые ролики 3, стационарно расположенные между рейками на раме 4 дополнительные электромагнитные ролики 5 ,и упор б, установленный перед рольгангом.. .
Основные и дополнительные электромагнитные ролики выполнены приводными и. многоручьевыМи. Дополнительные злектромагнитныё ролики размещены между основйьШи в. Одну линию с ними и установлены вместе с приводом на опор.нрй плите 8, которая Жёстко связана с подвижной рейкой 1 и расположена в ее продольных вырезах Г . Бочки электромагнитных роликов 3, и 5 имеют биоконичебкие ручьи, соответствующие профилю впадин зубчатых реек. Профиль ДОГ1Олнител ных электрома,гнитных роликов заменяет профиль зубьев подвижных реек на длине из продольного выреза. Вращательное движение к электромагнитным роликам передается посредством дайтанцйОнно управляемых электромагнитных муфт 9 и 10 от привода 7 и 11, Перед подравнйвамйщмрольгангом установлен упор б, перед которым расположены конечные выключатели 12. Для снижения; сил торможения при транспортировании проката на линий пойр авнивания подвижные и неподвижные рейки и 2 холодильника оборудованы поддерживающими холостыми роликами 13.
Холодильник работает следующим образом.
Прокатные полосы 14 подводящим рольгангом 15 поштучно подаются на холодильник. После торможения и остановки они рейками 1 перекладываются в поперечном направлении к отводящему рольгангу 16. При перекладывании полосы остывают и по достижении подравнивающего рольганга металл приобретает ферромагнитные свойства. Подвижные рейки 1, совершая круговое движение от эксцентрикового привода, укладывают остывшие полосы на вращающиеся с заданной скоростью электромагнитные стационарные ролики 3 подравнивающего рольганга в первые по ходу перекладывания ручьи. При этом прокат притягивается и к электрмагнитным бочкам роликов 3, в связи с чем приобретает некоторое ускорение, т.е. осуществляется его транспортирование в продольном направлении к упору 6. В это же время подвижные рейки 1 совершают дальнейшее круговое движение и возвращаются в исходное положение (положение, когда подвижные рейки 1 и неподвижные рейки 2 .пО уровню совмещены). Когда подвижные рейки занимают исходное положение установленные на них дополнительные электромагнитные ролики 5 первыми биоконическими ручьями встречаются.с движущейся полосой и сообщают ей дополнительное ускорение этим увеличивая силу и скорость транспортирования. При очередном перекладывании электромагнитные бочки стационарных роликов 3 отключаются, полоса рейками 1 и дополнительнь ми роликами 5 приподнимается над ними, совершая круговое движение в направлении соседних впадин неподвижных зубчатых реек 2 и второго ручья основных роликов. При этом полоса продолжает транспортироваться к упору несущими ее дополнительными электромагнитными роликами. В момент когда полоса встречается со вторым ручьем стационарных роликов их электромагнитные бочки включаются, а электромагнитные бочки, дополнительных роликов отключаются, т.е. дальнейшее транспортирование осуществляется роликами 3. По достижении полосой (передним концом) упора 6 она воздействует на крнечный выключатель 12 от которого подается импульс на отключение соответствующих ручьев электромагнитных роликов 3 или 5. Этим достигается остановка всех полос в одном положении относительно холодильника, т.е. их подравнивание по концам.
Использование изобретения позволяет достичь непрерывности процесса транспортирования проката при подравнивании с одновременным попе1-.ечным переклс1дыванием его рейками по холодильнику, кроме того, достичь независимости (автономности) работы подравнивающего рольганга с перекладывающей реечной системы холодильника. Это повышает надежность работы холодильника, снижает энергозатраты на обеспечение процесса подравнивания. Реализация изобретения позво ляет достичь экономического эффекта, например, на мелкосортном стане 250 в 300-400 тыс. руб. в год. Эффект дости гается за счет сниркения выхода проката немерных длин. При подравнивании проката по передним концам имеется возможность сократить выход немерного проката на 6%. Формула изобретения Холодильник для проката, содержащий параллельно размещенные попарно . чередующиеся стационарные и подвижные от привода рейки, подравниваюсций рольганг, имеющий эдектромагнитные многоручьевые приводные ролики, неподвижно установленные между рейками, и упор, расположенный перед рольгангом , отличающийся тем, что, с целью повышения эффективности работы холодильника путем непрерывного перемещения проката при его подравнивании, он снабжен дополнительными электромагнитными роликами, которые расположены между основными и закреплены в выполненных на подвижных рейках продольных вырезах. Источники информации, принятые во внимание при экспертизе 1. Патент Германии 641743, |кл. 7 а 43/00, 1937. 2. Патент Швеции № 317638, кл. 7 а43/00, 1970.
4
.t mmt 11
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Холодильник для проката | 1986 |
|
SU1419783A1 |
| Устройство для подравнивания проката на холодильнике | 1987 |
|
SU1533798A1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1969 |
|
SU441992A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Устройство для управления набором пакета полос перед ножницами сортового стана | 1984 |
|
SU1219194A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ СОРТОВОГО ПРОКАТА С ХОЛОДИЛЬНИКА НА ОТВОДЯЩИЙ РОЛЬГАНГ | 1967 |
|
SU194731A1 |
/42 ю
