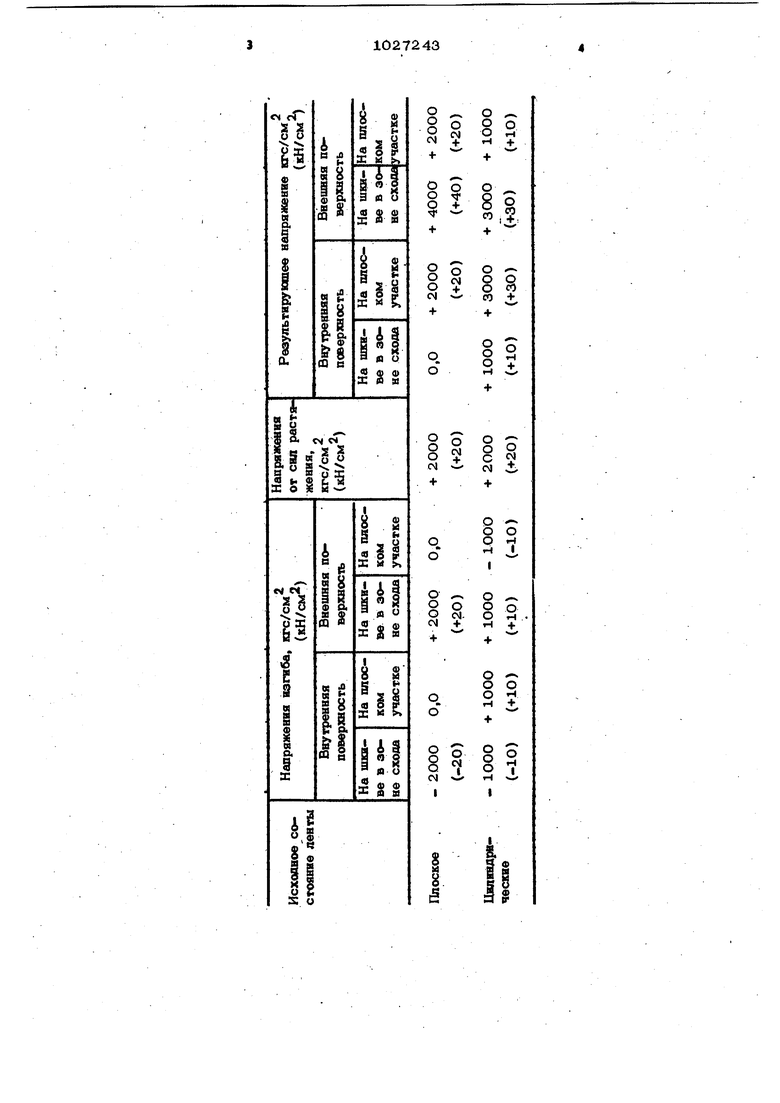
Изобретение относится к термической обработке при изготовлении ленточных пил и может быть использовано на песопильно- аер}евообрвбатывакяиих предприяти Известен способ термической обработ ки круглых пил, заключающийся в том, что с целью созаания мастных напря жений сжатия и растяжения периферийную зону пилы нагревают цо 330-55О С, затем охлаждают цо 25О°С 13Наиболее близким к изобретению по технической сущности является способ обработки ленточных и рамных пил, включающий нагрев и охлаждение и поэ вопяюший без заметного снижения твердости пильной ленты придавать ей плоскую форму 23 . Недостаток способа - неблагоприятно распределение напряжений в пильной ленте при ее изгибе на шкивах станка. Целью изобретения является повыщени вьшосливости пил за счет уменьшения 1нвпряжений изгиба на шкивах ленточнопвяького станка. . Поставленная цель достигается тем, что согласно способу обработки ленточных пил, включакяц€ му нагрев и охлаждение, пипу деформируют свертьюаннем в бухту с радиусом и,а-1,Ь радиуса шки вов ленточнОпильного станка, нагревают до бООнбЗО, выдерживают в течение 0,1-,5 мин и охлаждают со скоростью 20-80° С/с до 120-250°С. Криволинейное цилиндрическое состояние пильной ленты, фиксируемое в результате описанной обработки, уменьшает напряжения изгиба при натяжении на шкивах станка, что повышает вьгаоспивость пилы. Возможна реализация полученного эффекта в направлении увеличения силы наТ51жейия ленточной пилы для уменьшения BOteiHCtocTR пропила из-за боковых откло нений ленточн пшты при работе. Нагрев до температур вьпие в выдержка более 2,5 мин приводят-к значительному развитию процессов пуска с падением твердости пильной ленты ниже требуемого уровня. Нагрев 5ОО°С н выдержка менее О,1 мин не дают достаточного положительного эффекта. Для предотвращения разупрочнения ленты при охлаждении скорость охлаждения должна быть не менее 20°С/с однако охлаждение со скоростью более вО°С/с может привести к возникновению внутренних напряжений из-за перепада температур по сечению(бухты. Пр температуре ниже 120-250 С структурн превращения в ленте практически прекращаются, и скорость охлаждения далее не регламентируется. Общую продолжительность нагрева выдержки и охлаждения можно определить по формуле: .llVM t2 1,2 960 N г где N - мощность нагревательной печи, кВт; С - теплоемкость стали, ккал/кг; - масса садки, кг; t,2 - температура нагрева, -температура загружаемой пе- °С; | - КПД печи. Скорость нагрева зависит от толщины бухты ленты. Для электропечей ежа составляет 35-65°С/с на 1 мм толщины бухты ленты. В пересчете на указанный диапазон темпе1эатур получаем скорость нагрева 45-60 С/мин. Время выдержки для снятия напряжений, созданных при и гйбе ленточной пилы, составляет 1О-ЗО% .от времени нагрева. Пример. Ленточную пилу из стали 9ХС толщиной 2,2 мм, предназначенную для установки на станок модели ЛВ-240 со шкивами диаметром 2,4 м, сворачивают в плотную бухту димет ром 2,2 м, Закладывали в кольцо-обойму и помещают в нагревательную печь, нагретую до . Температуру печи повы ают в течение 15 мин, после чего печь выключают и выдерживают 1мин. Затем обойма с пилой охлаждается до течение 2О с в специальной камере, далее - на воздухе. Ленточная пила после извлечения из обоймы в свободном состоянии имеет радиус 2,4 м. В такой пиле при изги бах на шкивах возникают напряжения изиба:ИЗ() где S толщина ленточной пилы; R. - радиус шкива станка; р„- радиус кривизны ленточной пилы в свободном состоянии. Значения суммарных напряжений от изгиба и натяжения на щкивах станка при ,2 м, 2,4 м и натяжении 20 кН/см приведены в таблице.
S1O27243
Как виано из таблицы, ленточная пвла, кой формой 40 кН/см В реэупьполучившая по предложенному способу об- таге уменьшения суммарных напряработки нагиб, в самой неблагопр1МЛ1Ы1жений возможно значительное увелизоне имеет суммарное напряжениечение выносливости ленточной пиЗО кН/см , а обычная с исхоаной ппро 5 лы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРМОЖЕНИЯ РАСПРОСТРАНЕНИЯ ТРЕЩИНЫ В ЛЕНТОЧНОЙ ПИЛЕ | 2009 |
|
RU2395388C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК ДЛЯ ПИЛЕНИЯ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2001 |
|
RU2207228C2 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1999 |
|
RU2162404C1 |
| Способ термодинамического натяжения дисковой пилы | 2017 |
|
RU2660466C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2010 |
|
RU2443546C1 |
| ЛЕНТОЧНОПИЛЬНАЯ ЛИНИЯ СО СТУПЕНЯМИ ПРОДОЛЬНОЙ РАСПИЛОВКИ ЛЕСОМАТЕРИАЛА | 2015 |
|
RU2599562C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| ОТЖИМНАЯ АЭРОСТАТИЧЕСКАЯ НАПРАВЛЯЮЩАЯ ЛЕНТОЧНОЙ ПИЛЫ | 2011 |
|
RU2458788C1 |
СПОСОБ ОБРАБОТКИ ЛЕНТОЧНЫХ ПИЛ, включающий нагрев и охлажаение, отличающийся тем, что, с целью пошлиения вьгаосливости пил за счет уменьшения напряжений изгиба на шкивах ленточно-пильного станка, пилу деформируют свертыванием в бухту с рааиусом О,,5 рааиуса шкивов ленточнопнлыюго станка, нагревают оо 50ОбЗО С, выдерживают в течение 0,1-2,5 мин и охлаждают со скоростью 20-5О°С/с цо 12О-250 С.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ термической обработки дисковых пил | 1975 |
|
SU584046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Материалы научно-технического совещания по рациональным рвжямам резания и оптимальным конструкциям дереворежущего инструмента | |||
| ГНТК прием РСФСР | |||
| М., 1969. | |||
