В авт. св. № 70010 описан способ обработки металлов, сплавов и других токоироволящих материалов, заключающийся к том, что инструмент и обрабатываемое .тие включают в neni) электрического колебательного ра: рялиого коитура, который иастроен так, что |)аботает в об/1асти искрового |)азряла, с целью переиссеиия металла иоллейCTBIJCM возннкающи.х :).тектролинамических сил от мзлелия к ииструмепту путем контактного или бескоитактного их .чамыкаиия в жилкой 1реле.
Для работы колебательного контура в области искрового разряда его настройку производят иолбором соответствующих ве/шчнн электрических иараметров схемы контура и подбирают соответствующего состава жидкость для помещения в ней инструмента и изделия, а также нодбирают и соответствующий состав материала инструмента.
Для осуществления этого способа
обработки металлов применяют соответствующие устройства, которые снабжены механизмом для coo6uieния э.тектроду-имструменту ностунательного движения нрн ненодвижном H.iH перемещающемся обрабатываемом изделии, или вращательного, а также колебательного лвижения.
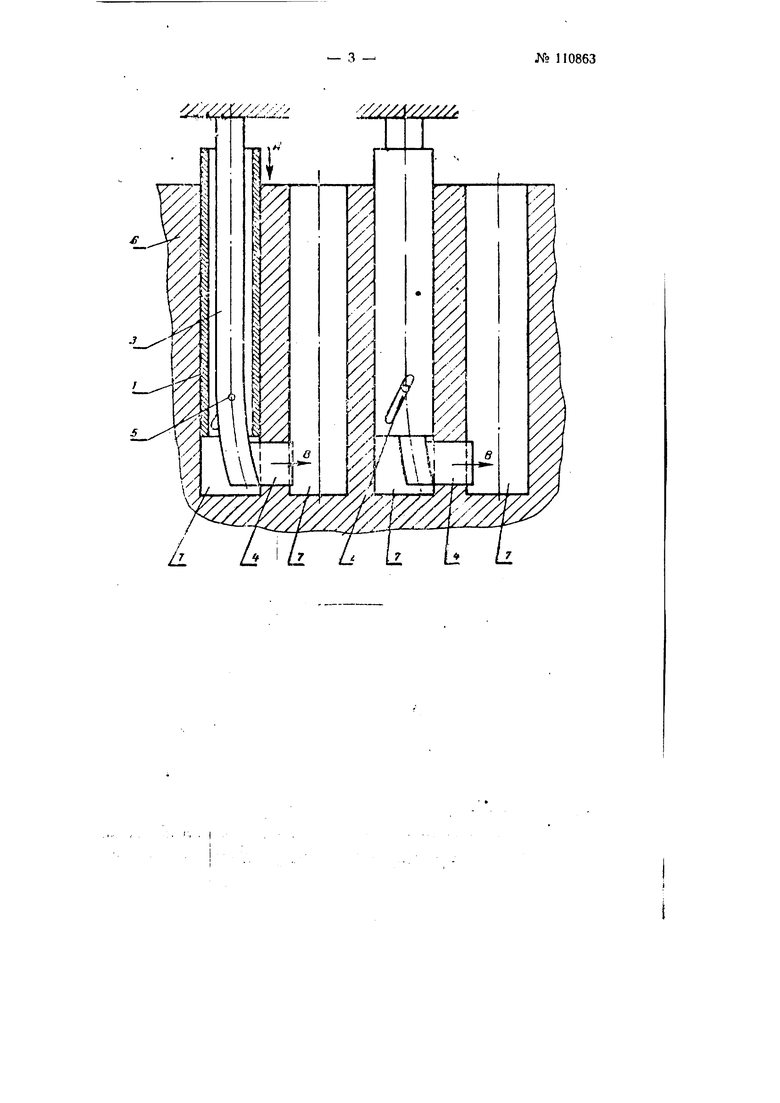
Известные устро(ства, основанные на исно.чьзовании онисанного выше способа обработки теталлов и нредназиаченные д.1я электроэрозионного прошиваиия ипзов R г.тубоко-за,1егающих отверстиях, с применением вводимой в полость отрезка трубы жесткой штанги, один конец которой закреп.чен. а другсм несет электрод-инструмент, не обеспечивают стаби.чьностн процесса прошивания, особенно в отверстиях малого диаметра и при значительной глубине прошиваемого паза, так как приводят к необходимости применения тонких нежестких штапг и чясгую смену э.юкгpo.Uiингт|1умситл. Описываемое устройство имеет шмыо обсспочигь доступ к Meciy оГ)(1аботкм .чектрода-инструмсита в ус.ювиях |i;i6oTi i его п стесненных отверстиях. Достигаетси что тем, что своболныГг копен штанги снабжен па.тг.цами. вхоли Ц1 мн в косые налы стенки :)тре:1ка трубы, образуя соч.ченение, которое при нволе трубы в итвер:тие снособствует изгибанию нпани с созлмнием нрн этом условии д.тя кесткого крен.теиня па ней э.мектроимшструмента. На чертеже с.хоматически изобраKtHo иред.чагаемое устройство в ). лгг poiicTBo состоит из от|)езка рубы / с косыми вр1изу пазами 2 с номещопной в ее полости упруон ипангои , которая жестко укеп.чеиа верхним конном и имеет иег).тьн1ой Bfii.ieT на свободном ннжем конце, на котором кренится .кктрол - инст1)умент 4. Штанга набжена пальцами 5. входяншми в осые Ha3iii стенки отрезка 1|)убы, бразуя соч.1еиение, которое нри воле трубы в отверстие снособTByei изгибанию Н1таиги с нодачсй ри этс)м э.тектрода-инструмента к есту обработки. Процесс электро рознонного нро1ИВЛННЯ .чяется с.телую1ИМ об|)азом. В обрабатываемую леталь 6. нмен|ук) ряд глубоких отверстий 7, водится отрезок трубы / с упругой тайгой Л и улектродом-инструмен)м 4. Отрезку трубы / сообн ае1ся в F aпpaвлeнии стрелки /1 автоматического регулятора. При -ом унругая штанга 3 полвергаетI изгибу нод действием усилия, предаваемого отрезком трубы / 1льцам Г), нри скольжении их в коIX пазах 2. За счет деформации гнба упругой штанги 3 ocyuiecTяется подача электрода-инстру.нта 4 в нанравлеинн стрелки /. )гда электрод-инструмент нрошьет единительные пазы между отвернями 7, движение трубы / нреба обработки мста.ч.чов но авт. св. Лч 70010 и с применением ввсденкой штанги, один конец которой зякрен.чен, а др}то11 песет э.чектролинсч румент. о т .ч и чаю ш е е с я тем. что. с це.чьк) обеспечения доступа к обработки э.чект)да-инструмента нрн работе его в стесненных отверстиях, свободный конец штан1н снабжеп пальцами, входящими в косые пазы стенки отре жа трубы, образуя соч.чененне, которое нри вводе трубы в отверсгн, с созданием при этом условий кран1ают и начинают выводить ее из отверстия; при этом э.тектродинструмент также выводится нз об11аботанного наза и обрабатываемая лета.ть 6 может быть снята со С1анка. Вместо сняг(п ставится нопая деталь и станок снова вк.чючается на нроншвку. Применение упругих штанг 3, осу1Нествля1они1х за счет своего изгиба подачу i.icKiродов - инс1румеитов, создает значительные удобстг а: об.1сгчается подвод тока и жидкой среды к электроду-инструмент}- отпадает необходимость в примеиепии гибких iii.ieii(|)OB и руканон (как это имеет .место,«например, нри качающихся и поступате.1ьно движущихся HJTanrax). Самым бо.чьшим преимуществом |ред.-1агаемого устройства является жесткост1 креп.тения э.чектрода-инструмепта,. достигаемая пе жесткостью всей упругой njT.inrn 3 (которая уве.чичивается но сравнению с жесткостью качающегося jibiчага благодаря возможности у.велнчения сечения в верхнем конне). а жесткостью се нижнего конпа (расположенисго ниже нальца 5), имеющего небо.тьшой вылет, а следовате.тьно. большую жесткость ири ма.юм сечении. П р е д .м е т и з о б р с т о г( п я Устройство д.тя э.пектроэрозионного прошивания г.чубоко за.чегаюших пазов с использованием спосоfIoй в по.чость отрезка жестие способствует из1и6анню шчанля жесткого креп.чения на Н1таиге .чектрода - инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления глубоко залегающих пазов и окон | 1956 |
|
SU107841A2 |
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| Инструмент для электроконтактной обработки металлов | 1958 |
|
SU125727A1 |
| Устройство для переключения режима работы электроэрозионного станка | 1960 |
|
SU142143A1 |