Известны кокили для итлив)иг л;; чугуна толгтостснных изделий, наирююр, артиллорпйскнх Снарядов, знкяючакицие в :;ебс плиту, разъемный вертикально корпус н ег,|;ди} р)Л(1ли с инм: стррж,снь.
Для oTJutiiiii токкэстваных изделий, иакрииер, пнщеварных котлов, нзвсстные кокили ненригодны, так как ЕХ етсру сень, |)аеширя101цийея от пагрсва -отлизкой, настолько плотно охватывается сжнматон;ей(я ст охлагидсння отлпвкой, что стенка ее. разрывается енсе до извлечения сосуда из кокиля, вследствие нссвоевре..кнной гра|1|итизации заливаемого «угуна. В оинсываемом кокиле этот недостаток устранен.
Кокиль ту особенность, что, с целью предотвращения илотного охвата отливкой стержия при остьтвании отливки и го нагреве, дно коричса. и стер:.1;яя имеет толщину, значительно иревышающую толщину их етеиок.
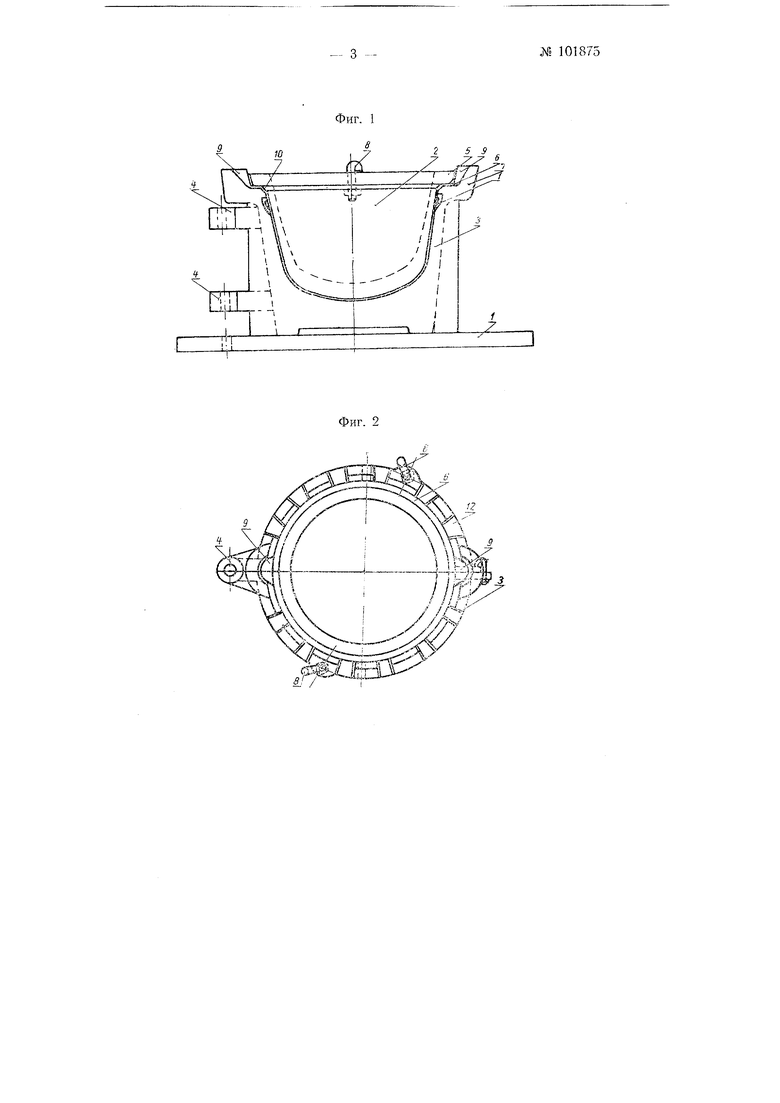
На фиг. 1 изобра:ке,н вид спе)сди одной из половии кориуса кокиля с вложенным в нее стержнем, устаиовленпой на нлите; на фиг. 2 - вид кориуса .кокиля сверху.
Кокиль состоит из илнты (1), стержия
(2)и кориуса (3), изготовленных из серого чугуна того же состава, что и отливаемые в нем ннщеварные котлы. Корпус
(3)установлен ка плите (1) и выиолнси из двух разъемиых в вертикаль)1ой плоскости ноловин, соедюгенных вертикальHJJit 1иари11ро г в виде стора:ня, ироходяп;ег(1 через отверстия в плите (1.) и ушках
(4)ноловин кориуса. IbnvopoTOM вокруг оси ) -те),;н11 дголовниы коюии дп.тут раскрываться на угол в 18(3°. Стерж.еиь (2), и еющин внутри открытую сверху полость, снабж. по верхнему К)аю буртом (5), оиирающимся на основание (G) гольцевой ра.еточки в бурте (1) обеих . Вертикальные- ило1кости ооеих половин корнуса (3), сопр каса101Ц1 е;:1 is соораииом кокиле, nijocTiHtraHbi. 1 оло;5ИБь; корпуса (.) стягНВаютс между собой струбциной It -т. п. с,1од|тва11п со сторо чы. ирот 1в-о;1ол;;,кно1 уипсам (4).
ложеннь Й в .:-;ак-рытьп корпус- (3) стерже;1Ь (2), );исянцгй внутри корпуса на бурте (5), п)и тягивается к- Kopnyi-y при HOMonpi иес;;-ол1 ;.их 6o:iTo-B (8), вгтавлепных в )ojii,r.ecii для имх в бурте (7) к-орнуса пгезда и снабжеиных сверху ;р1очкамп. в-а лмодейс-твуюииоги 1верху с буртом (5) стерн;-Н 1 (2). (:идинс) -стерлсня с Koji.iycoM болтами (8) в собранном KOKJCie необходк ; для иродптдииде«ня нодьема стержня фе)ростатичсским напором :;ал1;ваемого к ко)П1Ль чугуна, т. е. для прсдуире;1аения сВ11заниог(1 с подъемом |С-тсру.;ня брака отливки.
Яно Кориуса (3) и стержн-я (2) имсег толщину, з;1аЧ Гте;:))Но HiiCBbLuraioiuyjo ТолHViiny их стеиоК. что обеспечивает Н1)акильное ,влеН1 С усадки чугуна Bi;;ui и Н)едотвр;|1,ает плотный охват отливкой иагреваемого стерл-;ня при ее, остывании.
Для иолуч 1а я илотной от.дивкл коииус (3) имеет два литника (9), оси кмт;11:ых )асполсжеиы в нлоск::сти разъема К-ориуса. Житники имеют форму усеченного коиуса, обраигепиого большим основанием вверх, а
внизу переходят к кол,цевон 11Итател/ (10), расположенный но Окружности корпуса к сообщенный с НССКОЛЬК.ИЗЕТГ, например, четырь:.я заходами, т. с. зыелками па стержне, не показап} ымн па чертеже. Ширнна заходов равна uiKpitne питателя (10). По обе стороны ялоекостн разъема корпуса. (3) в толще его половин выбраны зубпло) )глублен гя: (11) для упгоП котла..
Для яредотвраи(сп)я образования и о-тливке газовых рак.овки применены вып.оры (12), т. с. капавки по верхнему краю корпуса, равномерно распроделеппыо но всей его окружпостн. Число таких выпоров 8-12, шпрпна .выпора 25-30 мм., глубина ПС более 0,5-0,6 мм.
Перед .отливко 0ЧИН(еяный .нлг, ра- -пгревается до тезгпературы около 200°, а. .эатем ак.рашива.етс5г пульверизатором первой (грунтовой) €бмазкой, состояголмг т 25/о oineyHOpnofi глины, 250/0 маричлита или кварцевой , 35/о молотото Hiaiioта и 15Vo я;идк()1-о стекла. Смесь этих материалов ра1б лзляет::я водой до К.ок.пстеиции слпвок и проп,з;ь:.и.ваете через сито с ячейками 0,2 .
Затем нри H0jwn(n )1ульвер.:зато)а }ianoсится вторая сбмазка, ..:;остоящая пз 400 г. голландс ;.. саж.ч, 200 г. жидкого ст.гкла и 500 г. первой обмазки, рг.збавлепяых воее5гыо л тра5ги воды и проце.п;е1П ых че))ез сито е ячч |камк 0.2 .мм.
После окраскн всех рабочих новерхиостей коЕИль собира.гтся и закренляется.
Температура расплавленпого 4yry}ia должна быть около 1350-1400°. Заливка чугуна в кокиль нроизводитзя сразу к оба Л1гтника корпуса при .1 двух лож.ек.
Г р е д м е т и у обре т е н и я
. Еок.иль для отливки тонкостенных чугунных сосудов, налример, пии eвapкыx котлов, заключаюирп Е себе илиту, разъемпьиг Вертикаль.по к.ориуе к соединепньп е ним пустотелый стер.ж.ень, о т л и ч а ющ и и с я тем, что, с целью иредот 5ращекия брака оттивок, дпо корпуса к стержня имеет тол;1;ииу, ирепы)иа10П1ут толщину кх Степок.
2.ф.орма 1;ыполне1гия кокиля по и. 1, II т л н ч а JO щ а .j; с я тем, что для предотвран1;еиия об))азоваиия к отливке газовых раковин лримеиеиы )ы, равио.мерно рас)1ределеккые зю всей якруж.нопти верхнего 1края J.ojmyca.
3.Форма вынолпеииа к.окиля, ио п. 1, о т л и ч а 10 щ а. я .с я тем, что для получения плотной отливки Ирименеиы два. литиика в корпусе, ра.споло;кеииые в пло(i;.ocT)i его разъема, переходящие в щелеjioii питатель ио окрулаюсти корпуса, сообщенпы) С захода ггт на стерж.яе.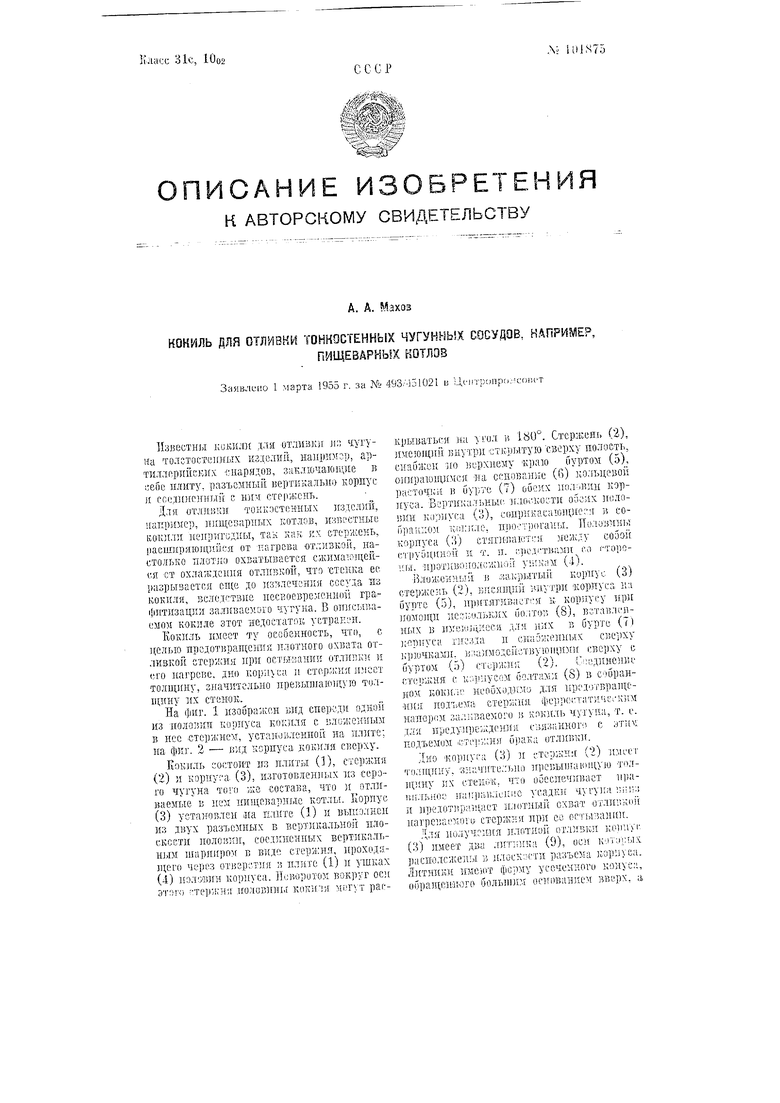

| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для отливки чугунных пищеварных котлов | 1955 |
|
SU102702A2 |
| Форма для отливки створок кокилей для пищеварных горшков | 1955 |
|
SU102795A1 |
| Кокильная машина | 1980 |
|
SU891210A1 |
| Способ изготовления кокилей | 1980 |
|
SU910342A1 |
| Кокиль с вертикальным разъемом | 1982 |
|
SU1076185A2 |
| Кокильный станок для горизонтальной отливки канализационных труб | 1949 |
|
SU79534A1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| Кокильная установка | 1981 |
|
SU1014645A1 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |