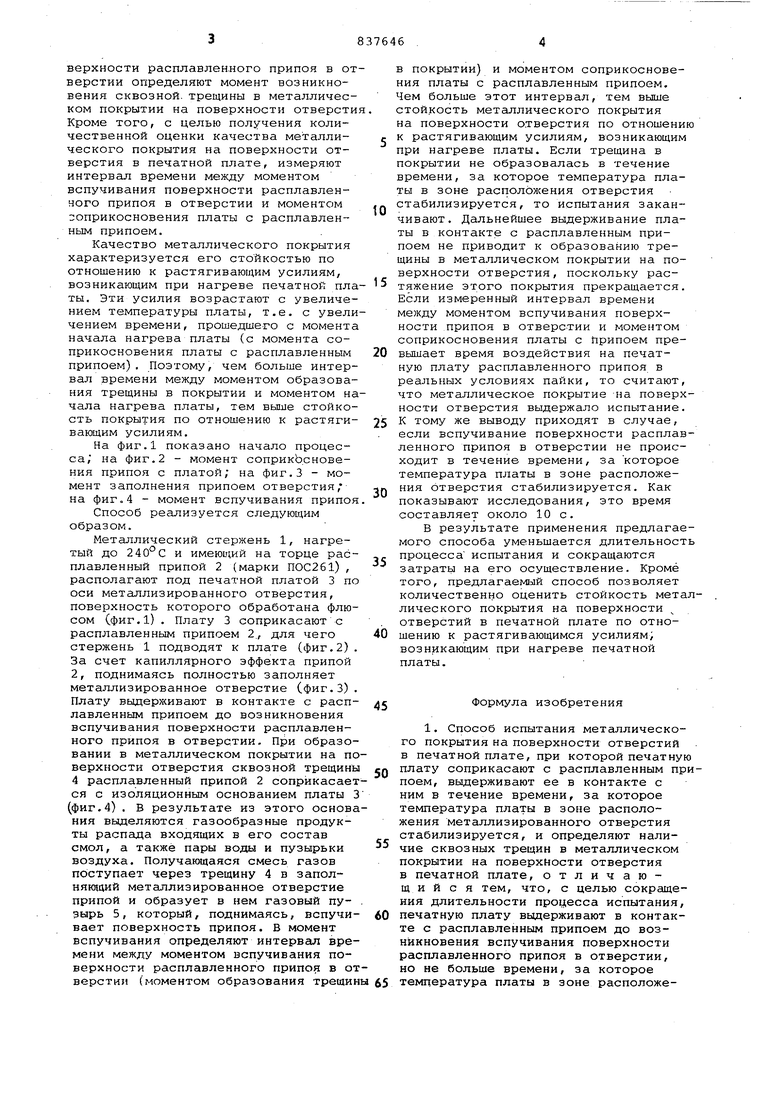
верхности расплавленного припоя в от верстии определяют момент возникновения сквозной, трещины в металлическом по1срытии на поверхности отверсти Кроме того, с целью получения количественной оценки качества металлического покрытия на поверхности отверстия в печатной плате, измеряют интервал времени между моментом вспучивания поверхности расплавленного припоя в отверстии и моментом :;оприкосновения платы с расплавленным припоем. Качество металлического покрытия характеризуется его стойкостью по отношению к растягивающим усилиям, возникающим при нагреве печатной пла ты. Эти усилия возрастают с увеличением температуры платы, т.е. с увели чением времени, прошедшего с момента начала нагрева платы (с момента соприкосновения платы с расплавленным припоем). Поэтому, чем больше интервал времени между моментом образования трещины в покрытии и моментом на чала нагрева платы, тем выше стойкость покрытия по отношению к растягивающим усилиям. На фиг.1 показано начало процесса, на фиг.2 - момент соприкЬсновения припоя с платой; на фиг.З - момент заполнения припоем отверстия, на фиг.4 - момент вспучивания припоя Способ реализуется следующим образом. Металлический стержень 1, нагретый до и имеющий на торце рас плавленный припой 2 (марки ПОС261), располагают под печатной платой 3 п оси металлизированного отверстия, поверхность которого обработана флю сом СФИГ.1). Плату 3 соприкасают с расплавленным припоем 2,, для чего стержень 1 подводят к плате (фиг.2) За счет капиллярного эффекта припой 2, поднимаясь полностью заполняет металлизированное отверстие (фиг.З) Плату выдерживают в контакте с расп лавленным припоем до возникновения вспучивания поверхности расплавленного припоя в отверстии. При образо вании в металлическом покрытии на п верхности отверстия сквозной трещин 4 расплавленный припой 2 соприкасае ся с изоляционным основанием платы (фиг.4). В результате из этого основ ния выделяются газообразные продукты распада входящих в его состав смол, а также пары воды и пузырьки воздуха. Получающаяся смесь газов поступает через трещину 4 в заполняющий металлизированное отверстие припой и образует в нем газовый пузырь 5, который, поднимаясь, вспучи вает поверхность припоя. В момент вспучивания определяют интервал вре мени между моментом вспучивания поверхности расплавленного припоя в о верстии (моментом образования трещи покрытии) и моментом соприкосновения платы с расплавленным припоем. Чем больше этот интервал, тем выше стойкость металлического покрытия на поверхности отверстия по отношению к растягивающим усилиям, возникающим при нагреве платы. Если трещина в покрытии не образовалась в течение времени, за которое температура платы в зоне расположения отверстия стабилизируется, то испытания заканчивают. Дальнейшее выдерживание платы в контакте с расплавленным припоем не приводит к образованию трещины в металлическом покрытии на поверхности отверстия, поскольку растяжение этого покрытия прекращается. Если измеренный интервал времени между моментом вспучивания поверхности припоя в отверстии и моментом соприкосновения платы с Припоем превышает время воздействия на печатную плату расплавленного припоя в реальных условиях пайки, то считают, что металлическое покрытие на поверхности отверстия выдержало испытание. К тому же выводу приходят в случае, если вспучивание поверхности расплавленного припоя в отверстии не происходит в течение времени, за которое температура платы в зоне расположения отверстия стабилизируется. Как показывают исследования, это время составляет около 10 с. В результате применения предлагаемого способа уменьшается длительность процесса испытания и сокращаются затраты на его осуществление. Кроме того, предлагаемый способ позволяет количественно оценить стойкость металлического покрытия на поверхности отверстий в печатной плате по отношению к растягивающимся усилиям; возникающим при нагреве печатной платы. Формула изобретения 1. Способ испытания металлического покрытия на поверхности отверстий в печатной плате, при которой печатную плату соприкасают с расплавленным припоем, выдерживают ее в контакте с ним в течение времени, за которое температура платы в расположения металлизированного отверстия стабилизируется, и определяют наличие сквозных трещин в металлическом покрытии на поверхности отверстия в печатной плате, отличающийся тем, что, с целью сокращения длительности процесса испытания, печатную плату выдерживают в контакте с расплавленным припоем до возникновения вспучивания поверхности расплавленного припоя в отверстии, но не больше времени, за которое температура платы в зоне расположения металлизированного отверстия стабилизируется, и по вспучиванию поверхности расплавленного припоя в отверстии определяют момент возникновения сквозной трещины в металлическом покрытии на поверхности отверстия.
2. Способ ПОП.1, отличающийся тем,что,с целью получения количественной оценки качества металлического покрытия на поверхности отверстия в печатной плате измеряют интервал времени между моментом вспучивания поверхности расплавленного припоя в Отверстии и
моментом соприкосновения платы с расплавленнЕЛМ припоем.
Источники информации, принятые во внимание при экспертизе
1. Экспресс-информация сер. Надежность и контроль качества . Методы оценки надежности структур со сквозной металлизацией, ВИНИТИ,
1977,№ 32,. с.20-23.
0
a.Tectini1c.ciE dot-ta porifoEio for printea circeuts njteev.procedures for tner4iiae shoct tec tuniy Of peateeettirotJiiti hoCes.
1978.p 55-59.

Фиг.г
