Изобретение относится к литейному производству. Предлагается способ изготовления тормозных колодок литьем в кокиль, преимущественно для использования на железнодорожном транспорте. Для осуществления способа предлагается конвейерная кокильная установка, включающая в себя простую, эффективную и надежную конструкцию литейного конвейера, позволяющего обеспечить высокопроизводительное и качественное изготовление тормозных колодок в условиях механизированного производства.
Из уровня техники известно изготовление тормозных колодок методом кокильного литья (см. авторское свидетельство СССР: SU 80655).
На железнодорожном транспорте в основном используют чугунные тормозные колодки, снабженные армирующими вставками (см. патенты RU 2040361, RU 56521). Для изготовления качественной отливки тормозной колодки технология ее изготовления должна обеспечивать получение заданной структуры металла в соответствующих частях отливки. Кроме того, при массовом производстве таких отливок технологические приемы, обеспечивающие получение изделий высокого качества, не должны быть дорогостоящими и сложными.
Из уровня техники известен способ изготовления тормозных колодок литьем в кокиль, механизированный с использованием кокильной установки, позволяющей раздвигать половинки разъемного кокиля после начала кристаллизации слитка для уменьшения (на 70%) отбела поверхностного слоя отливки (FR 2583320, 18.09.1987).
Недостатком данного способа является то, что не предусмотрена возможность применения литейного конвейера, повышающего производительность процесса и обеспечивающего возможность оперативной замены использованного литейного оборудования. Кроме того, 20-30% цементита и других карбидов сохраняются в поверхностной структуре отливки, несмотря на использование воздушного зазора при кристаллизации отливки. Выбор правильного теплового режима охлаждения отливки при кристаллизации ее в кокиле представляет собой весьма сложную задачу, требующую учета большого количества различных теплофизических параметров процесса.
Из уровня техники известны конструкции горизонтально-замкнутых тележечных конвейеров (RU 2090480, 20.09.1997 и RU 51603, 27.02.2006), однако они не предназначены для использования в условиях литейного производства.
Наиболее близким аналогом заявленного устройства является конвейерная кокильная установка по патенту RU2090307, опубликованному 20.09.1997. Конвейерная кокильная установка содержит основание, вертикально-замкнутый конвейер, размещенные на нем кокили с вертикальной плоскостью разъема, участок заливки и привод конвейера. При этом конвейер выполнен в виде двух замкнутых цепей, на которых закреплены полукокили, верхние ветви цепей конвейера в зоне участка заливки расположены наклонно для обеспечения плотного прилегания кокилей.
Данная конструкция предусматривает закрепление полукокилей на конвейере, что затрудняет осуществление операций по смене оборудования. Кроме того, данная установка не предназначена для изготовления отливок тормозных колодок.
Заявленное изобретение направлено на решение задачи по снижению трудоемкости изготовления чугунных тормозных колодок при улучшении качества литья и условий труда.
Техническим результатом изобретения является повышение качества литых заготовок с обеспечением повышения износостойкости рабочей поверхности тормозной колодки при повышении производительности технологического процесса и снижении себестоимости продукции.
Поставленная задача решается следующим образом.
Заявленный способ литья чугунных тормозных колодок с использованием конвейерной кокильной установки включает размещение раздвижных кокилей на горизонтальных площадках грузонесущих тележек вертикально-замкнутого цепного конвейера и подачу их на участок заливки. При этом до подачи на участок заливки проводят облицовку полостей кокилей стержнями толщиной 9-11 мм, затем осуществляют заливку расплавленного металла с последующей кристаллизацией отливки. Причем в процессе движения конвейера от участка заливки к участку разгрузки после образования на отливках первичной корочки твердого металла составные части разъемных кокилей раздвигают на заданную величину зазора 2-3 мм, а после завершения процесса кристаллизации отливок на участке разгрузки осуществляют извлечение отливок чугунных тормозных колодок с помощью магнита.
Для повышения производительности способа при получении отливок тормозных колодок по данной технологии используют двухместный раздвижной водоохлаждаемый кокиль с двумя разъемами в вертикальной плоскости с возможностью получения двух отливок в одном кокиле.
Перед заливкой расплавленного чугуна внутренние полости кокилей необходимо защитить от непосредственного контакта с металлом. Вставные облицовочные стержни для защиты рабочих поверхностей кокиля изготавливают толщиной 9-11 мм из холодно-твердеющего карбомидофуранового или фенолофуранового формовочного состава. Изготовление стержней для облицовки стенок кокиля производится на вибростоле с засыпкой стержневого ящика из шнекового смесителя. Изменение толщины облицовочного стержня негативно сказывается на сроке службы кокиля и на качестве поверхности отливки.
При разработке данной технологии было неожиданно обнаружено, что для получения заданной структуры поверхностного слоя отливки тормозной колодки величина зазора, на которую раздвигают составные части разъемного кокиля при изготовлении отливки из литейного чугуна, должна составлять 2-3 мм. Только при данной величине зазора условия теплового баланса при кристаллизации отливки данного вида изделий обеспечивают полное разложение цементита и отсутствие отбела на заданном участке поверхности. Изменение величины зазора приводит к получению смешанной структуры, в которой остаточный цементит присутствует в значительном количестве (20 и более %).
Конвейерная кокильная установка содержит основание, которое служит опорой для размещения всех ее механизмов. Наиболее протяженную часть установки составляет вертикально-замкнутый конвейер, на котором размещены раздвижные кокили, выполненные с вертикальной плоскостью разъема. Установка содержит участок заливки, привод конвейера и участок разгрузки. Вертикально-замкнутый конвейер выполнен в виде двух замкнутых цепей, на которых закреплены грузонесущие тележки, снабженные горизонтальными площадками, приспособленными для установки на них кокилей. Раздвижные части кокилей подсоединены к силовым пневмоцилиндрам, обеспечивающим получение регулируемого зазора в процессе кристализации отливки. Пневмоцилиндры закреплены на площадках грузонесущих тележек, а на участке разгрузки установлено подъемное устройство, снабженное магнитом для извлечения отливок.
Раздвижные кокили выполнены водоохлаждаемыми и двухместными с двумя разъемами в вертикальной плоскости.
Подъемное устройство на участке разгрузки снабжено электромагнитом для извлечения отливок.
Кроме этого, вертикально-замкнутый конвейер выполнен в форме тележечного конвейера с опрокидывающейся конструкцией грузонесущих тележек. Использование конвейера другой конструкции усложняет установку, снижает ее эксплуатационную надежность. Причем в процессе движения конвейера от участка заливки к участку разгрузки после образования на отливках первичной корочки твердого металла составные части разъемных кокилей раздвигают на заданную величину зазора 2-3 мм,
В качестве металла для получения отливок тормозных колодок для железнодорожного транспорта, преимущественно, используют литейный серый чугун или чугун с модифицированной структурой графитовых включений. Для изготовления тормозных колодок других транспортных средств могут использовать другие литейные сплавы.
Изобретение иллюстрируется фиг.1 и 2 и примером.
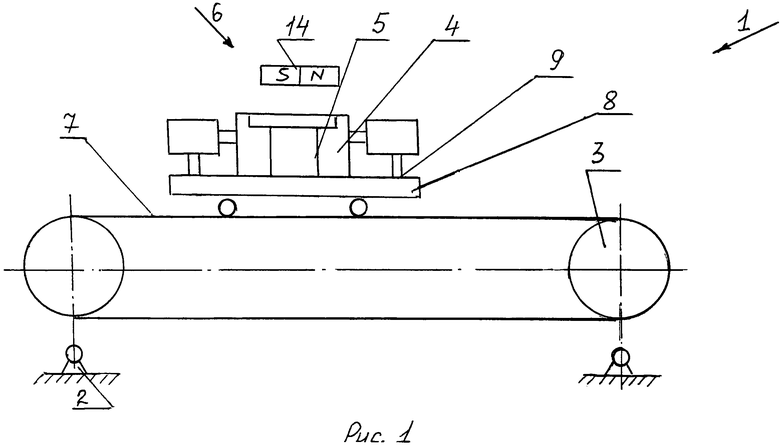
На фигуре 1 изображен общий вид конвейерной кокильной установки, содержащей вертикально-замкнутый конвейер с размещенными на нем грузонесущими тележками и двухместными раздвижными кокилями.
На фигуре 2 показан двухместный раздвижной кокиль, снабженный пневмоцилиндрами.
Как показано на фиг.1 конвейерная кокильная установка 1 содержит основание 2, которое служит опорой для размещения ее механизмов. Наиболее протяженную часть установки составляет вертикально-замкнутый конвейер 3, на котором размещены раздвижные кокили 4, выполненные с вертикальной плоскостью разъема 5. Установка 1 содержит участок заливки (на чертеже не показан), привод конвейера и участок разгрузки 6. Вертикально-замкнутый конвейер 3 выполнен в виде двух замкнутых цепей 7, на которых закреплены грузонесущие тележки 8, снабженные горизонтальными площадками 9, приспособленными для установки на них кокилей 4. Раздвижные части 10, 11 кокилей 4 подсоединены к силовым пневмоцилиндрам 12, 13, обеспечивающим получение регулируемого зазора в процессе кристализации отливки. Пневмоцилиндры закреплены на площадках 9 грузонесущих тележек 8, а на участке разгрузки 6 установлено подъемное устройство, снабженное магнитом 14 для извлечения отливок 15.
Раздвижные кокили 4 выполнены водоохлаждаемыми и двухместными с двумя разъемами 5 в вертикальной плоскости, при этом боковые раздвижные части кокиля 10, 11 снабжены индивидуальными пневмоцилиндрами 12, 13, закрепленными на грузонесущих тележках 8 конвейера 3.
Подъемное устройство на участке разгрузки снабжено электромагнитом 14 для извлечения отливок, выполненным в форме контактной магнитной шайбы.
Вертикально-замкнутый конвейер 3 выполнен в форме тележечного конвейера с опрокидывающейся конструкцией грузонесущих тележек 8.
Пример.
Способ изготовления тормозных колодок осуществляли путем разливки порции расплавленного чугуна в подготовленную партию облицованных кокилей с использованием для перемещения кокилей от участка заливки к участку разгрузки литейного конвейера, позволяющего обеспечить простое, эффективное и надежное изготовление отливок тормозных колодок в условиях механизированного производства.
В качестве литейного конвейера использовали вертикально-замкнутый тележечный конвейер 3, который выполнен в виде двух замкнутых цепей 7 с закрепленными на них грузонесущими тележками 8 опрокидывающейся конструкции (для обратного перемещения по нижней ветви конвейера). Грузонесущие тележки 8 снабжены горизонтальными площадками 9, приспособленными для установки на них кокилей 4 с силовыми пневмоцилиндрами.
Способ включает размещение раздвижных кокилей 4 на горизонтальных площадках 9 грузонесущих тележек 8 конвейера 3 и подачу их на участок заливки расплавленного чугуна. При этом для предотвращения прямого контакта струи расплавленного чугуна с поверхностью кокиля перед подачей кокилей на участок заливки проводят облицовку их литейных полостей стержневой массой (вставными стержнями) толщиной 9-11 мм. Вставные облицовочные стержни для защиты рабочих поверхностей кокиля изготавливают из холодно-твердеющего карбомидофуранового или фенолофуранового формовочного состава. Изготовление стержней для облицовки кокиля производится на участке формовки на вибростоле с засыпкой стержневого ящика из шнекового смесителя. Облицованный кокиль подают на заливку.
Для получения отливок в данной установке использовали раздвижные водоохлаждаемые двухместные кокили 4, выполненные с двумя вертикальными разъемами 5, при этом боковые раздвижные части кокиля 10, 11 снабжены индивидуальными пневмоцилиндрами 12, 13, закрепленными на грузонесущих тележках 8 конвейера 3.
Заливка металла осуществляется в «открытые» раздвижные кокили. Раздвижной кокиль показан в сечении на фиг.2. Он выполнен с возможностью раздвигать его боковые составные части 10, 11 в процессе кристаллизации отливки на небольшую величину 2-3 мм с помощью установленных на них индивидуальных пневмоцилиндров 12, 13. Для литья в примере использовался кокиль, выполненный в виде облицованной стержнем металлической формы с размером облицовки 420×145×95 мм. Таким образом, рабочие поверхности кокиля были изолированы стержневыми вставками средней толщиной 10 мм.
Для разливки кокили 4 устанавливаются на горизонтальных площадках 9 грузонесущих тележек 8 вертикально-замкнутого цепного конвейера 3 и размещаются таким образом, чтобы во время движения заполненные кокили 4 сохраняли свое горизонтальное положение при перемещении по верхней ветви конвейера.
Для предотвращения появления «отбела» на других (кроме рабочих) поверхностях отливок тормозных колодок использовали метод заливки водоохлаждаемого кокиля чугуном с регулируемым воздушным зазором. Для этого после заливки кокиля 4 расплавленным металлом через 20-30 сек после образования на отливке твердой корочки две составные части кокиля раздвигаются с образованием воздушного зазора небольшой величины: 2-3 мм. Теплоотвод от кристаллизующейся поверхности резко снижается. Под влиянием теплопередачи от постепенно кристаллизующегося чугуна внутри отливки происходит перераспределение тепла с нагревом поверхности тормозных колодок до t°=850-950°C и с выдержкой при этой температуре. Образующийся в структуре чугунной отливки первичный цементит распадается. При этом гарантируется сохранение фрикционных свойств с образованием заданной микроструктуры металлической основы, содержащей включения графита, в соответствии с требованиями нормативной документации. В этих условиях происходит кристаллизация остального металла (чугуна) отливки.
Извлечение отливки производится электромагнитным подъемным устройством с контактной магнитной шайбой, при помощи которого осуществляют перегрузку отливки тормозной колодки на дальнейшую обработку. Пустые кокили снимают с тележек и отправляют на очистку и облицовку. Пустые тележки обратным ходом нижней ветви конвейера возвращаются в исходное положение для размещения на них новой партии облицованных кокилей.
Использованием заявленного способа достигается сокращение цикла изготовления тормозных колодок, повышение качества поверхности с получением поверхности 4-5 класса чистоты, значительно улучшаются санитарно-гигиенические условия технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Конвейерная кокильная машина | 1973 |
|
SU503632A1 |
| Конвейерная кокильная установка | 1984 |
|
SU1397164A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНЫХ КОЛОДОК С ОБЛИЦОВКОЙ РАБОЧИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2427445C1 |
| Кокильная конвейерная машина | 1978 |
|
SU753531A1 |
| Литейная конвейерная установка | 1983 |
|
SU1082548A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Устройство для транспортирования отливок | 1985 |
|
SU1348060A1 |
| Кокильная машина | 1985 |
|
SU1284657A1 |
| Конвейерная кокильная машина | 1979 |
|
SU822986A1 |
Изобретение относится к литейному производству. Способ литья чугунных тормозных колодок осуществляют на конвейерной кокильной установке, содержащей раздвижные кокили, размещенные на грузонесущих тележках вертикально-замкнутого цепного конвейера. На участке заливки полости кокилей облицовывают стержнями толщиной 9-11 мм, и осуществляют заливку расплавленного металла. В процессе движения конвейера после образования на отливках первичной корочки твердого металла половинки разъемных кокилей раздвигают с помощью пневмоцилиндров, закрепленных на площадках тележек, на заданную величину зазора 2-3 мм. После завершения процесса кристаллизации отливки на участке разгрузки извлекают из кокиля с помощью магнита. Обеспечивается повышение качества тормозных колодок за счет устранения отбела на поверхности. 2 н. и 5 з.п. ф-лы, 2 ил., 1 пр.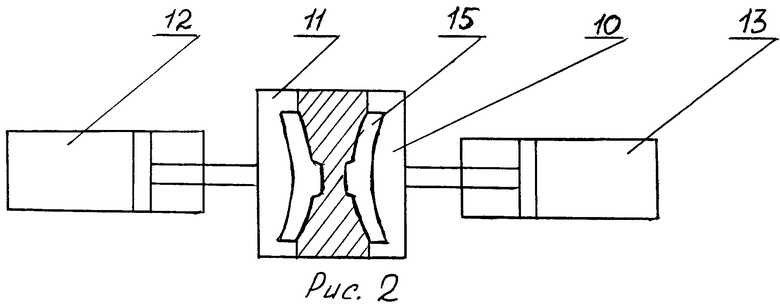
1. Способ литья чугунных тормозных колодок с использованием конвейерной кокильной установки, включающий размещение раздвижных кокилей на горизонтальных площадках грузонесущих тележек вертикально-замкнутого цепного конвейера и подачу их на участок заливки, при этом до подачи на участок заливки проводят облицовку полостей кокилей стержнями толщиной 9-11 мм, затем осуществляют заливку расплавленного металла с последующей кристаллизацией отливки, причем в процессе движения конвейера от участка заливки к участку разгрузки после образования на отливках первичной корочки твердого металла составные части разъемных кокилей раздвигают на заданную величину зазора 2-3 мм, а после завершения процесса кристаллизации отливок на участке разгрузки осуществляют извлечение отливок чугунных тормозных колодок с помощью магнита.
2. Способ по п.1, отличающийся тем, что для получения отливок тормозных колодок используют двухместный раздвижной водоохлаждаемый кокиль с двумя разъемами в вертикальной плоскости с возможностью получения двух отливок в одном кокиле.
3. Способ по п.1, отличающийся тем, что вставные облицовочные стержни для защиты рабочих поверхностей кокиля изготавливают из холодно-твердеющего карбомидофуранового или фенолофуранового формовочного состава.
4. Способ по п.3, отличающийся тем, что изготовление стержней для облицовки кокиля производится на вибростоле с засыпкой стержневого ящика из шнекового смесителя.
5. Конвейерная кокильная установка, содержащая основание, вертикально-замкнутый конвейер, размещенные на нем раздвижные кокили с вертикальной плоскостью разъема, участок заливки, привод конвейера и участок разгрузки, при этом вертикально-замкнутый конвейер выполнен в виде двух замкнутых цепей, на которых закреплены грузонесущие тележки, снабженные горизонтальными площадками для установки на них кокилей, раздвижные части кокилей подсоединены к пневмоцилиндрам, закрепленным на площадках тележек, а на участке разгрузки установлено подъемное устройство, снабженное магнитом для извлечения отливок.
6. Установка по п.5, отличающаяся тем, что раздвижные кокили выполнены водоохлаждаемыми и двухместными с двумя разъемами в вертикальной плоскости.
7. Установка по п.5, отличающаяся тем, что на участке разгрузки установлено подъемное устройство, снабженное электромагнитом для извлечения отливок.
| DE 3521935 C1, 05.02.1987 | |||
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Кокиль | 1976 |
|
SU648334A1 |
| Насос для глубоких колодцев | 1926 |
|
SU5745A1 |
| JP 10030661 A, 03.02.1998 | |||
| US 7168529 B2, 30.01.2007. | |||

