Изобретение относится к очистке поверхности металлов от окалины.
Известен способ гидроабразивной очистки холодного металла от окалины, заключающийся в очистке металла от окалины высоконапорной жидкостью и пульпой, содержащей гидроабразивный материал, и в смешивании их в процессе подачи на очищенную поверхность, жидкость подается в режиме пульсаций давления. При этом жидкость подают в режиме периодически срывной кавитации с частотой отрывa кавитационных каверн 300-2000 Гц.
Недостатком этого способа является неудовлетворительное качество очищенной поверхности металла в связи с тем, что не удален дефектный подокалинный слой, обладающий пониженной пассивируемостью вследствие обеднения при окислении легирующими элементами.
Неудаление подокалинного слоя обуславливает дальнейшее неравномерное окисление поверхности металла при термической обработке в проходных печах, что приводит к пятнистой поверхности полос. В итоге ухудшается товарный вид и снижается выход готового нержавеющего листа с высокой группой отделки поверхности.
Целью предлагаемого изобретения является повышение качества очистки поверхности нержавеющей стали путем удаления и подокалинного слоя.
Цель достигается тем, что в способе гидроабразивной очистки холодного металла от окалины (авт.св. СССР N 899189) высоконапорную жидкость подают под давлением 15-32 МПа, пульпу подают концентрацией 30-60% а их смесь направляют под углом к продольной оси обрабатываемой поверхности равным 30-90о.
Способ включает раздельную подачу высоконапорной жидкости и пульпы, содержащей гидроабразивный материал, и смещение их в процессе подачи на очищаемую поверхность, при этом жидкость подается в режиме пульсаций давления. Жидкость подают в режиме периодически срывной кавитации с частотой отрыва кавитационных каверн 300-2000 Гц.
Высоконапорную жидкость подают под давлением 15-32 МПа, пульпу концентрацией 36-60% а их смесь направляют под углом к продольной оси обрабатываемой поверхности равным 30-90о.
Сравнительный анализ известного технического решения и предлагаемого не обнаружил у них сходных признаков, следовательно, предлагаемый способ соответствует критерию "новизна".
Способ осуществляется следующим образом.
На движущуюся по рольгангу полосу подают высоконапорную струю жидкости под давлением 15-32 МПа через сопла коллектора. При этом жидкость поступает в режиме пульсации давления, которая создается генератором кавитационных колебаний, установленным перед коллектором.
В высокопарную струю жидкости с обеих сторон подается через сопла гидроабразивная пульпа с концентрацией 30-60% установленная в непосредственной близости к плоской струе жидкости высокого давления. Смесь высоконапорной струи жидкости и гидроабразивной пульпы направляют под углом 30-90о к продольной оси обрабатываемой поверхности.
Пульсация давления жидкости достигается за счет работы генератора в режиме периодически срывной кавитации с частотой отрыва кавитационных каверн в диапазоне 300-2000 Гц. Благодаря тому, что давление в высоконапорной струе от высокого, превышающего давление подачи насоса, падает практически до нуля, то в моменты провалов давления пульпа внедряется в струю. Внедрение пульпы происходит с частотой, соответствующей частоте отрыва кавитационных каверн.
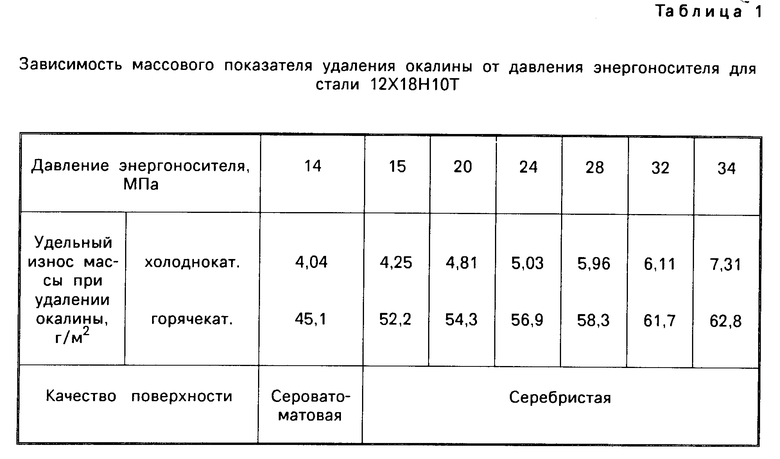
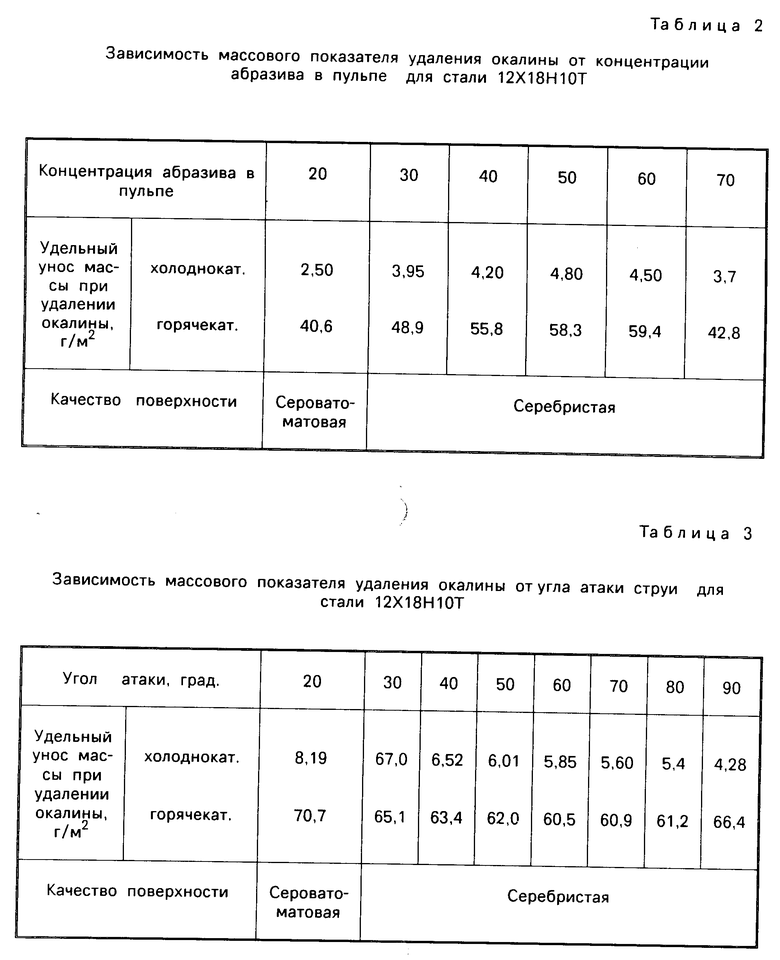
При очистке окалины при давлении высоконапорной жидкости ниже 15 МПа, концентрации абразива в пульпе ниже 30% и угле атаки струи свыше 90о поверхность металла получается серовато-матовая, что свидетельствует о наличии дефектного слоя. При давлении высоконапорной жидкости выше 32 МПа, концентрации абразива в пульпе выше 60о и угла атаки струи ниже 30о проводить очистку нецелесообразно, так как вместе с дефектным слоем удаляется слой металла.
Применение предлагаемого способа гидроабразивной очистки холоднокатанного металла позволит существенно повысить качество очистки от окалины.
П р и м е р. Обрабатывают холоднокатанные и горячекатанные образцы из стали 12Х18Н10Т размером 50х50. Жидкость подается под давлением в разбеге от 14 МПа до 34 МПа; давление в потоке абразивных частиц не более 0,02 МПа. В высоконапорную струю жидкости с обеих ее сторон подается гидроабразивная пульпа с концентрацией с 20% до 70% Смесь высоконапорной струи жидкости и гидроабразивной пульпы направляют под углом 20-90о к продольной оси обрабатываемой поверхности. Скорость передвижения образцов 2 м/мин.
При кавитационной импульсной гидроабразивной обработке наблюдается непрерывный рост производительности в исследованном диапазоне давлений (табл.1). Следует отметить, что при давлении 12 МПа наблюдается некоторое снижение производительности, однако, при дальнейшем повышении давления производительность обработки возрастает с той же интенсивностью. При повышении концентрации абразива в пульпе съем металла возрастает, что благоприятно сказывается на производительности процесса и качестве очистки от окалины (табл.2).
Одновременно на зависимость производительности от угла атаки существенное влияние оказывают свойства материалов (табл.3). Так, для пластичных материалов максимум износа наблюдается в области малых углов атаки и, наоборот, для хрупких материалов характерна монотонно возрастающая зависимость с максимумом при угле 90о. Для окалины нержавеющих марок сталей наблюдается смещение оптимального угла атаки к 90о.
Полноту удаления этого слоя оценивали визуально по равномерно серебристой поверхности очищенного металла и минимальным потерям массы в процессе травления. Потери массы при травлении стали 12Х18Н10Т до получения серебристой поверхности несколько увеличиваются и составляют для горяче- и холоднокатаной полосы 60 и 6 г/м2 (при серовато-матовой поверхности 40 и 5 г/м2). Параметры гидроабразивной обработки, обеспечивающие удаление обедненного хромом слоя с получением серебристой поверхности горячекатаных и холоднокатаных полос, должны находиться в пределах
Давление воды энергоносителя, МПа 15-32
Концентрация абразива в пульпе, 30-60 Угол атаки, град. 30-90
Ниже предлагаемых пределов параметров очистки поверхность металла получается серовато-матовой. Выше верхних пределов очистку проводить нецелесообразно, так как вместе с дефектным слоем удаляется слой металла.
Применение предлагаемого способа обеспечит удаление с поверхности нержавеющих сталей дефектного слоя металла, обедненного хромом, что приведет к повышению коррозионной стойкости нержавеющей стали, улучшению качества поверхности и увеличению выхода холоднокатаного нержавеющего листа с высокой группой отделки поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| Способ удаления окалины с поверхности нагретого металла | 1977 |
|
SU621416A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| Способ очистки изделий и устройство для его осуществления | 1986 |
|
SU1366238A1 |
| Способ гидроабразивной обработки деталей | 1982 |
|
SU1021584A1 |
| Способ удаления окалины с поверхности нагретого металла | 1985 |
|
SU1386324A1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414308C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ | 2006 |
|
RU2323078C2 |
Использование: при очистке проката от окалины, в частности, гидроабразивным способом, и позволяет улучшить качество очищенной поверхности нержавеющей стали за счет удаления дефектного подокалинного слоя. Сущность изобретения: на движущийся по рольгангу прокат подают высоконапорную струю жидкости под давлением 15-32 МПа через сопла коллектора в пульсирующем режиме. В указанную струю с обеих сторон подается гидроабразивная пульпа с концентрацией 30-60% Полученную смесь направляют под углом 30-90° к продольной оси обрабатываемой поверхности. 3 табл.
СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ, включающий раздельную подачу абразивной пульпы и высоконапорной жидкости, которую направляют в режиме пульсации давления, и смещение их в процессе подачи на обрабатываемую поверхность, отличающийся тем, что высоконапорную жидкость подают под давлением 15-32 МПа, абразивную пульпу концентрации 30-60% а их смесь направляют под углом 30-90o к продольной оси обрабатываемой поверхности.
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
