fff
(Л
С
Изобретение относится к вспомогательному оборудованию трубопрокатных агрегатов, а именно к устройствам для зацентровки заготовок перед прошивкой.
Цель изобретения - снижение энерго- и металлоемкости.
На чертеже показан предлагаемый за- центровщик.
Зацентровщик трубной заготовки содержит ствол 1с приводным подпружинен- ным бойком 2, соленоидом 3, являющийся электродинамическим приводом прямого и обратного хода бойка и приводное зажимное устройство, включающее верхние и нижний зажимы 4 и 5, выполненные в виде губок и шарнирно установленные в верхней и нижней балках 6 и 7, соединенных со стволом через рычажно-шарнирную систему, со- стоящую из попарно-параллельно расположенных рычагов 8, 9, 10, 11.
Соосно с приводным бойком 2 в стволе установлен подпружиненный сердечник 12 и дополнительный соленоид 13, являющиеся электродинамическим приводом зажимного устройства. Сердечник 12 связан с рычажно-шарнирной системой посредством кинематической пары второго рода 14.
Зацентровщик содержит амортизаторы 15, установленные на основании 16 под нижней балкой 7.
Упор для установки заготовки обозначен поз. 17, рольганг - поз. 18, заготовка - поз. 19.
Работает Зацентровщик трубной зато- товки следующим образом.
В исходном положении сердечник 12 находится в крайнем левом положении, совершив прямой ход под воздействием электродинамического привода зажимного устройства. Пружина сердечника 12 сжата, рычаги 8 и 9, 10 и 11 разведены, верхняя балка 6 максимально поднята вместе с зажимом 4 зажимного устройства.
При подаче трубной заготовки 19 рольгангом 18 подается команда на его останов- ку. Заготовка 19 упирается торцом в упор 17, установленный на основании 16. Одновременно подается команда на зажатие заготовки 19..
Сердечник 19 перемещается вправо, со- вершая обратный ход, пружина его разжимается, рычаги 8 и 9, 10 и 11 сводятся, одновременно опуская балку 6. При этом
зажимы 4 и 5 губками зажимают заготовку 19. Ствол 1 устанавливается соосно заготовке 19.
Далее подается команда на электродинамический привод 3 бойка 2, которому передается кинетическая энергия, необходимая для зацентровки заготовки 19 на заданную глубину. При этом реакция от перемещения бойка 2 в сторону заготовки 19 через ствол 1, рычаги 10, 11, зажимы 4, 5 передается заготовке 19, которая в режиме импульсного удара через амортизаторы 15, упор 17 перемещается навстречу бойку 2. Таким образом, энергия удара увеличивается вдвое.
Боек 2 внедряется в заготовку 19 на заданную глубину по ее оси. После получения зацентровочного отверстия боек 2 возвращается пружиной в исходное положение. Подается команда на размыкание прижима и отвода зацентрованной заготовки 19 рольгангом 18. При этом верхняя балка 6 вместе с зажимом 4 посредством рычагов 10, 11 перемещается вверх, а ствол 1 с бойком 2 вверх влево. Зацентровщик приведен в исходное состояние. Операция зацентровки повторяется,
Формула изобретения
1. Зацентровщик трубной заготовки, содержащий ствол с приводным бойком и приводное зажимное устройство с верхним и нижним зажимами, шарнирно установленными на балках, связанных со стволом рычажно-шарнирной системой, отличаю - щ и и с я тем, что, с целью снижения энерго- и металлоемкости, он снабжен жестко связанным с бойком подпружиненным сердечником с соленоидом, расположенными в стволе дополнительными соленоидом и подпружиненным сердечником, который соединен с крайними из расположенных попарно-параллельно рычагов рычажно- шарнирной системы.
2. Зацентровщик по п. 1, о т л и ч а ю - щ и и с я тем, что зажимы приводного зажимного устройства выполнены в виде губок.
3. Зацентровщик по п. 1,отличаю - щ и и с я тем, что, с целью повышения эффективности удара, он снабжен амортизаторами, установленными под нижней балкой.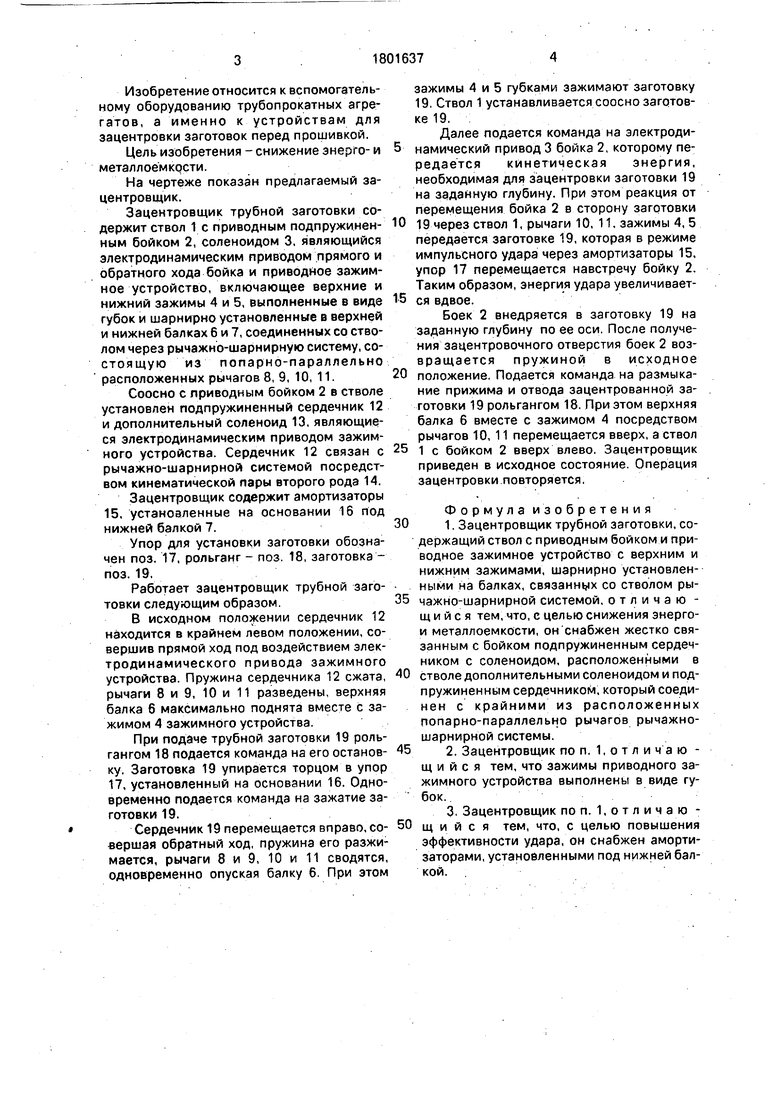
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Устройство для зацентровки трубной заготовки | 1985 |
|
SU1245365A1 |
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ SArOTOBKtt" • ПОД ПРОШИВКУ | 1972 |
|
SU326003A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ | 2017 |
|
RU2645844C1 |
Использование: для подготовки концов заготовок перед прошивкой. Сущность изобретения: в стволе 1 установлен приводной боек 2. Приводное зажимное устройство с верхним 4 и нижним 5 зажимами, шарнирно установленными на балках 6 и 7. связано со стволом рычажно-шарнирной системой 8, 9, 10. 11. С бойком жёстко связан подпружиненный сердечник с соленоидом 3. В стволе расположен дополнительный соленоид 13 с подпружиненным сердечником 12, который соединен с крайними рычагами 10 и 11 рычажно-шарнирной системы. Рычаги расположены попарно параллельно. Зажимы выполнены в виде губок. Под нижней балкой установлены амортизаторы 15. 2 з.п. ф-лы, 1 ил.
| Пневматический зацентровщик трубной заготовки | 1986 |
|
SU1388125A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| ЗАЦЕНТРОВЩИК ТРУБНОЙ ЗАГОТОВКИ | 0 |
|
SU342704A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
