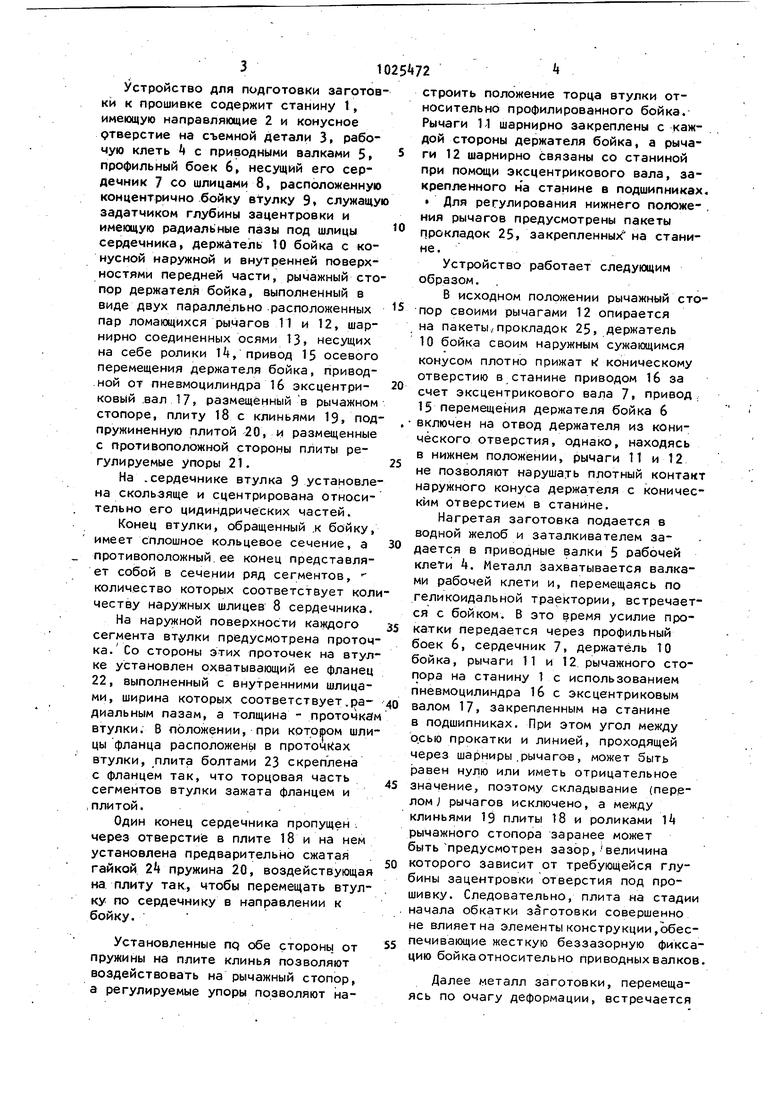
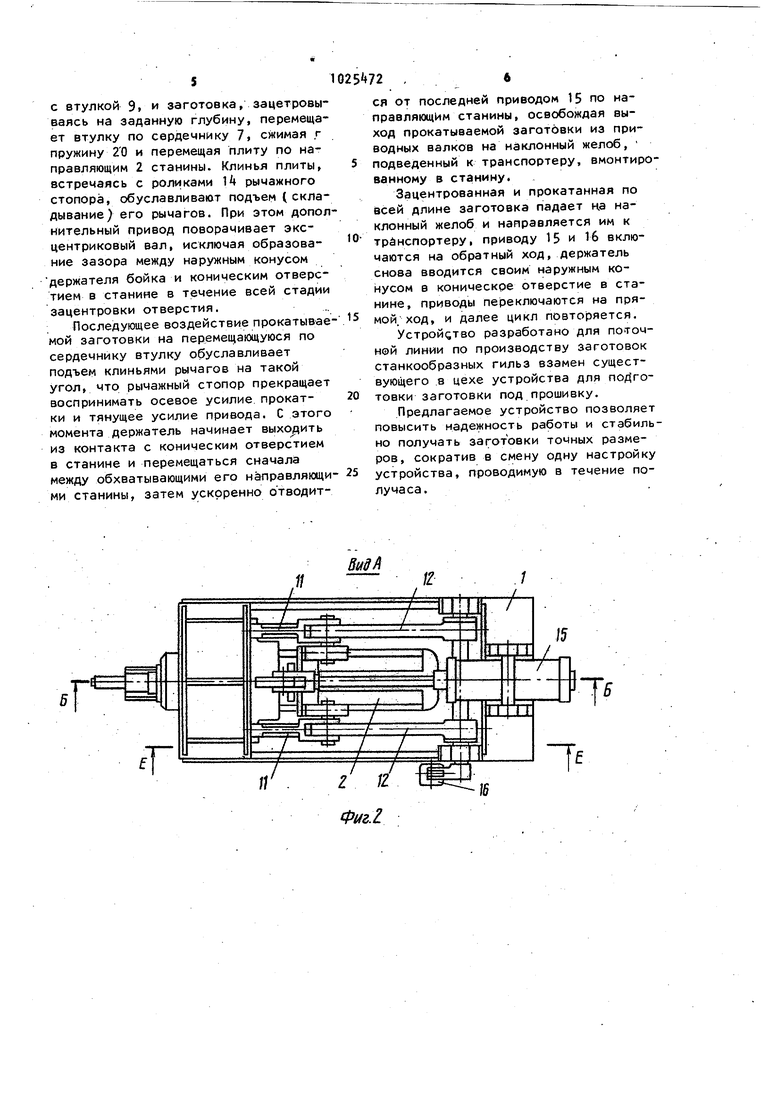
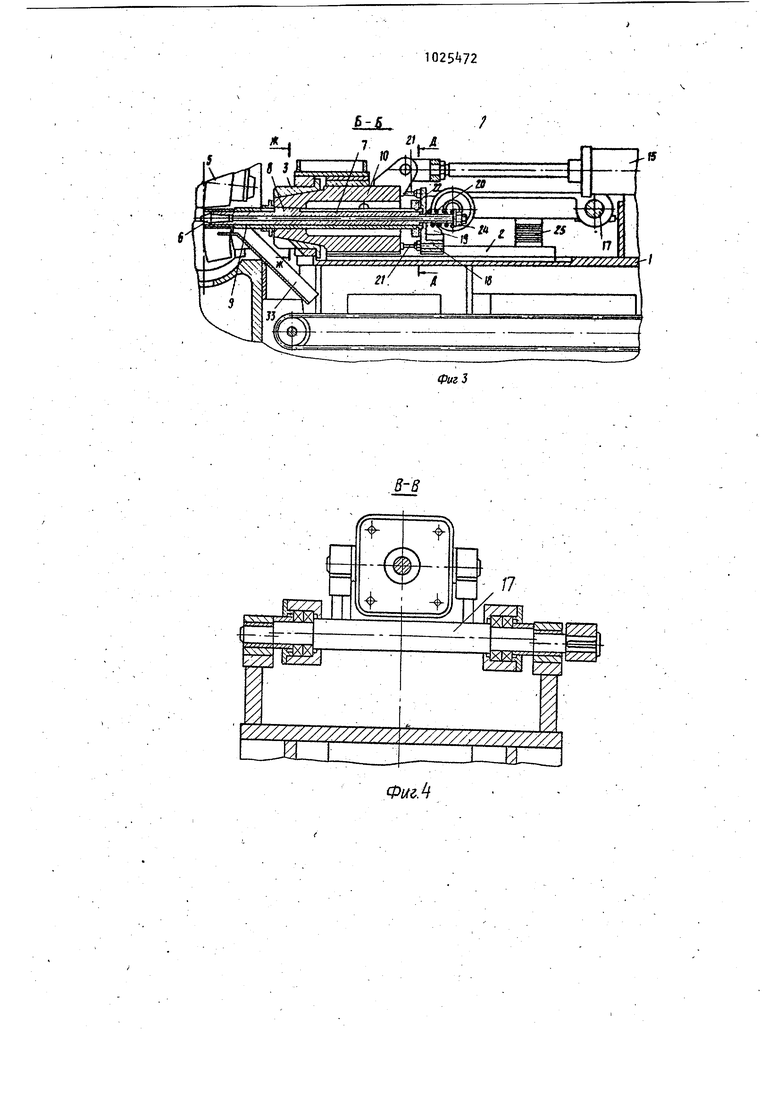
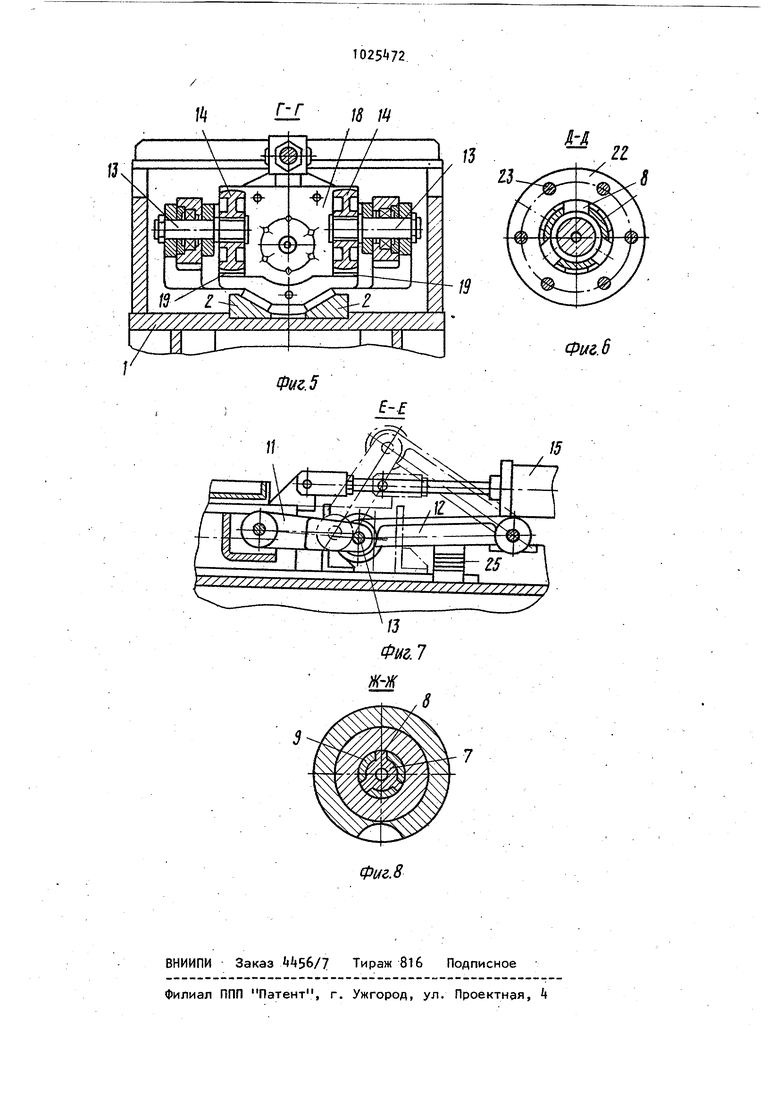
1 Изобретение относится к обработк металлов давлением и мо)|ет быть использовано при изготовлении горячек танных бесшовных труб, полых издели с дном типа стакан и т.п. Известно устройство для подготовки заготовки к прошивке, содержащее пневматический зацентровщик с зажимо в виде трехрычажного центрователя. В процессе подготовки заготовки к прошивке (зацентровке она удерживается неподвижно зажимом, а углубление на ее переднем торце выполняет ся подвижным бойком пневматического зацентровщика } 1 Устройство такой конструкции имеет существенные недостатки: эксцентр ситет зацентрованного отверстия, как правило, превышает 1, мм, глубина зацентровки - не более 25 мм. Все это приводит к нарушению стабильност процесса прошивки, повышенной разностенности гильз и труб,, интенсивному износу оправок. Известно устройство для подготовки заготовки к прошивке, содержащее трехвалковый калибр и совмещенный. с его осью пуансон в виде прошивной оправки 2 . Известное устройство обладает .низкой производительностью. Наиболее близким к предлагаемому по технической сущности является устройство для подготовки заготовки к прошивке, содержащее станину, приводные валки, сердечник с профильным бойком, держатель бойка с рычажным стопором и с задатчиком глубины зацентровки в виде расположенной концентрично бойку втулки и связанной с ней подпружиненной плиты и привод осевого перемещения держате ля бойка С 3 3 . Недостаток известного устройства состоит в том, что оно не обладает достаточной надежностью в работе, чтобы стабильно обеспечивать точност зацентрованных заготовок. Это объясняется, тем, что подвижные соединения в составной конструкции держателя бойка, опирающегося на цилиндрическу втулку, и сердечника, опирающегося на пяту с регулируемым винтом, интен сивно изнашиваются, так как люфты и зазоры между рычажным стопором и пятой выбираются периодически под дина мическим воздействием прокатки. 72 обуславливающим ударную нагрузку на плиту, упругое сжатие сердечника и, соответственно, взаимное перемещение держателя относительно цилиндрической втулки. В результате износа подвижных соединений фиксация профилированного бойка нарушается, а эксцентричность центрового отверстия по.катываемых заготовок возрастает. Цель изобретения - повышение точности геометрических размеров центровочного отверстия заготовок и надежности в работе путем увеличения жесткости установки бойка. Поставленная цель достигается тем, что в устройстве для подготовки заготовки к прошивке, содержащем станину, приводные валки, сердечник с профильным бойком, держатель бойка с рычажным стопором и с задатчиком глубины зацентровки в виде расположенной концентрично бойку втулки и связанной с ней подпружиненной плиты и привод осевого перемещения держателя бойка, рычажный стопор держателя бойка снабжен приводным эксцентриковым валом, наружная и внутренняя поверхности держателя и соответственно отверстие в станине под держатель выполнены конусными, а часть наружной поверхности сердечника, размещенная в держателе, - конусной со шлицами под радиальные пазы во втулке задатчикаглубины зацентровки. Использование предлагаемого технического решения позволяет повысить точность геометрических размеров центровочного отверстия заготовок и надежность в работе устройства, так как в течение каждой стадии зацентровки заготовки перемещение втулки, задатчика глубины зацентровки по.стационарно закр.епленному в держателе сердечнику обеспечено при жесткой фиксации держателя бойка коническим соединением с использованием рычажного стопора с приводным эксцентриковым валом. На фиг. 1 изображено устройство для подготовки заготовки к пpoшивкe, общий вид} на фиг. 2 - вид пострелкё А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 - разрез на фиг. 1; на фиг. 5 разрез Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 3 (в увеличенном масштабе); на фиг. 7 - разрез Е-Е ,на фиг. 2; на фиг. 8 - сечение Ж-Й на фиг. 3. Устройство для подготовки заготов ки к прошивке содержит станину 1, имеющую направляющие 2 и конусное тверстие на съемной детали 3, рабочую клеть Л с приводными валками 5 профильный боек 6, несущий его сердечник 7 со шлицами 8, расположенную концентрично бойку втулку 9 служащу задатчиком глубины зацентровки и имеющую радиальные пазы под шлицы сердечника, держатель 10 бойка с конусной наружной и внутренней поверхностями передней части, рычажный сто пор держателя бойка, выполненный в виде двух параллельно расположенных пар ломающихся рычагов 11 и 12, шарнирно соединенных осями 13 несущих на себе ролики 14, привод 15 осевого перемещения держателя бойка, привод.ной от пневмоцилиндра 16 эксцентриковый.вал 17, размещённый в рычажном стопоре, плиту 18 с клиньями 19, под пружиненную плитой 20, и размещенные с противоположной стороны плиты регулируемые упоры 21. На .сердечнике втулка 9 установле на скользяще и сцентрирована относительно его цидиндрических частей. Конец втулки, обращенный .к бойку, имеет сплошное кольцевое сечение, а противоположный.ее конец представляет собой в сечении ряд сегментов, количество которых соответствует кол честву наружных шлицев 8 сердечника. На наружной поверхности каждого сегмента втулки предусмотрена проточ ка. Со стороны этих проточек на втул ке установлен охватывающий ее фланец 22, выполненный с внутренними шлицами, ширина которых соответствует.радиальным пазам, а толщина - проточка втулки. В положении, при котором шли цы фланца расположены в проточКах втулки, плита болтами 23 скреплена с фланцем так, что торцовая часть сегментов втулки зажата фланцем и .плитой. Один конец сердечника пропущен . через отверсти1е в плите 18 и на нем установлена предварительно сжатая гайкой 2 пружина 20, воздейст8;ующая на плиту так, чтобы перемещать втулку по сердечнику в направлении к бойку. Установленные пр обе сторонц от пружины на плите клинья позволяют воздействовать на рычажный стопор, а регулируемые упоры позволяют настроить положение торца втулки относительно профилированного бойка. Рычаги 11 шарнирно закреплены с каж- , дои стороны держателя бойка, а рычаги 12 шарнирно связаны со станиной при помощи эксцентрикового вала, закрепленного на станине в подшипниках. Для регулирования нижнего положе-, ния рычагов предусмотрены пакеты прокладок 25, закрепленных на станине. Устройство работает следующим образом. В исходном положении рычажный стопор своими рычагами 12 опирается на пакеты,прокладок 25, держатель 10 бойка своим наружным сужающимся конусом плотно прижат k коническому отверстию в станине приводом 16 за счет эксцентрикового вала 7, привод. 15 перемещейия держателя бойка 6 включен на отвод держателя из конического отверстия, однако, находясь в нижнем положении, рычаги 11 и 12 не позволяют нарушать плотный контакт наружного конуса держателя с коническим отверстием в станине. Нагретая заготовка подается в водной желоб и заталкивателем задается в приводные валки 5 рабочей клети 4. Металл захватывается валками рабочей клети и, перемещаясь по геликоидальной траектории, встречается с бойком. В это время усилие прокатки передается через профильный боек 6, сердечник 7, держатель 10 бойка, рычаги 11 и 12. рычажного стопора на станину 1с использованием пневмоцилиндра 1б с эксцентриковым валом 17, закрепленным на станине в подшипниках. При этом угол между осью прокатки и линией, проходящей через шарниры .рычагов, может быть равен нулю или иметь отрицательное значение, поэтому складывание (перелом рычагов исключено, а между клиньями 19 плиты 18 и роликами lA рычажного стопора заранее может бытьпредусмотрен зазор, величина которого зависит от требующейся глубины зацентровки отверстия под прошивку. Следовательно, плита на стадии начала обкатки заготовки совершенно не влияет на элементы конструкции,обеспечивающие жесткую беззазорную фиксацию бойка относительно приводных валков. Далее металл заготовки, перемещаясь по очагу деформации, встречается с втулкой 9 и заготовка, зацетровьг ваясь на заданную глубину, перемещает втулку по сердечнику 7 сжимая г пружину 20 и перемещая плиту по направляющим 2 станины. Клинья плиты, встречаясь с роликами 14 рычажного стопора, обуславливают подъем ( складывание) его рычагов. При этом допол нительный привод поворачивает эксцентриковый вал, исключая образование зазора между наружным конусом держателя бойка и коническим отверстием в станине в течение всей стадии зацентровки отверстия. Последующее воздействие прокатывае мой заготовки на перемещающуюся по сердечнику втулку обуславливает подъем клиньями рычагов на такой угол, что рычажный стопор прекращает воспринимать осевое усилие прокатки и тянущее усилие привода. С этого момента держатель начинает из контакта с коническим отверстием в станине и перемещаться сначала между обхватывающими его направляющи ми станины, затем ускоренно отводит72 , 6 ся от последней приводом 15 по направляющим станины, освобождая выход прокатываемой заготовки из приводных валков на наклонный желоб, подведенный к транспортеру, вмонтированному в станину. Зацентрованная и прокатанная по всей длине заготовка падает на наклонный желоб и направляется им к транспортеру, приводу 15 и 16 включаются на обратный ход, держатель снова вводится своим наружным конусом в коническое отверстие в станине, приводы переключаются на прямой, ход, и далее цикл повторяется. Устрой(;тво разработано для поточной линии по производству заготовок станкообразных гильз взамен существующего .8 цехе устройства для поДготовки заготовки под прошивку. Предлагаемое устройство позволяет повысить надежность работы и стабильно получать заготовки точных размеров, сократив в смену одну настройку устройства, проводимую в течение получаса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки заготовки под прошивку | 1977 |
|
SU735341A2 |
| Устройство для подготовки заготовки под прошивку | 1976 |
|
SU584919A1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| Устройство для подготовки заготовки под прошивку | 1984 |
|
SU1222339A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ | 2017 |
|
RU2645844C1 |
УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ К ПРОШИВКЕ, содержащее станину, приводные валки, сердечник , с профильным бойком, держатель бойка с рычажным стопором и с задатчиком глубины зацентровки в виде расположенной концентрично бойку втулки и связанной с ней подпружиненной плиты и привод осевого перемещения держателя бойка, отличающееся тем, что, с целью повышения точности геометрических размеров центровочного отверстия заготовок и надежности в работе путем увеличения жесткости установки бойка, рычажный стопор держателя бойка снабжен прив©д«ым эксцентриковым валом, наружная и внутренняя поверхности держателя и соответственно отверстие в станине под держатель выполнены конусными, с S а часть наружной поверхности сердеч(Л ника, размещенная в держателе, - конусной со шлицами под радиальные пазы во втулке задатчика глубины зацентровки.
11 /Z
Buff А
.;
LL
Фие. f//
///////////77//;77 /////////////A
m
.6 IlT
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Потапов И.Н | |||
| и др | |||
| Новая технология винтовой прокатки | |||
| М., Металлургия, .1975, с | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
