(54) СПОСОБТИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ
1
Изобретение относится к металлургии, в частности к прокатному производству, и может быть использовано для удаления преимущественно вторичной (прокатной) окалины с поверхности холодного металла, например, при зачистке перед сваркой, перед холодной прокаткой горячекатаного листа, а также перед нанесением различных покрытий, в том числе металлических, или краски.
Известен способ гидроабразивной очистки холодного металла от окалины, включающий раздельную подачу высоконапорной струи жидкости и пульпы, содержащей гидроабразивный материал, и смешение их в процессе подачи на очищаемую поверхность металла 1.
Недостатком известного способа является низкая эффективность очистки ввиду затрудненных условий внедрения абразивной пульпы в струю жидкости высокого давления и снижения за счет этого кинетической энергии удара пульпы о поверхность зачищаемого металла.
Целью изобретения является интенсификация очистки путем улучшения условий внедрения пульпы в жидкость.
Поставленная цель достигается тем, что согласно способу гидроабразивной очистки металла от окалины, включающему раздельную подачу высоконапорной жидкости и пульпы, содержащей гидроабразивный материал, и смещение их в процессе подачи на очищаемую поверхность, жидкость подается в режиме пульсаций давления.
Например, жидкость может подаваться в режиме срывной кавитации с частотой отрыва кавитационных каверн 300-2000 Гц.
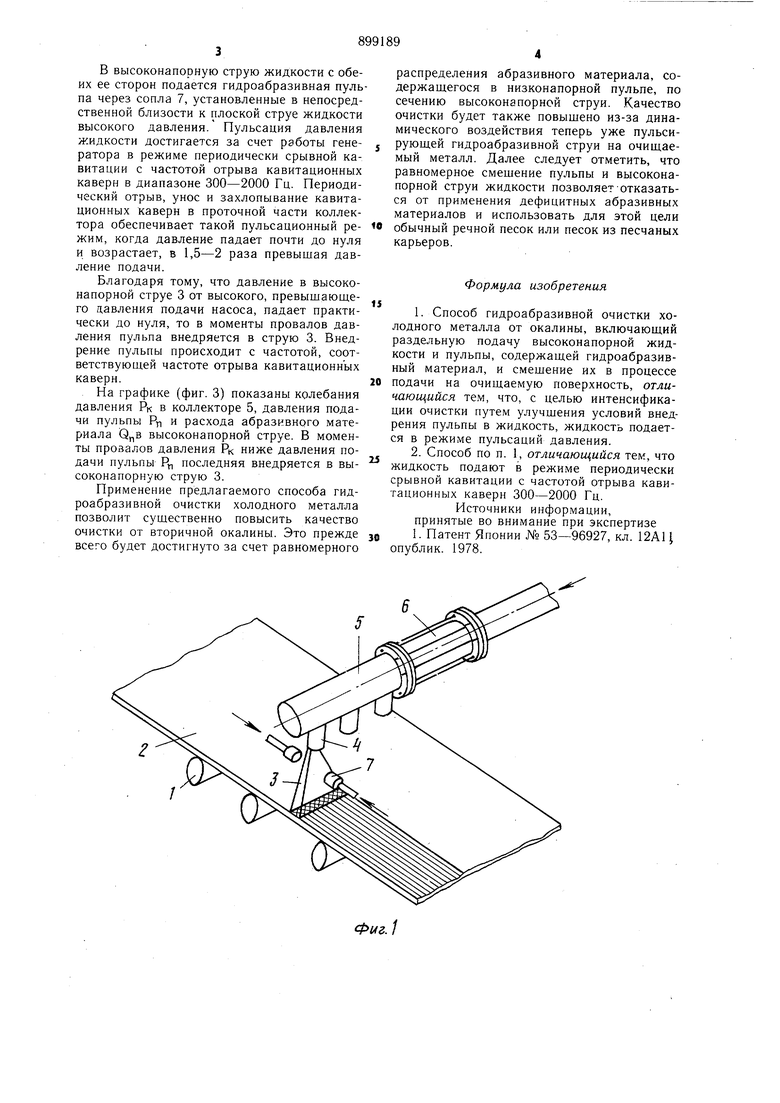
На фиг. 1 показано устройство, реализующее способ в случае очистки листового проката; на фиг. 2 - то же, вид сбоку; на фиг. 3 -совмещенные зависимости изменения во времени давления в коллекторе и расхода абразива пульпы.
Способ осуществляется следующим образом.
На движущуюся по рольгангу 1 полосу 2 подают высоконапорную струю 3 жидкости через сопла 4 коллектора 5. При этом жидкость подают в режиме пульсации давления, которая создается генератором 6 кавитационнЫх колебаний, установленным перед коллектором 5. В высоконапорную струю жидкости с обеих ее сторон подается гидроабразивная пульпа через сопла 7, установленные в непосредственной близости к плоской струе жидкости высокого давления. Пульсация давления жидкости достигается за счет работы генератора в режиме периодически срывной кавитации с частотой отрыва кавитационных каверн в диапазоне 300-2000 Гц. Периодический отрыв, унос и захлопывание кавитационных каверн в проточной части коллектора обеспечивает такой пульсационный режим, когда давление падает почти до нуля и возрастает, в 1,5-2 раза превыщая давление подачи.
Благодаря тому, что давление в высоконапорной струе 3 от высокого, превышающего давления подачи насоса, падает практически до нуля, то в моменты провалов давления пульпа внедряется в струю 3. Внедрение пульпы происходит с частотой, соответствующей частоте отрыва кавитационных каверн.
На графике (фиг. 3) показаны колебания давления РК в коллекторе 5, давления подачи пульпы РП и расхода абразивного материала высоконапорной струе. В моменты провалов давления РК ниже давления подачи пульпы Pfi последняя внедряется в высоконапорную струю 3.
Применение предлагаемого способа гидроабразивной очистки холодного металла позволит существенно повысить качество очистки от вторичной окалины. Это прежде всего будет достигнуто за счет равномерного
Формула изобретения
1.Способ гидроабразивной очистки холодного металла от окалины, включающий раздельную подачу высоконапорной жидкости и пульпы, содержащей гидроабразивный материал, и смещение их в процессе
подачи на очищаемую поверхность, отличающийся тем, что, с целью интенсификации очистки путем улучщения условий внедрения пульпы в жидкость, жидкость подается в режиме пульсаций давления.
2.Способ по п. 1, отличающийся тем, что жидкость подают в режиме периодически срывной кавитации с частотой отрыва кавитационных каверн 300-2000 Гц.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 53-96927, кл. 12А11 опублик. 1978. распределения абразивного материала, содержащегося в низконапорной пульпе, по сечению высоконапорной струи. Качество очистки будет также повышено из-за динамического воздействия теперь уже пульсирующей гидроабразивной струи на очищаемый металл. Далее следует отметить, что равномерное смещение пульпы и высоконапорной струи жидкости позволяет-отказаться от применения дефицитных абразивных материалов и использовать для этой цели обычный речной песок или песок из песчаных карьеров, 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| Способ удаления окалины с поверхности нагретого металла | 1977 |
|
SU621416A1 |
| Способ гидроабразивной обработки деталей | 1982 |
|
SU1021584A1 |
| Способ очистки изделий и устройство для его осуществления | 1986 |
|
SU1366238A1 |
| Установка для мойки трубопроводов пульсирующей жидкостью | 1975 |
|
SU597443A1 |
| Способ удаления окалины с поверхности нагретого металла | 1985 |
|
SU1386324A1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414308C1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2524603C2 |
| Способ получения импульсов давления жидкости и устройство для его осуществления | 1985 |
|
SU1263368A1 |

,Qn,
Фиг. д
