Изобретение относится к гидроабразивной обработке внутренних поверхностей изделий, в частности к способам очистки труб малого диаметра.
Цель изобретения - повышение эффективности очистки и упрощение контроля за процессом очистки труб.
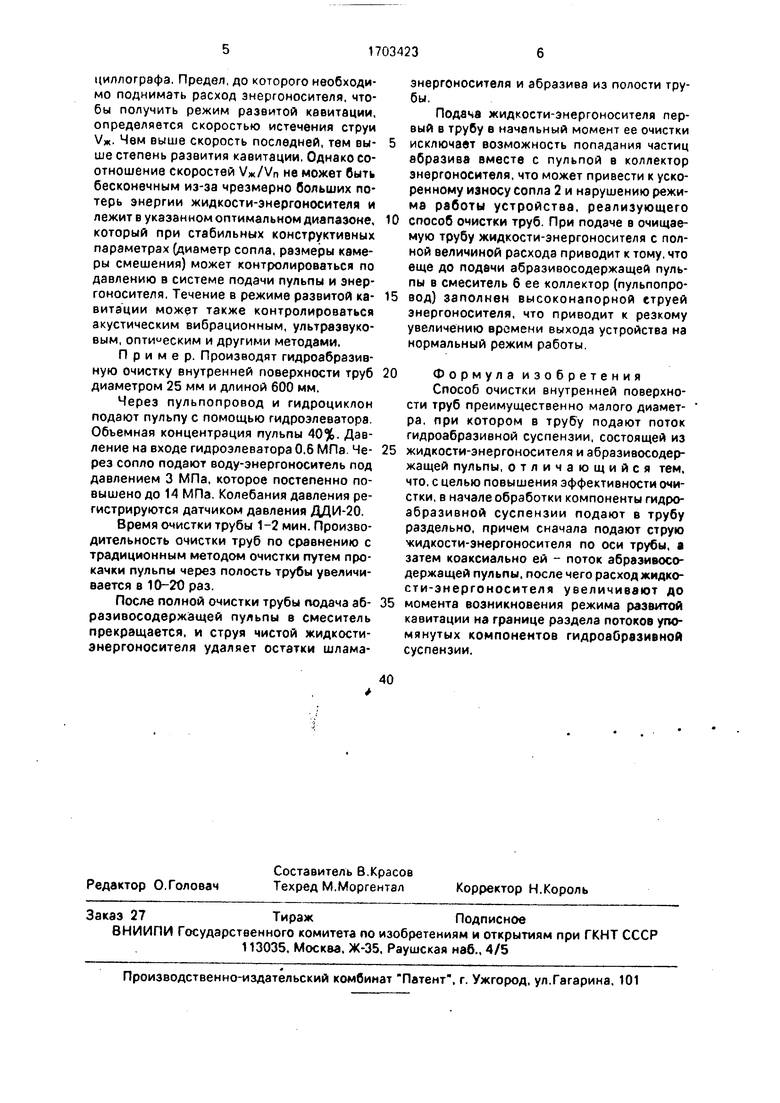
На чертеже представлена схема реализации способа.
Из коллектора 1 высокого давления через струеформирующее сопло 2 по оси очищаемой трубы 3 подают струю 4 жидкости-энергоносителя, например воды, небольшого расхода, а коаксиально ей из пульпопровода 5 через смеситель 6 подают кольцевой поток 7 абразивосодержащей пульпы постоянного расхода, После подачи пульпы в трубу 3 расход жидкости-энергоносителя постепенно увеличивают посредством дросселя до момента возникновения режима развитой кавитации на границе раздела потоков 8. Возникновение режима развитой кавитации определяют по началу колебаний давления в потоке абразивосодержащей пульпы при помощи датчика 9 давления, установленного на корпусе смесителя, или по вибрациям очищаемой трубы 3 при помощи известных виброизмеритель- ных приборов.
В результате возникновения режима развитой кавитации вокруг струи жидкости- энергоносителя, после выхода ее из сопла 2, появляются кавитационные образования (каверны). Зародившись на границе раздела потоков жидкости-энергоносителя и пульпы, кавитационная каверна быстро растет, достигает максимального размера и захлопывается, вызывая гидроударное повышение давления, распространяющееся по длине очищаемой трубы. После захлопыва- ния одной кавитационной каверны через доли секунды там же появляется и начинает расти следующая каверна и т.д. При тахом кавитационном режиме течения смеситель в устройстве, реализующем способ, как бы становится генератором гидроударных колебаний (импульсов) давления и расхода в потоке жидкости.
Ударные волны, возникающие при за- хлопывании каждой каверны, со скоростью звука в гидроабразивной смеси распространяются по очищаемой трубе к. выходу из нее. Частота кавитационных импульсов находится в пределах 50-2500 Гц и определяется геометрическими размерами сопла и внутренней полости смесителя, а также зависит от давления в потоках пульпы и энергоносителя и соотношения их расходов. С увеличением давл ения и расхода частота импульсов увеличивается.
Описанный режим течения соответствует режиму работы струйного насоса (эжектора) в режиме кавитационных колебаний, В результате работы в таком режиме еще до
выхода из смесителя происходит полное смешение жидкости-энергоносителя и абразивосодержащей пульпы, а по длине очищаемой трубы непрерывно следуют колебания (импульсы) давления и расхода.
0 Благодаря последнему абразивные частицы . производят микрофрезерование, присущее гидроабразивной обработке, и обусловленное движением (с кольцеванием) абразивного материала по внутренней поверхности
5 очищаемой трубы. Кроме того, из-за непрерывно следующих друг за другом импульсов давления и расхода каждой абразивной частице дополнительно сообщается кинетическая энергия в радиальном направлении
0 трубы. В результате этого частицы абразива совершают движение в направлениях, не совпадающих с осью трубы. Такое сложное движение абразивных частиц приводит к изменению угла встречи (атаки) их с очищае5 мой поверхностью, в связи с чем угол встречи отличный от нуля. Следствием этого будет интенсификация процесса очистки. выражающаяся в существенном повышении производительности процесса очистки и
0 равномерности очистки по всей длине трубы, так как возникающие в смесителе 6 гидроударные импульсы ввиду несжимаемой жидкой среды гидроабразивной суспензии распространяются в ней со скоростью звука
5 до выхода из трубы.
В устройстве, реализующем предлагаемый способ очистки, режим развитой кавитации обеспечивается следующим образом. Расход абраэивосодержащей пульпы и
0 максимальный расход жидкости-энергоносителя выбирают примерно равными. Это необходимо для обеспечения оптимальной концентрации абразива в потоке после смешения пульпы и энергоносителя.
5 Площадь выходного сечения сопла 2 выбирают такой,чтобы скорость струи жидкости-энергоносителя Уж на срезе сопла 2 при ее максимальном расходе была в 10-25 раз выше скорости подсасываемой абразивосо0 держащей пульпы Vn.
Далее в трубу подают небольшой расход жидкости-энергоносителя (20-25% от его максимального значения), а затем пяав- но (в течение 2-5 с) увеличивают расход
5 энергоносителя до максимума. В этом случае, после выхода на режим, очищаемая труба сразу же издает специфичный кавитационный шум, а датчик давления регистрирует пульсации давления, которые можно наблюдать, например, на экране осциллографа. Предел, до которого необходимо поднимать расход энергоносителя, чтобы получить режим развитой кавитации, определяется скоростью истечения струи /ж. Чем выше скорость последней, тем вы- ше степень развития кавитации, Однако соотношение скоростей VWVn не может быть бесконечным из-за чрезмерно больших потерь энергии жидкости-энергоносителя и лежит в указанном оптимальном диапазоне, который при стабильных конструктивных параметрах (диаметр сопла, размеры камеры смешения) может контролироваться по давлению в системе подачи пульпы и энергоносителя, Течение в режиме развитой ка- витации может также контролироваться акустическим вибрационным, ультразвуковым, оптииеским и другими методами.
Пример. Производят гидроабразивную очистку внутренней поверхности труб диаметром 25 мм и длиной 600 мм.
Через пульпопровод и гидроциклон подают пульпу с помощью гидроэлеватора. Объемная концентрация пульпы 40%. Давление на входе гидроэлеватора 0,6 МПа. Че- рез сопло подают воду-энергоноситель под давлением 3 МПа, которое постепенно повышено до 14 МПа. Колебания давления регистрируются датчиком давления ДДИ-20.
Время очистки трубы 1-2 мин. Производительность очистки труб по сравнению с традиционным методом очистки путем прокачки пульпы через полость трубы увеличивается в 10-20 раз.
После полной очистки трубы подача аб- разивосодержащей пульпы в смеситель прекращается, и струя чистой жидкости- энергоносителя удаляет остатки шламаэнергоносителя и абразива из полости трубы.
Подача жидкости-энергоносителя первый в трубу в начальный момент ее очистки исключает возможность попадания частиц абразива вместе с пульпой в коллектор энергоносителя, что может привести к ускоренному износу сопла 2 и нарушению режима работы устройства, реализующего способ очистки труб. При подаче в очищаемую трубу жидкости-энергоносителя с полной величиной расхода приводит к тому, что еще до подачи абразивосодержащей пульпы в смеситель 6 ее коллектор (пульпопровод) заполнен высоконапорной струей энергоносителя, что приводит к резкому увеличению времени выхода устройства на нормальный режим работы.
Формула изобретения Способ очистки внутренней поверхности труб преимущественно малого диаметра, при котором в трубу подают поток гидроабразивной суспензии, состоящей из жидкости-энергоносителя и абразивосодержащей пульпы, отличающийся тем. что, с целью повышения эффективности очистки, в начале обработки компоненты гидроабразивной суспензии подают в трубу раздельно, причем сначала подают струю жидкости-энергоносителя по оси трубы, а затем коаксиально ей - поток абразивосодержащей пульпы, после чего расход жидкости-энергоносителя увеличивают до момента возникновения режима развитой кавитации на границе раздела потоков упомянутых компонентов гидроаОразивной суспензии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидроабразивной очистки холодного металла от окалины | 1980 |
|
SU899189A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| Абразивоструйное устройство | 1984 |
|
SU1268391A1 |
| СПОСОБ ГИДРОКАВИТАЦИОННОЙ ОЧИСТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2524603C2 |
| Абразивоструйное устройство | 1987 |
|
SU1437203A1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ВСЕВОЗМОЖНЫХ ПОКРЫТИЙ И ЗАГРЯЗНЕНИЙ С ИСПОЛЬЗОВАНИЕМ ГИДРОКАВИТАЦИОННОГО ЭФФЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2421285C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ АКУСТИЧЕСКИХ КОЛЕБАНИЙ В ТЕКУЧЕЙ СРЕДЕ И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476261C1 |
| Устройство и способ для гидродинамической очистки поверхностей на основе микрогидроударного эффекта | 2016 |
|
RU2641277C1 |
| СПОСОБ ГИДРОДИНАМИЧЕСКОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ОБЪЕКТОВ ПОД ВОДОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376193C1 |
| Установка для гидроабразивной обработки | 1983 |
|
SU1143581A1 |
Изобретение относится к гидооабоазив- ной обработке внутренних поверхностей изделий, в частности к способам очистки труб малого диаметра. Цель изобретения - повы- эффективности очистки и упрощение контроля за процессом очистки труб. Спо,8ода-энергоноситыь I/ соб заключается в подаче потока гидроабразивной суспензии, состоящей из жидкости- энергоносителя, например воды, и абразивосодержащей пульпы, в трубу 3. Причем в начальный момент процесса очистки компоненты суспензии подают в трубу раздельно: сначала по оси трубы струю жидкости-энергоносителя 4, а затем коаксиаль- но ей поток 7 абразивосодержащей пульпы. После этого расход жидкости-энергоносителя увеличивают до момента возникновения режима развитой кавитации на границе раздела потоков 8 компонентов суспензии. Момент возникновения режима развитой кавитации на границе раздела потоков определяют по началу колебаний давления в потоке абразивосодержащей пульпы при помощи датчика давления 9. установленного в корпусе смесителя в. t з.п. ф-лы. 1 ил. Абраэивсодерлаща пульпа to С 3 К ю СА 6
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 0 |
|
SU384652A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
