(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВЫХ ПИЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки дисков круглых пил | 1980 |
|
SU1004479A1 |
| Способ термической обработки стальных дисков | 1986 |
|
SU1411345A1 |
| Способ изготовления круглых пил | 1978 |
|
SU686834A1 |
| Устройство для отпуска дисковых пил | 1990 |
|
SU1770404A1 |
| Способ изготовления круглых пил | 1984 |
|
SU1285028A1 |
| Пресс для отпуска дисков | 1977 |
|
SU639948A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| Способ электроконтактной закалки вершин зубьев дисковых пил и устройство для его осуществления | 1990 |
|
SU1786140A1 |
| Способ термической обработки зубьев дереворежущих пил | 2020 |
|
RU2750431C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ И НАТЯЖЕНИЯ (ПРОКОВКИ) ДИСКА ПИЛЫ | 1999 |
|
RU2149351C1 |
1
Изобретение может быть использовано при изготовлении дереворежущих дисковых нил.
Известен способ термической обработки деталей, заключающийся в местном нагреве с последующим быстрым охлаждением наиболее напряженных мест конструкций 1.
Известен способ термической обработки дисковых пил, заключающийся в закалке, отпуске М последующей проковке или вальцевании 2.
Однако операции проковки и вальцевапия малопроизводительны и трудоемки, а изделия имеют вмятины от ударов молотка и след от воздействия ролика.
С целью повыщения устойчивости и плоскостности НИЛ по предлагаемому способу, включающему закалку и отпуск, после отпуска проводят нагрев до 330-550°С н носледующее охлаждение периферийной зоны, наружный диаметр которой равен диаметру окружности впадин зубьев, а внутренний 0,8 того же диаметра.
Нагрев всей кольцевой зоны до ноявления упругопластической деформации обеспечивает устойчивость круглой пилы в течение полного срока службы, т. е. новторная операция создания остаточных напряжений на лесопильно-деревообрабатывающих предприятиях
по мере износа (стачивания) пил не требуется.
Нагрев кольцевой зоны пилы из стали 9ХФ производят до 330-550°С. Нижний нредел указанного диапазона (330°С) соответствует началу появления унругопластической деформации, т. е. при нагреве до температуры меньще 330°С в диске возникает только упругая деформация, которая носле охлаждения
исчезнет. Верхний предел (550°С) соответствует температуре отпуска пил. При дальнейн1ем новыщении температуры происходит снижение твердости, что недопустимо. При определенной (критической) величине
растягивающих напряжений пила теряет устойчивость плоской формы равновесия. Поэтому температура нагрева назначается в указанном диапазоне в зависимости от тиноразмера пил. Величина остаточных растягивающих напряжений должна быть на 10- 15% меньше крнтических.
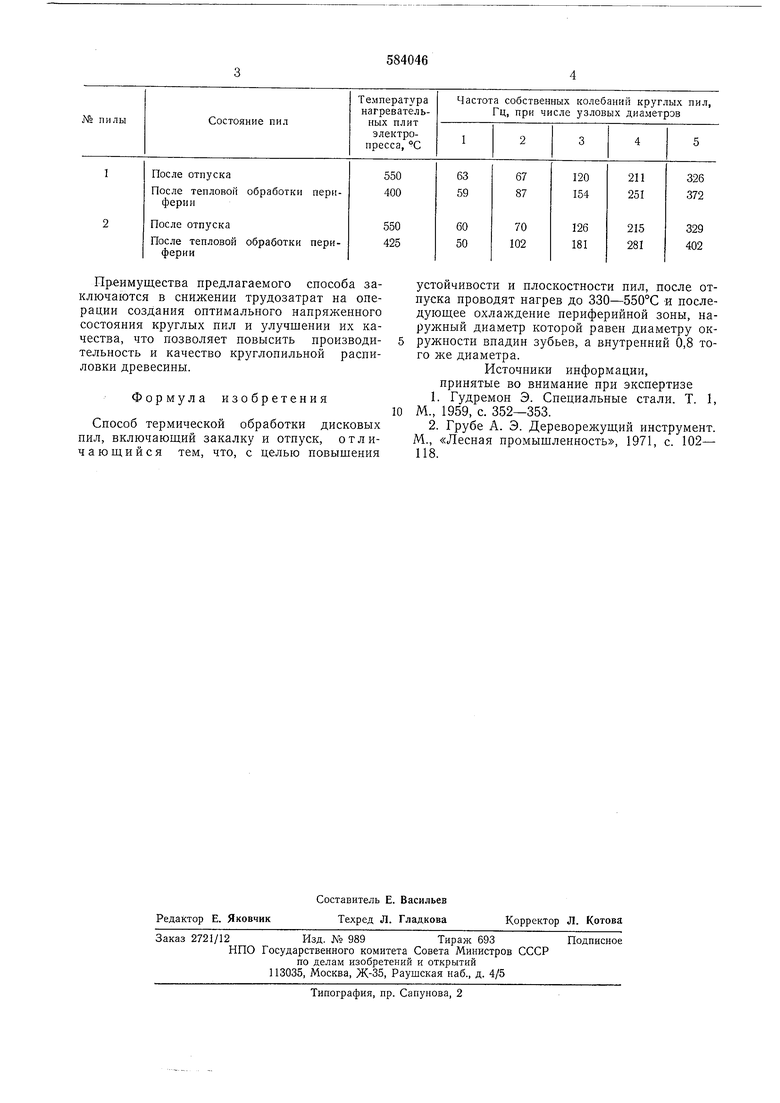
Пример. Производят термическую обработку дисковых НИЛ с диаметром 500 мм, толщиной 2,5 мм и числом зубьев 48. Характеристики пил приведены в таблице.
Увеличение частот собственных колебаний круглых НИЛ при числе узловых диаметров, равном и больше двух, свидетельствует о новышении их устойчивости.
Пр-еимущества предлагаемого способа заключаются в снижении трудозатрат на операции создания оптимального напряженного состояния круглых пил и улучшении их качества, что позволяет повысить производительность и качество круглопильной распиловки древесины.
Формула изобретения
Способ термической обработки дисковых пил, включающий закалку и отпуск, отличающийся тем, что, с целью повышения
устойчивости и плоскостности пил, после отпуска проводят нагрев до 330-550°С и последующее охлаждение периферийной зоны, наружный диаметр которой равен диаметру окружности впадин зубьев, а внутренний 0,8 того же диаметра.
Источники информации, принятые во внимание при экспертизе
