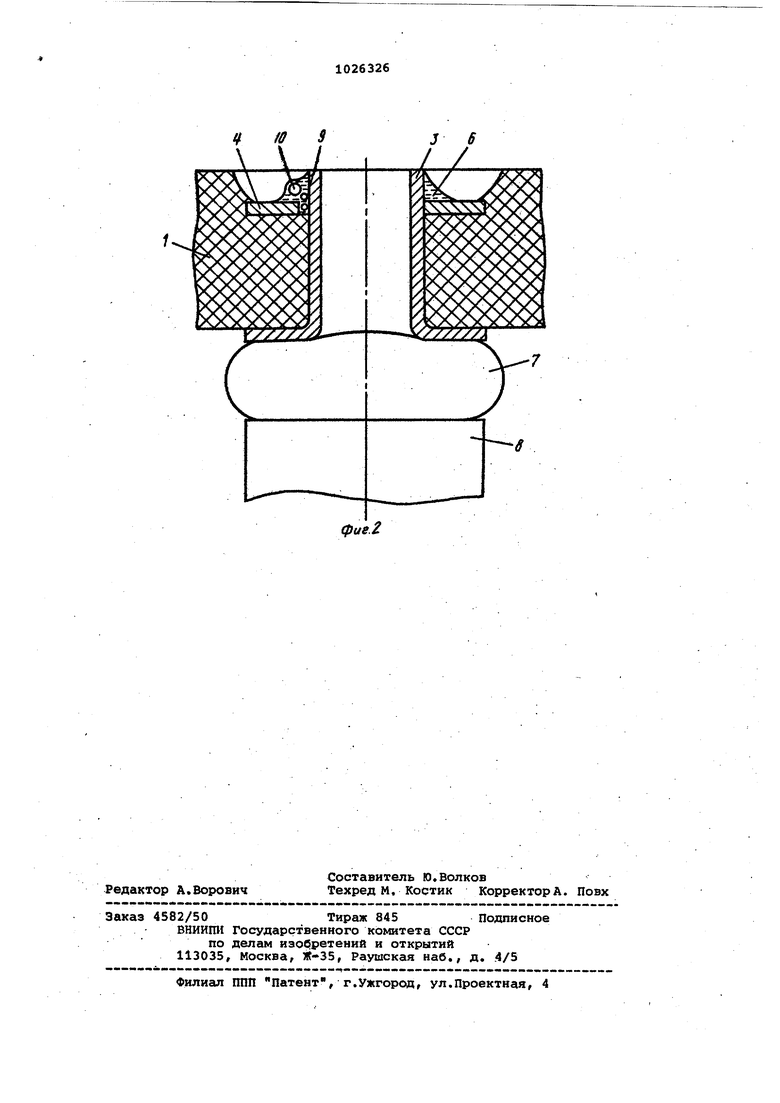
Изобретение относится к техноло гии производства радиоэлект-ронной аппаратуры и предназначено для испытания стойкости контактных соединений металлизированных Отверсти многослойных печатных плат к механическим напряжениям, возникающим при нагреве плат, Возникновение механических напр жений в контактных соединениях (со -динениях между металлическими втул ками металлизированных отверстий и контактными площадками внутренних слоев) при нагреве многослойной печатной платы обусловлено деформацией контактных площадок, возникавадей из-за различия температурных коэффициентов линейного расширения материала изоляционного основания пла ты и меди, из которой изготовлены контактные площадки и втулки. Указанные напряжения возрастают с увел чением температуры платы и являются одной из основных причин разруше ния контактных соединений. Это приводит к необходимости испытывать стойкость контактных соединений к механическим напряжениям, возникающим при нагреве платы, Идвестен способ испытания контак ных соеданений многослойной печатной платы, при котором из основания платы .извлекают соединенные между собой контактную площадку и металлическую втулку, подвергают их деформации, которую бы они испытывали находясь в нагретом основании платы и в момент разрушения контактного роединения между втулкой и контактной площадкой измеряют значение это деформации или вызывающей ее силы Cl Контактное соединение считается выдержавшим испытание, если иэмерение значения деформации контактной площадки или вызывающей ее силы .превышают критические значения, кот рые задаются в зависимости от предполагаемой максимальной температуры нагревания платы. Этот способ позволяет получить количественную оценку стойкости контактного соединения к механическим напряжениям, т,е, измерить в мо мент разрушения контактного соедине ния значение какой-либо величины, от которой зависят механические напряжения, возникающие в этом соединении при нагреве платы. Такой оцен кой в данном способе являются значе ния деформации контактной площадки или вызывающей эту деформацию силы, при которых произощло разрушение контактного соединения. Наличие .количественной оценки стойкости контактных соединений к механическим напряжениям, возникакяцим при нагреве платы, дает возможность осуществ лять по результатам испытания прогноэиррвание надежности плат при эксплуатации, а также контроль и корректировку операций технологичесkoro процесса, при выполнении кото рых формируются контактные соединения многослойной печатной платы. Недостатком известного способа является невысокая достоверность результатов испытания. Это обусловлено тем, что испытание проводят на металлической втулке и контактной площадке, которые извлечены из изот ляционного основания платы. При этом невозможно добиться полной идентичности между деформацией контактной площадки при испытании и деформацией, которой бы подвергалась та же плснцадка в реальных условиях, нан ходясь в нагреваемом основании платы. Таким образом, получаемые при испытании количественные псрказатели могут служить лишь приближенной оценкой стойкости контактных соединений к механическим напряжениям, возникающим при нагреве многослойной печатной платы. Наиболее близким к предлагаемому по технической сущности является способ испытания контактного соединения металлизированного отверстия с контактной площадкой многослойной печатной платы, основанной на нагревании многослойной печатной платы с одновременной проверкой целостности контактного соединения 2. Целостность контактных соединений проверяют путем измерения омического сопротивления электрической цепи, в которую входят эти соединения. Если в процессе нагрева платы не произошло обрыва цепи, то контактные соединения считают выдержавшими испытание. Недостатком данного способа является низкая достоверность результатов испытания, причина этого заключается в том, что разрушение контакт---.г ного соединения (образование в нем трещины) часто не приво;а(ит к об- рыву электрической цепи, поскольку металлическая втулка в отверстии продолжает соприкасаться с контактной площадкой на некоторых участках. Это в особенности характерно для металлизированных отверстий, выполненных с подтравливанием диэлектрика. Таким образом, отсутствие обрыва электрической цепи при наг{5еве платы еще не является окончательным свидетельством целостности контактных соединений, наличие которой гаг рантирует высокую надежность плат. Неточная оценка качества контактных соединений при испытании может привести к ошибкам в прогнозировании надежности плат при эксплуатации и несвоевременной корректировке операций технологического процесса, при вьшолнении которых формируются контактные соединения. Цель изобретения - повышение достоверности результатов испытания. Поставленная цель достигается тем что согласно способу испытания контактного соединения металлизированного отверстия с контактной площадкой многослойной печатной платы, основанном на нагревании многослойной печатной платы с одновременной проверкой целостности контактного соединения, перед нагреванием вокру контактного соединения удаляют часть поверхностного слоя многослЬйной печатной платы до появления контактного соединения, смачивают место контактного соединения жидкостью с тем7 пературой кипения выше допустимой максимальной температуры нагревания многослойной печатной платы, а проверку целостности контактного соединения осуществляют визуально по состоянию жидкости, Критерием изменения состояния жид кости является интервал времени от начала нагревания, соответствующий появлению газовых пузырьков в жидкос ти. Чем больше этот интервал, тем выше стойкость контактного соединения к механическим напряжениям, возникающим при нагревании многослойной печатной платы. Контактное соединение считается выдержавшим испытание, если газовые пузырьки в жидкости вовсе не появились или же длительность интервала времени от момента начала нагревания платы до момента появления газо вых пузырьков в жидкости превышает время нагревания плат в реальных условиях. Например, если плата нагр вается расплавленным припоем, то длительность указанного интервала должна превЁошать время пайки плат в условиях производства. На фиг, I показана многослойная печатная плата с частично удаленным основанием; на фиг, 2 - момент разрушения контактного соединения. Многослойная печатная плата 1 содержит метал лизированное отверс,тие 2 с металлической втулкой 3. Ко |тактная площадка 4 по окружности ко .тактирует с металлической втулкой3 образуя контактные соединения,стойкость которых к нагреванию необходииог-проверить, При-мер, На многослойной печатной плате 1 выбирают металлизиро ванное отверстие, металлическая втулка 3 которого имеет контактное сое динение с контактной площадкой 4, расположенной в приповерхностном слое платы. Травлением в смеси серной и плавиковой кислот удаляют часть 5 (фиг, 1) поверхностного слоя основания многослойной печатной платы 1 до выявления места соединения контактной площадки 4 с металлической втулкой 3, Это место смачивают веретенным маслом 6 (по всей окружности металлической втулки 3), Участок МНОГОСЛОЙНОЙ печатной платы 1 с металлизированным отверстием 2 нагревают в течение 10 с расплавленным припоем 7 (фиг, 2) марки ПОС 61, нагретым до , Припой размещается на металлическом стержне 8, В процессе нагрева многослойной печат ной платы определяют момент разрушения контактного соединения по появлению газовых пузырьков в масле, При разрушении контактнЬго соединения в нем образуется трещина 9 (фиг, 2), через которую в веретенное масло 6 из нагретого основания многослойной, печатной платы 1 поступают пары воды, пузырьки воздуха и газообразные продукты распада смол, входящих в его состав, В результате в веретенном масле 6 появляются газовые пузырьки 10 (фиг, -2), В случае появления пузырьков в веретенном масле 6 измеряют интервал времени, от момента начала нагревания платы до момента появления этих пу- зырьков, Контактное соединение считают выдержавшим испытание, если газовые пузырьки в веретенном масле совсем не появились или же длительность интервала времени от момента начала , нагрева платы до момента появления пузырьков превышает время пайки многослойных печатных плат в условиях производства, Предлагаемый способ позволяет Точно определить момент разрушения контактного соединения при нагреве платы. Это позволяет повысить, во-первых, точность прогнозирования по результатам испытания надежности плат при эксплуатации и, во-вторых,, эффективность контроля и корректировки операций технологического процесса, при выполнении которых формируются контактные соединения многослойной печатной платы.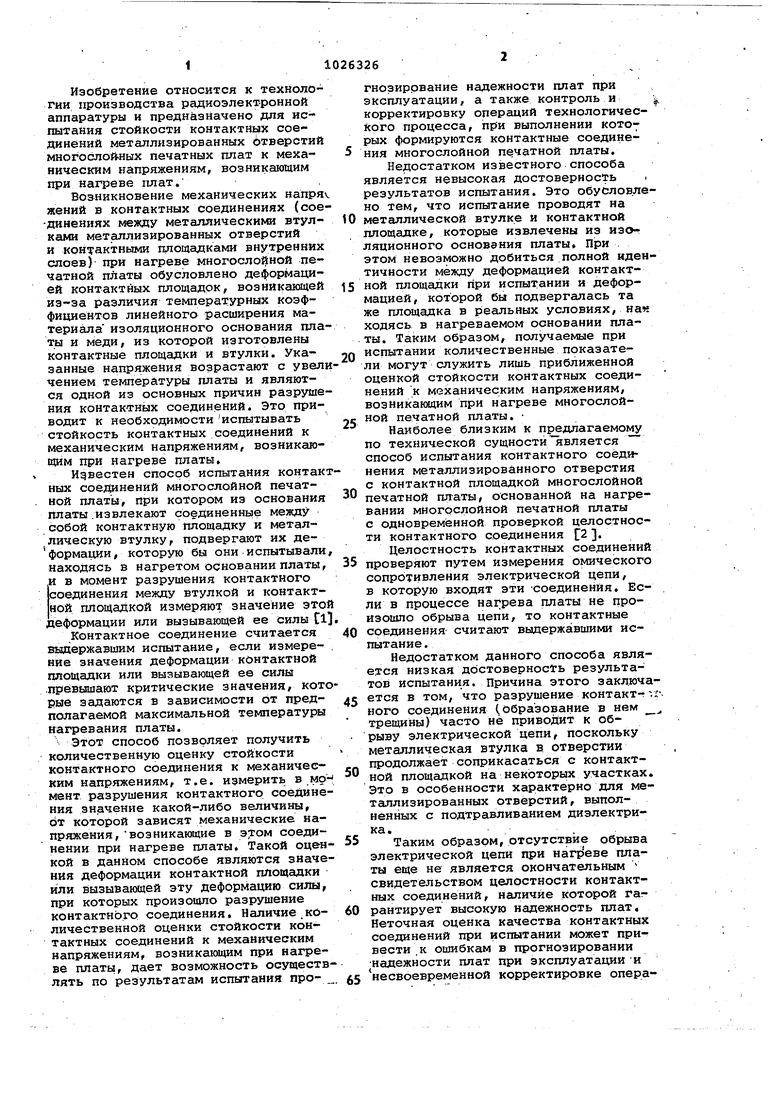

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания металлическогопОКРыТия HA пОВЕРХНОСТи ОТВЕРСТийВ пЕчАТНОй плАТЕ | 1979 |
|
SU837646A1 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| ТЕСТ-КУПОН ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПЕЧАТНЫХ ПЛАТ С ОТВЕРСТИЯМИ | 1986 |
|
SU1487793A1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| Контактное устройство для контроля плат печатного и проводного монтажа | 1981 |
|
SU1026325A1 |
| Устройство для контроля печатных плат | 1977 |
|
SU752828A1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 1998 |
|
RU2132598C1 |
| МНОГОСЛОЙНАЯ КОММУТАЦИОННАЯ ПЛАТА (ВАРИАНТЫ) | 1998 |
|
RU2133081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2014 |
|
RU2574290C1 |
СПОСОБ ИСПЫТАНИЯ КОНТАКТНОГО СОЕДИНЕНИЯ МЕТАЛЛИЗИРОВАННОГО ОТВЕРСТИЯ С КОНТАКТНОЙ ПЛОЩАДКОЙ , МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ, основанный на нагревании многослойной печатной платы с одновременной проверкой целостности контактного соединения, о т л и ч а ю щ и и с я тем что, с целью повышения достоверности результатов испытания, перед нагреванием вокруг контактного соединения удаляют часть поверхностного слоя многослойной печатной платы до появления контактного соединения, смачивают место контактного соединения жидкостью с температурой кипения выше допустимой максимальной температуры нагревания многослойной печатной платы, а проверку целостности контактного соединения осуществляют визуально по состоянию, жидкоети. (Л 5 4 р ND :о tc 
фие.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| С.Д.Толстых | |||
| Контроль качествй контактных соединений мно, гослойных печатных плат | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Платы печатные многослойные | |||
| Методы определительных испытаний на безотказность | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
