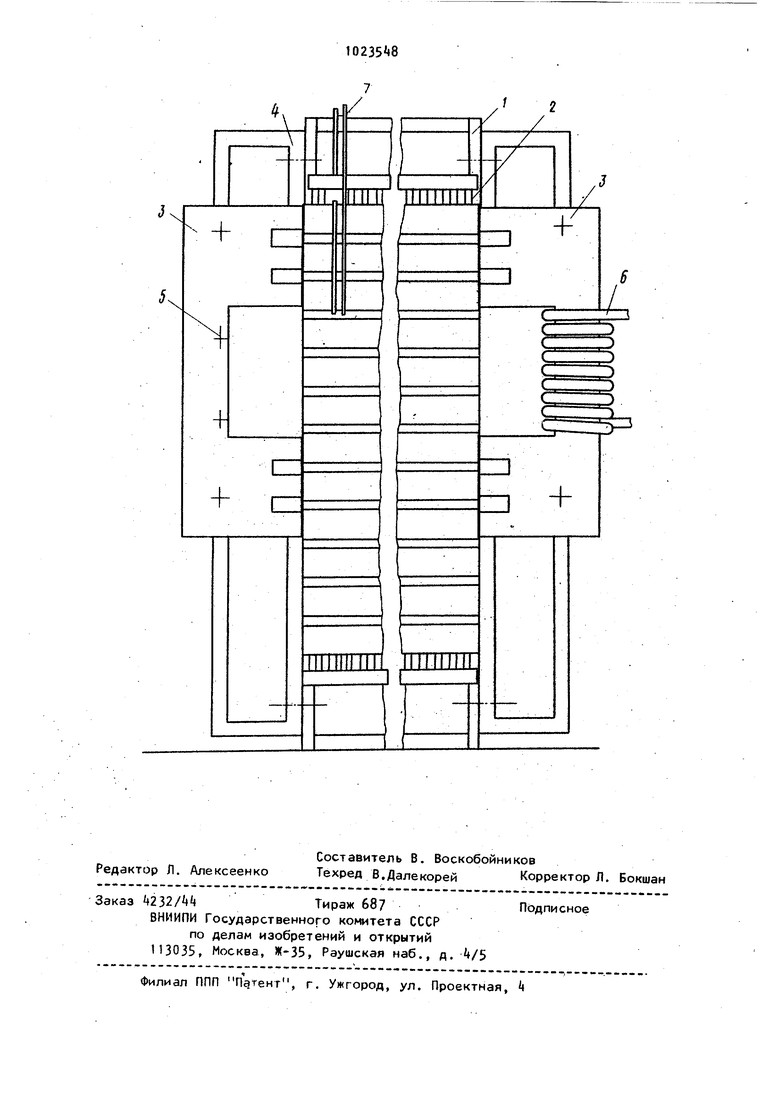
t Изобретение относится к технологии изготовления разъемных статоров электрических машин, преимущественно гидрогенераторов, и может быть использовано в электротехнической промышленности. Известен способ изготовления разъ емного статора электрической машины, преимущественно гидрогенератора, включающий изготовление секторов ста- Ю тора, сборку их в кольцо и тепловы и электромагнитные испытания путем создания .переменного магнитного по ка в замкнутом контуре lj . Недостатками известного способа являются низкая производительность значительная мощность источника пи тания, используемого для тепловых электромагнитных испытаний. Для проведений тепловых и элект магнитных испытаний требуется, чт бы все секторы статора согласно из вестному способу изготовления был собраны в кольцо. Обычно в крупном статоре гидрогенератора шесть секторов, все должны быть собраны и готовлены к испытанию одновременно т.е. из производственного процесса исключается последовательность в выполнении секторов. В дальнейшем после испытания все секторы подлех ат переводу их на обмоточный участок для укладки обмотки. Однако по условиям производства на любом предприятии нет возможности параллельно вести работы на всех секторах. Это значит, что работы практически ведутся только на неко торых из них, другие ждут -своей очереди, загромождая цех. Все это н позволяет осуществить непрерывный произведетвенный процесс изготовления статора. Мощность источника питания, требуемая для намагничивания статора, достигает в крупных гидрогенераторах нескольких тысяч киловопьтампер. При однофазном характере нагрузки очень трудно получить источник питания такой мощности,из-за больших значений тока и напряжения приходится использовать для намагничивающей обмотки высоковольтные кабели большого сечения. Намотка нескольких десятков витков такого кабеля на статор при общей их длине порой несколько сот метров - трудоемкая и сложная опера ция. Кабель приходится мотать из .отдельных кусков, соединять последние с помощью специальных наконечников. По условиям безопасности во вр1емя испытаний прекращается работа на территории цеха, прилегающей к месту проведения испытаний, и по всей трассе прокладки кабелей от стенда до статора. С учетом затрат на подготовительные работы и опробывание схемы значительное время выпадает из рабочего ресурса, что также не позволяет производить непрерывный процесс изготовления статора. Цель изобретения - повышение производительности за счет обеспечения непрерывного процесса изготовления статора, а также снижение мощности источника питания. Поставленная цель достигается тем, что согласно способу изготовления разъемного статора электрической машины преимущественно гидрогенератора, включающему изготовление секторов статора, сборку их в кольцо и тепловые и электромагнитные испытания путем создания переменного магнитного потока в замк:нутом контуре, тепловые и электромагнитные испытания проводят до сборки секторов статора в кольцо. Кроме того, тепловые и электромагнитные испытания проводят по отдельным участкам, расположенным по длине сектора статора. На чертеже показан замкнутый м агнитный контур при испытаниях нескЪльких групп пакетов сектора статора. Способ изготовления разъемного статора электрической машины осуществляется следующим образом. Известными методами изготавливают секторы статора электрической машины, состоящие из корпуса 1, на котором собирают сердечник 2, состоящий из отдельных пакетов, например из двенадцати пакетов. До сборки секторов статора в кольцо проводят тепловые и электромагнитные испытания в следующей последовательности. Устанавливают секторы статора с запрессованным сердечником в вертикальном положении в зоне, обеспечивающей свободный .доступ к сектору всей его периферии.Закрепляют его к полу и заземляют. Проверяют источник питания, подводят с торцов сектора внешние индукторы 3 и устанавливают их на рамах k таким образом, чтобы совместить тооцовые поверхности зубцов индуктора с торцами испытуемых пакетов сердечника 2 по всей плоскости последних. При этом следят за тем, чтобы несовпадение по высоте сопрягаемых пакетов сердечника и магнитопроводов не превосходило 259 величин вентиляционного канала статора, закрепляют внешние индукто- ю ры чере мягкие прокладки на рамах k крепежными элементами 5. Проверяют сопротивления изоляции намагничиваЮ1цей обмотки 6 индуктора. Устанавпивдют контрольную обмотку 7. Соби- 15 рают электрическую схему измерений предусматривая измерение следукяцих величин тока и напряжения на намагничивающей обмотке индуктора, активной мощности в цепи питания, напряжения на контрольной обмотке, температуры сердечника и вибрации сердечника. Устанавливают, в зубцах и спинке испытуемых пакетов сердечника тё мопары. Устанавливают вблизи внутрен ней поверхности сердечника статора ртутные термометры для измерения тем пературы охлаждающего воздуха. Устанавливают ограждейия вокруг сектора статора и стола с измерительными приборами. Устанавливают связь с испытательной станцией. Запускают источник питания - агрегат испытательной станции, .устанавливают номинальную .частоту вращения агрегата. Включают источник питания - синхронный генера тор агрегата на намагничивающую обмот индуктора. Путем постепенного увеличения тока возбуждения синхронного генератора медленно повышают напряжение на намаг ничивающей обмотке, контролируя ток в ней, до достижения на контрольной обмотке расчетного значения напряже-ния соответствующего плотности магнитного потока е замкнутом магнитном контуре 1 Тс. При этом установившемся значении индукции производят измерение по все приборам и термопара,м и производят записи показаний . . Постепенным поднятием напряжения на намагничивающей обмотке доводят Ш плотность магнитного потока в замкнутом магнитном контуре-АО If Тс, . указанное значение индукции определяют по напряжению на контрольной обмот ке. С момента достижения установившегося значения индукции 1, Тс ведут nenps-рывно в течение ЦЗмин режим намагничивания пакетов, производя с интервалом 15 мин отсчеты по всем измерительным приборам и термопарам. Производят запись результатов измерений. По окончании указанного испытаний быстро снимают напряжение, отключают источник питания и останавливают агрегат на испытательной станции. Обмотку заземляют. Производят ощупывание всех зубцов испытавших ся пакетов сердечника и в случае обнаружения повышенного нагрева определяют с помощью контактной термопары величину перегрева, производят, обработку результатов измерений на . соответствие качества сборки испытываемих пакетов, После окончания испытания двуХ групп пакетов или пары пакетов устанавливают внешние индукторы в новое положение по высоте сектора и повторяют испытания при замыкании двух групп пакетов или другой пары пакетов, продолжая их до завершения испытаний всех пакетов сектора. Использование внешних индукторов ц малая потребляемая ими мощность ПОЗВОЛЯЮТ проводить испытание секторов с минимальными Затратами на их. подготовку. В случае выявленного дефекта задерживается производство только одного .сектора, а не всего статора, при этом обеспечивается непрерывнь1й процесс производства секторов поточным методом. Изобретение позволяет повысить производительность изготовления разъемных статоров электрических машин за счёт обеспечения непрерывного процесса изготовления, а также снизить мощность источника питания при проведении тепловых и электромагнитных испытаний разъемных статоров. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ МАГНИТНОГО СОСТОЯНИЯ СТАТОРА ПОГРУЖНОГО АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ (ПЭД) | 2005 |
|
RU2319160C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| МОДУЛЬНАЯ СИСТЕМА ВОЗБУЖДЕНИЯ | 2014 |
|
RU2570811C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437203C1 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| ЭЛЕКТРИЧЕСКАЯ РЕДУКТОРНАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416858C1 |
| ЭЛЕКТРИЧЕСКАЯ РЕДУКТОРНАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437198C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437199C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНОГО СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ преимущественно гидрогенератора. включающий изготовление секторов ста.тора, сборку их в кольцо и тепловые и электромагнитные испытания путем создания переменного магнитного потока в замкнутом контуре, о т л и чающийся тем, что, с целью повышения производительности за счет обеспечения непрерывного процесса изготовления статора, а также снижения мощности источника питания, испытания проводят до сборки секторов статора в кольцо. 2. Способ по П.1, о т л и ч а ю- , щ и и с я тем, что тепловые и электромагнитные испытания проводят по отдельным участкам, расположенным по длине сектора статора. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Южный Ю | |||
| Э | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| М., Энергия, 1976, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
