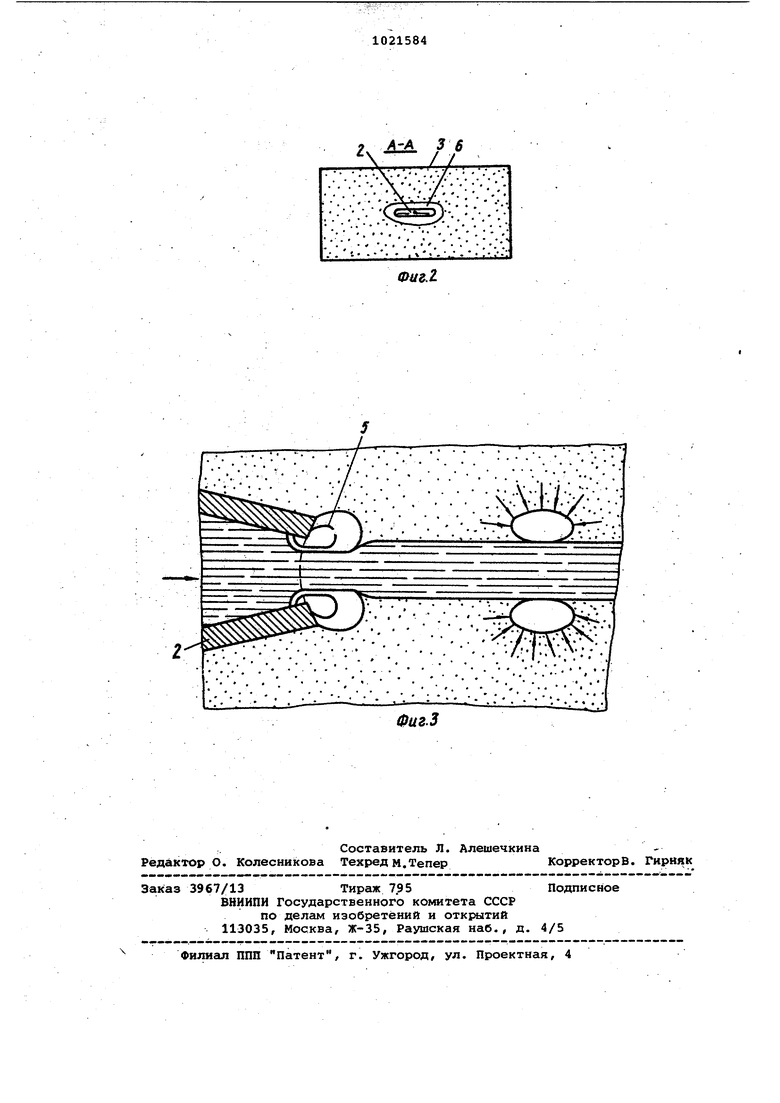
Изобретение относится к области гидроабразивной обработки деталей. Известен способ гидроабразивной обработки деталей, включающий подач жидкости под высоким давлением из сопла, а абразивных частиц под низКИМ давлением 1. Недостатком известного устройств является низкая производительность из-за неравномерности распределения абразивных частиц в струе жидкости, подаваемой в режиме пульсаций, что обеспечивает внедрение частиц в стр жидкости только в моменты провалов давления в жидкости, а в моменты вы сокого давления в жидкости внедрени частиц не происходит. Цель изобретения - повышение про изводительности обработки путем рав номерного распределения образивных частиц в жидкости. Цель достигается тем, что соглас но способу гидроабразивной обработк деталей, включающему подачу жидкост под высоким давлением из сопла, а абразивных частиц под низким давлением, из жидкости формируют плоскую струю и охватывают ее потоком абразивных частиц, при зтом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из условий возникновения явления кавитации на срезе сопла и на границе раздела жидкости с абразивными частицами. „ На фиг. 1 представлена схема уст ройства для реализации способа; на фиг. 2 - сечение А-А на фиг. If на фиг. 3 - процесс образования кавита ционной каверны на срезе сопла. Сущность способа заключается в следующем. Жидкость под высоким давлением подается по трубопроводу 1 к плоском соплу 2. Трубопровод 1 размещен в баке 3, в который под действием собственного веса подаются абразивные частицы. Жидкость, выходящая из плоского сопла, приобретает форму плоской струи, проходит через поток абразивных частиц, увлекая их за собой, и выбрасывает на обрабатываемую деталь 4. Расположение сорел, выполненных плоскими и представляилцих собой гидродинамическое.сопротивление в потоке абразивных частиц не обеспечивает возможность работы сопел в кавитационном автоколебательном режиме при условии соблюдения отноше ния давленийТГ: давления в потоке абразивных частиц Ру, к давлению в струе жидкости V 0,3. В предложенном режиме плоское сопло работает в кавитационном автоколебательном режиме, явление кавитации возникает на срезе сопла, что создает возможность засасывания абразивных частиц в струю жидкости в моменты провалов в ней давления. Явление кавитации возникает и на границе раздела жидкости с абразивными частицами при условии соблюдения отношений скоростей: скорости подачи жидкости V - к скорости подачи абразивных частиц V., - ---) 3-8.VH На фиг. 3 показан процесс образования кавитационной каверны. На срезе сопла 2 при выходе из него жидкости под высоким давлением в потоке абразивных частиц появляется кавитационная каверна 5, которая растет, достигнув объема определенной величины, отрывается от сопла и движется вместе с жидкостью вдоль потока абразивных частиц в форме тора. Захлопывание каверны происходит в зоне повышенного статического давления в потоке частиц и сопровождается повышением давления в струе жидкости, а следовательно, и ее скорости. Внедрение абразивных частиц в струю жидкости происходит в момент образования и движения каверны, так как ка&ерна, образованная парами жидкости, имеет давление меньшее, чем давление в струе жидкости, и как бы засасывает абразивные частицы. При движейии жидкости вдоль потока частиц возникает такого же рода кавитация 6 на границе раздела жидкости с абразивными .частицами, давление в которой равно давлению насыщенных паров, благодаря чему происходит засасывание в нее частиц. Таким образом, во все моменты времени движения жидкости происходит внедрение абразивных частиц в струю жидкости и их равномерное распределение в ней. Предложенным способом обрабатывались детали из стали 09Г2СФ. Жидкость подавалась под давлением 15 МПа, давление в потоке абразивных частиц - не более 0,02 МПа. Произвоительность обработки увеличивается в 3 раза по сравнению с известным способом. Таким образом, предложенным способом удается увеличить производительность , а поскольку кавитация возникает на границе раздела струи жидкости и абразивных частиц, то удается уменьшить износ стенок выходного отверс-. тия подачи гидроабразивной смеси на деталь.
S. //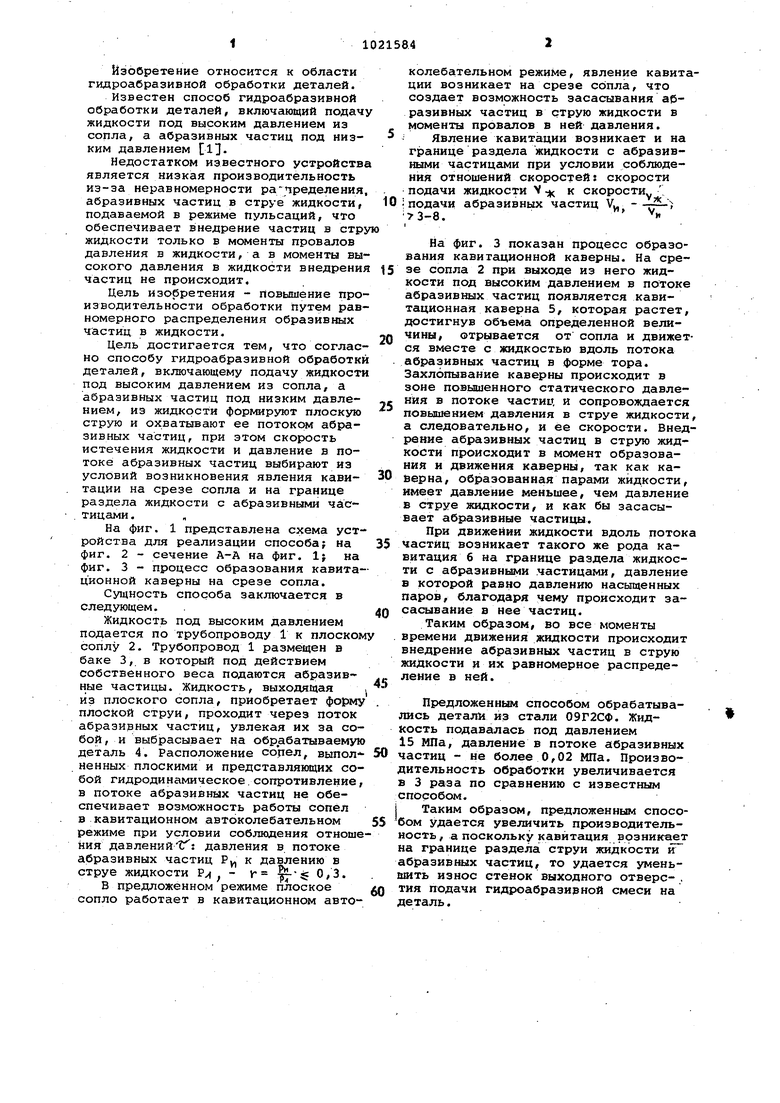
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ АКУСТИЧЕСКИХ КОЛЕБАНИЙ В ТЕКУЧЕЙ СРЕДЕ И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476261C1 |
| ТЕПЛОВОЙ КАВИТАЦИОННЫЙ ГЕНЕРАТОР | 2010 |
|
RU2422733C1 |
| Устройство и способ для гидродинамической очистки поверхностей на основе микрогидроударного эффекта | 2016 |
|
RU2641277C1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2430796C1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2524603C2 |
| Способ оценки распределения энергии в гидроабразивной струе | 1988 |
|
SU1511092A1 |
| СПОСОБ ГИДРОТЕРАПЕВТИЧЕСКОГО КАВИТАЦИОННОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2561292C1 |
СПОСОБ РИДРОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ, вклйчакадий подачу жидкости под высоким давлением из сопла, а а6раэив1 ых частиц под низким давлением, о т л и ч а ю щ и и с я тем, что, с целью повьаиения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом ско рость истечения жидкости и давление в потоке абразивных частиц выбирают из условий возникновения явления кавитации на срезе сопла и на границе раздела жидкости с а6разивн1Я4И Частицами. , . 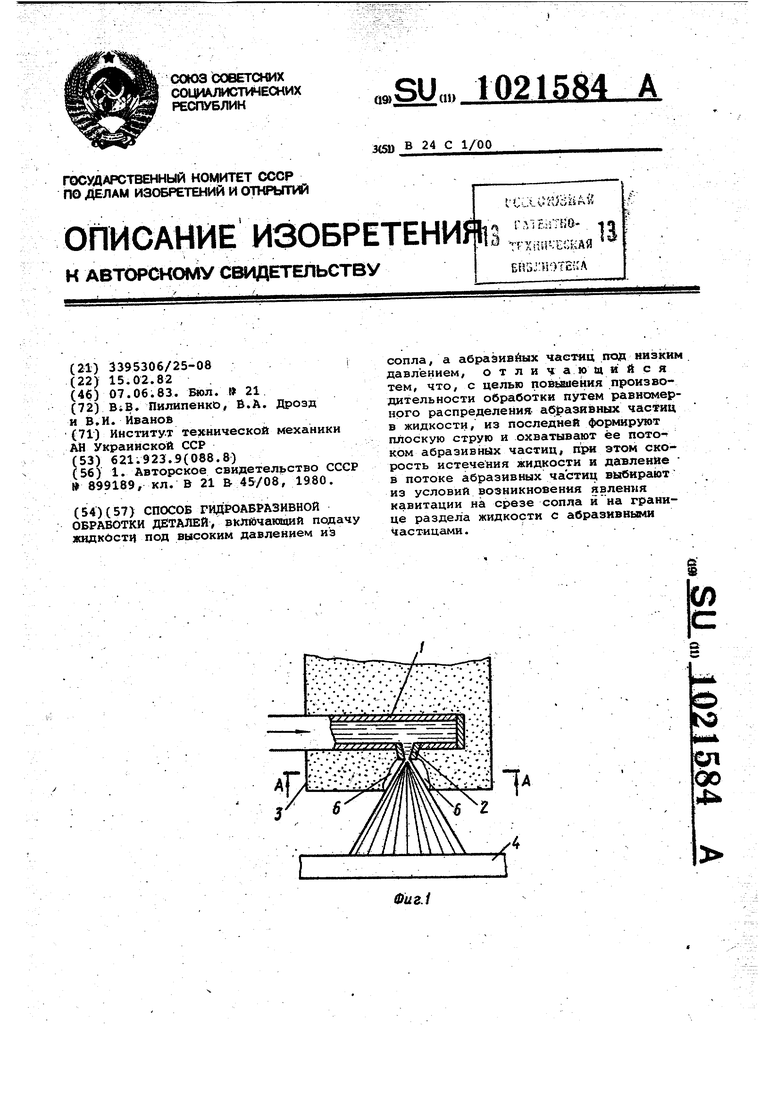
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
