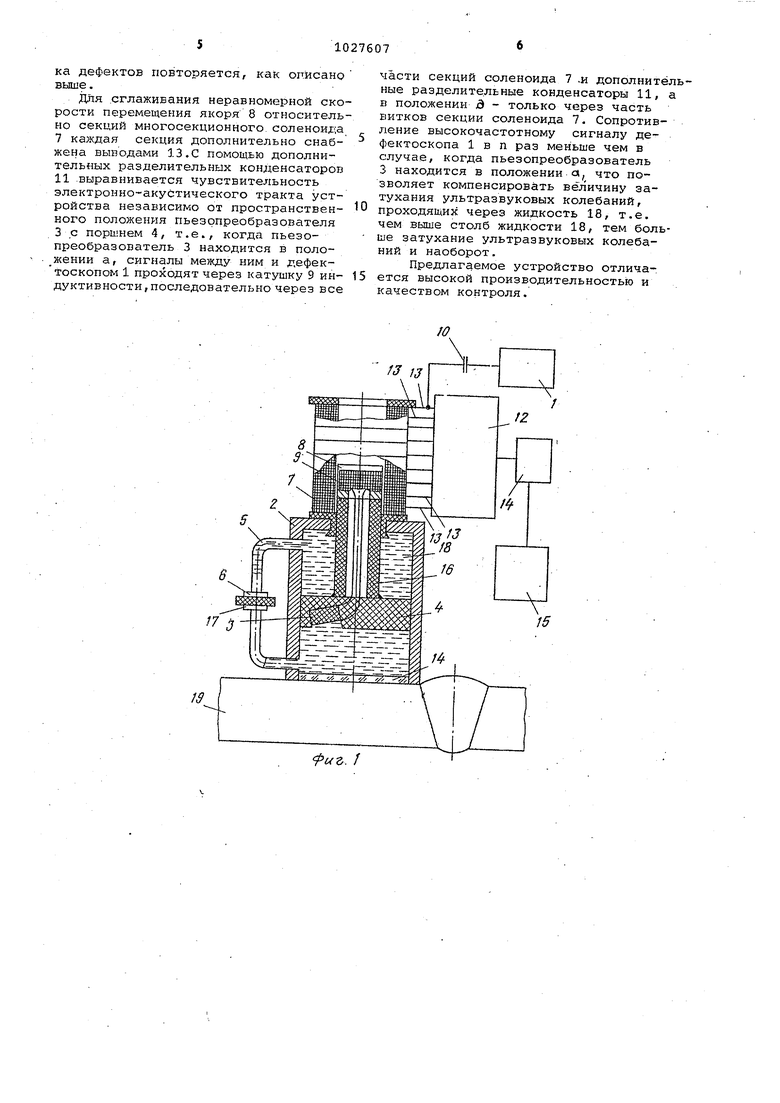
Изобретение относится к дефектоскопуи изделий ультразвуковым методом .и может быть использовано для поиск дефектов в изделиях машиностроения, в частности для обнаружения в сварн швах и материале изделий котлострое ния и атомного машиностроения дефек тов типа нарушения сплошности. Известно устройство для ультразвукового контроля изделий, содержа щее корпус со штуцером для подачи контактной жидкости, размещенной в нем акустический преобразователь, протектор с торцовым уплотнением, которое закреплено между корпусом и протектором и выполнено в в-иде эластичной магнитной ленты с цент- альным отверстием, соосным акустической оси преобразователя с диамет ром, равным или большим диаметра последнего 1J. Недостаток устройства состоит в невозможности осуществления реверса перемещения относительно поверхности изделия, так как в этом случае сместившееся отверстие на властичной ленте может частично или полностью перекрыть ультразвуковой луч работающего преобразователя из-за е эластичных свойств и того, что она закреплена только одной своей стороной. Кроме того, в процессе сканирования искателя по поверхности изделия на краях центрального отвер стия магнитной ленты будут скапливаться ферромагнитные частицы ( окалина ), что в конечном счете может привести к уменьшению этого отверстия, а следовательно, и к ухудшению качества контроля. Уплотнение, выполненное из зшастичной магнитной резины, создает постоянную магнитную связь между искателем и контролируемым изделием, что увели чивает коэффициент трения рабочей поверхности искателя по изделию, и следовательно, уменьшает срок служ протектора с таким уплотнением. Пер мещение этого искателя по изделию требует дополнительной затраты энер гии на преодоление сил трения. Наиболее близким по технической сущности к предлагаемому является устройство для ультразвукового кон троля изделий, содержащее дефектоскоп, локальную имерсионную ванну, размещенный в ней пьезопреобразова тель, узел связи последнего с дефе тоскопом и механизм перемещения пь преобразователя, эластичную мембра например резиновую 2 . Недостатком устройства является низкая производительность и качест контроля, обусловленные тем, что Д перенастройки искательной головки на Другой слой сварного шва контро лируемого изделия необкодимо вручную произвести смещение электромаг нита в новое положение относительно Корпуса (имеется специальная шкала), что позволяет установить пьезопластину на новую величину среднего угла падения ультразвукового луча. При изменении угла падения ультразвукового пучка на поверхность изделия необходимо проверять чувствительность ультразвуковой дефектоскопической аппаратуры с помощью специальных эталонных образцов. Такую операцию необходимо проводить каждый раз при изменении среднего угла падения ультразвукового луча, что значительно снижает скорость контроля. Таким образом, известное устройство не обладает заданным быстродействием и не может быть установлено в автоматической линии, так как для обеспечения необходимого качества контроля требуется регулировка чувствительности, которая в устройстве осуществляется неавтоматически. Цель изобретения - повышение производительности и качества контроля. Для достижения цели устройство для ультразвукового контроля изделий, содержащее дефектоскоп, локальную имерсионную ванну, размещенный в ней пьезопреобразователь, узел связи последнего с дефектоскопом и механизм перемещения пьезопреобразователя, снабжено размещенным в ванне поршнем, на котором закреплен пьезопреобразова- . тель, трубкой с дросселем, соединяющей разделенные поршнем части ванны, механизм перемещения пьезопреобразователя выполнен в виде жестко связанного с ванной многосекционного соленоида и размещенного в нем якоря, соединенного с поршнем, а узел связи выполнен в виде размещенной на якоре катушки индуктивности, соединенной с пьезопреобразователем и индуктивно связанной с многосекционным соленоидом, и разделительного конденсатора, включенного между крайней секцией соленоида и дефектоскопом. Кроме того, устройство снабжено дополнительными разделительными конденсаторами , включенными между частями соседних секций соленоида. Устройство снабжено вь1водами для соединения секций соленоида с блоком управления. На фиг. 1 изображена принципиальная схема устройства для ультраЗ.ВУКОВОГО контроля изделий на фиг. 2 принципиальная электрическая схема передачи электрических сигналов между дефектоскопом и пьезопреобразователем искателя; на фиг. 3 - схема положений пьезопреобразователя. Устройство для ультразвукового контроля изделий содержит дефектоскоп 1, локальную имерсионную ванну 2 с поршнем 4, на котором закреплен пьезопреобразователь 3, трубку 5 с
дросселем 6, соединяющую разделенные поршнем 4 ванну 2. Механизм перемещения пьезопреобразоватёля выполнен в виде жестко связанного с ванной 2 многосекционного соленоида 7 и размещенного в нем якоря 8, соединенного с поршнем 4. Узел связи выполнен в виде размещенной на якоре 8 катушки 9 индуктивности, соединённой с пьезопреобразователем 3 и индуктивно свя занной с многосекционным соленоидом 7 Устройство содержит разделительный кон денсатор 10,включенный между крайней секцией соленоида 7 и дефектоскопом 1, дополнительные разделительные конденсаторы 11, включенные между частями соседних секций соленоида 7, блок 12 управления. Кроме того, устройство содержит соединенные между собой регулятор 14 тока и блок 15 питания постоянного тока, втулку 16, соединякшую поршень 4 с якорем 8, заслонку
17дросселя 6 и имерсионную жидкость
18в ванне 2, контролируемое изделие
19со сварным ц;вом.
Устройство для ультразвукового. контроля изделий работает следующим образом.
Устанавливают устройство с по- . мощью механизма (не показан jшагового перемещения в зону контроля сварного шва контролируемоХо изделия 10. При этом ванна 2 устанавливается на поверхность изделия. После чего блоком 12 управления подается команда Начало контроля, к многосекционному соленоиду 7 через регулятрр 14 тока подключается блок 15 питания постоянного тока. По заданной программе из промежуточного положения пьезопреобразователь 3, закрепленный на поршне 4, йачинает перемещаться с помощью якоря 8, жестко соединенного через соединительную втулку 16, в исходное нижнее положение а. Это перемещение обеспечивается последовательным взаимодействием с якорем 8 магнитного поля каждой секции соленоида 7, создаваемого с помощью блока 15 питания и регулятора 14 тока. В этом случае якорь 8 стремится занять среднее положение в каждой секции соленоида -7, после чего на блок 12 управления поступает сигнал об этом и он включает следующую секцию соленоида 7 по направлению движения якоря 8 в сторону рабочей части ван-ны 2. Это происходит до тех пор, пока.пьезопреобразователь 3 не займет крайнее нижнее.пол ржение и . При этом устанавливается оптимальная скорость перемещения поршня 4 с помощью дрос-i селя 6, установленного на трубке 5, С помощью регулятора 14 тока устанавливается такое магнитное поле, а заслонкой 17 проходное отверстие в дросселе б такого сечения, через которое перетекает имерсионная жидкость 18 из нижней полости ванны 2 в верхнюю с такой скоростью, что они обеспечивают оптимальную скорость перемещения пьезопреобразоватёля 3. В данном случае оптимальной скоростью является скорость перемещения , при которой еще можно наблюдать визуально на экране дефектоскопа 1 сигнал о дефекте сварного шва. После описанной подготовительной работы устройство производит поиск дефектов. Это осуществляется следуюцим образом. Зондирующие электрические сигналы (не показаны )от дефектоскопа 1 через разделительный конденстор 10 поступают на крайнюю секциЬ соленоида 7, при этом переменная, составляющая сигнала проходит через часть секции соленоида 7 и через дополнительные разделительные конденсаторы 11. Через трансформаторную связь катушка 9 индуктивности, взаимодействуя с соответствующей в зависимости от положения поршня 4 секцией соленоида 7, обеспечивает возбуждение пьезопреобразоватёля 3, который через имерсионную жидкость 18 излучает ультразвуковые колебания, которые проходят в материал контролируемого изделия 19. При обнаружени дефекта сигнал в обратном порядке поступает на экран дефектоскопа 1. Таким образом работает система передачи и выравнивания чувствительности к дефектам. При этом включен блок 12 управления, с помощью которого пьезопреобразователь переметается последовательно из нижнего положения а в верхнее положение Э. Как только якорь 8 займет свое положение в секции многосекционного соленоида 7, блоком 12 управления подается команд на механизм (не показан ) шагового перемещения, в результате чего устройство перемещается параллельно продолной оси сварного шва изделия в другую зону контроля, равную, например, половине диаметра пьезопреобразоватёля 3. После чего с помощью блока 12 управления, блока 15 питания и регулятора 14 тока.не создается магнитное поле в секции соленоида 7, которое, взаимодействуя с якорем 8, перемещает последний в положение с, после чего включается последовательн по команде блока 12 управления все остальные секции многосекционного соленоида 7, при этом поршень 4 постепенно выдавливает жидкость 18 из рабочей полости ванны 2 в другую полость через трубку 5 и дроссель 6, а пьезопреобразователь 3 занимает крайнее полокение ct через промежуточные положения сие. Далее подается команда блоком 12 управления на перемещение устройства механизмом (не показан ) шагового переметения в следующую зону контроля, Никл поиска дефектов повторяется, как описано выше. Для .сглаживания неравномерной скорости перемещения якоря 8 относительно секций многосекционного соленоида 7 каждая секция дополнительно снабжена выводами 13.С помощью дополнительных разделительных конденсаторов 11 -выравнивается чувствительность электронно-акустического тракта устройства независимо от пространственного положения пьезрпреобразователя 3с поршнем 4, т.е., когда пьезопреобразователь 3 находится в положении а, сигналы между ним и дефектоскопом 1 проходят через катушку 9 индуктивности,последовательно через все части секций соленоида 7 .и дополнительные разделительные конденсаторы 11, а в положении д - только через часть витков секции соленоида 7. Сопротивление высокочастотному сигналу дефектоскопа 1 в п раз меньше чем в случае, когда пьезопреобразователь 3 находится в положении а, что позволяет компенсировать величину затухания ультразвуковых колебаний, проходящих через жидкость 18, т.е. чем выше столб жидкости 18, тем больше затухание ультразвуковых колебаний и наоборот. Предлагаемое устройство отличается высокой производительностью и качеством контроля.
//
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Электромагнитно-акустический преобразователь для ультразвукового контроля | 2016 |
|
RU2649636C1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1972 |
|
SU432380A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ В ТОНКОСТЕННЫХ ИЗДЕЛИЯХ | 2003 |
|
RU2256173C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2154819C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| Акустическое устройство для контроля сварных соединений изделий | 1981 |
|
SU1101728A1 |
| УЛЬТРАЗВУКОВОЙ МНОГОКАНАЛЬНЫЙ ДЕФЕКТОСКОП IЗС- СОЮЗНА''-^''?:^^-ТГХШ?( 'В/!лйТЕКА | 1971 |
|
SU310174A1 |
| Эхо-импульсный глубиномер к многоканальному ультразвуковому дефектоскопу | 1973 |
|
SU438924A1 |

1. УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, содержащее дефектоскоп, локальную имерсионную ванну, размещенный в. ней пьезопреобразователь, узел связи последнего с дефектоскопом и механизм перемещения пьезопреобразователя, отличающееся тем, что,.с целью повышения производительности и качества контроля, оно снабжено размещенным в ванне поршнем, на котором закреплен пьезопреобразователь, трубкой с дросселем, соединяющей разделенные поршнем части ванны, механизм перемешения пьезопрёобразователя выполнен в виде жестко связанного с ванной многосекционного соленоида и размещенного в нем якоря, соединенного с поршнем, а узел связи выполнен в виде размещенной на якоре катушки индуктивности, соединенной с пьезопреобразователем и индуктивно связанной с многосекиионным соленоидом, и раз делительного конденсатора, включенного между крайней секцией соленоида и дефектоскопом. 2,Устройство по п. 1, о т ли чающееся тем, что оно снабжено 07 С дополнительными разделительными конденсаторами, включенными между частями соседних секций соленоида. 3.Устройство по п.1,о т л и ч аю щ е е с я тем, снабжено выводами для соединения секций соленоида с блоком управления. О ND з: -ч1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Искатель к ультразвуковому дефектоскопу | 1976 |
|
SU586380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Искательная головка к ультрозвуковому дефектоскопу | 1973 |
|
SU461349A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
