Изобретение относится к абразивной обработке, а именно к составам для пропитки абразивного инструмента при шлифовании без СОЖ или с применением масляных СОЖ.
Цель изобретения - повышение стокости и режущей способности абразивного инструмента на повышенных режимах шлифования,
Предлагаемый состав для пропитки абразивного инструмента содержит буру, роданид аммония и фторид щелочного металла при следующем соотношении ингредиентов, мае, %s
Бура9-15
Роданид аммония 3-9 Фторид щелочного металла 2-5 ВодаОстальное
Низкая температура плавления ингредиентов пропиточного состава обеспечивает их высокую подвижность в порах круга. При работе шлифовального круга в режиме самозатачивания на вскрываемых зернах быстро образуется защитная пленка импрегнатора. Поэтому предлагаемый пропиточный состав обеспечивает эффективное экранирование зерна и связки от адгезионного схватывания с обрабатываемым .металлом и при работе круга в режиме самозатачивания.
Кроме высокой подвижности, преимуществом пропиточного состава является его химическая активность. Продукты разложения роданида аммония реагируют с налипшим металлом с образованием сульфидов, сульфатов и нитридов. Сульфаты являются эффективными твердыми смазками, однако нетеплостойки. Сульфиды, обладая средними антифрикционными свойствами, сохраняют работоспособность до 500-600°С. Нитриды эффективны до 1000°С.
Бура, как твердая смазка, эффективна при низких температурах, при повышенных температурах она разлагается до оксида бора, который в свою очередь эффективен при высоких температурах (бОО-вОО С).
Дополнительное введение в пропиточный состав фторида щелочного металла способствует устойчивому самозатачиванию кругов. Образующиеся в процессе его разложения атомы фтора взаимодействуют с оксидом кремния, составляющим основу керамической связки, с образованием летучих фто
0
5
0
2
РИДОВ кремния. Так как скорость разложения фторидов ш,елочного металла мала, указанное явление происходит в микрообъемах, не снижая прочности круга.
Одновременно введение в состав для пропитки абразивного инструмента буры, роданида аммония и фторида щелочного металла обеспечивает при высокой подвижности импрегнатора в порах круга эффективное экранирование зерен, вскрывающихся в результате самозатачивания, от адгезионного схватывания с обрабатываемым металлом, а в случае разрушения защитной пленки и налипания металла на зерно - образование в результате химических реакций на поверхности налипшего металла защитных пленок, эффективных - в широком диапазоне температур (от 20 до ).
Указанная концентрация пропиточного состава является оптимальной.
5 Снижение концентрации ингредиентов ниже указанной снижает эффективность состава, так как толщина экранирующей пленки получается недостаточной и происходит интенсивное налипание металла на круг. Кроме того, образуется мало продуктов разложения, поэтому на поверхности налипшего металла не создается прочной защитной пленки. При увеличении концентрации буры и роданида аммония более 15 и 9% соответственно объем пор уменьшается настолько, что резко ухудшаются условия размещения стружки. Это приводит к забиванию пор круга стружкой, стружка начинает схватываться с обрабатываемым мета.ллом, растет теп- лонапряженность процесса. Увеличение концентрации фторида щелочного металла CBbmie 5% приводит к интенсивному самозатачиванию и, как следствие, повьш1енному износу круга и снижению точности обработки.
Фториды щелочных металлов (LiF, NaF, KF) обладают примерно одинаковыми свойствами, что позволяет признать их эквивалентами. Они обладают высокими температурами плавления (KF 856°С5 NaF ), при разложении при высоких температурах образуют атомы фтора, взаимодействующие с
керамической связкой (SiO). с образованием летучего фторида кремния (SiF), что способствует самозатачиванию инструмента.
0
5
0
5
0
Близкие свойства фторидов щелочных металлов объясняют их одинаковые гра- ничные концентрации и достижение примерно одних и тех же результатов.
Пропиточный состав приготовляется путем растворения ингредиентов в воде при.комнатной температуре.
Пропитка шлифовальных кругов производится методом свободного капиллярного поднятия. Круг помещают в пропиточный состав на 2/3 высоты и вьщерживают до появления состава на верхнем торце. В зависимости от раз- меров и характеристики круга выдержка осуществляется 2-5 мин. После пропитки круги сушатся при температуре 20-60 0 в течение 18-48 ч.
Предлагаемым составом пропитывают круги 25А25ПСМ18К5 и 25А25Ш-128К5 i
Пропиточные составы приведены в табл. 1.
известным составом
После пропитки круги термообрабатывают при в течение 6ч.
Составы 2-10. являются модификациями предлагаемого состава.
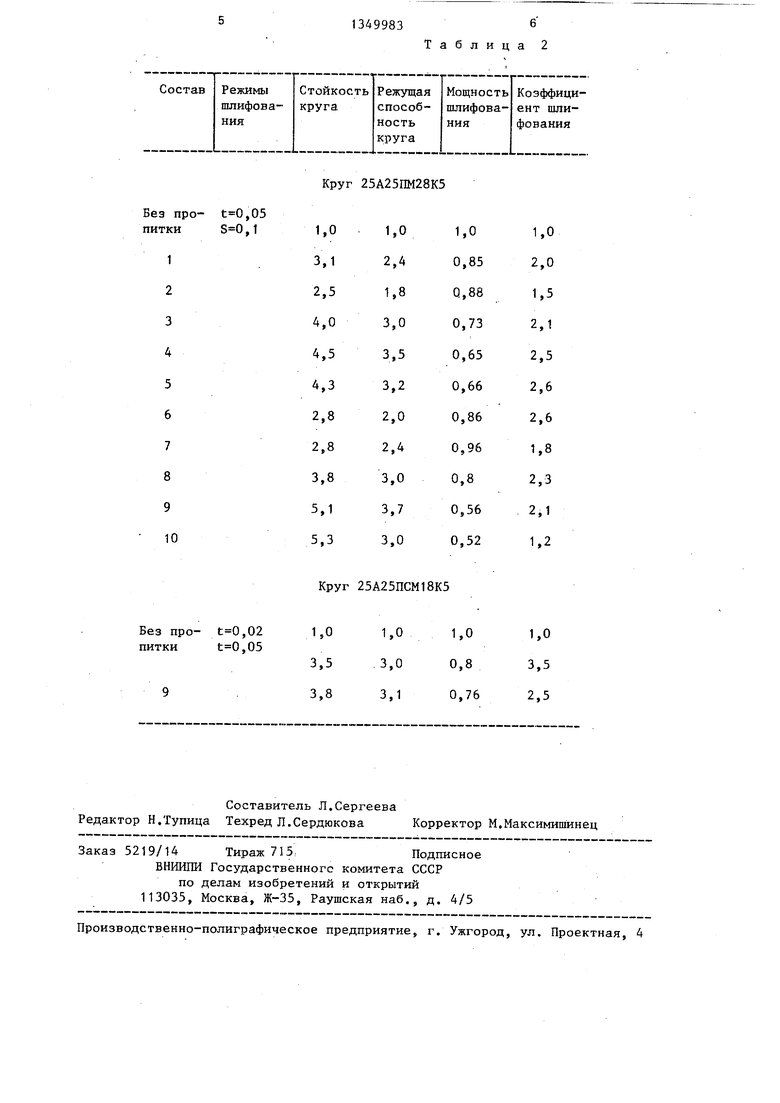
Испытания проводят на плоскопши- фовальном станке РПО-200. Определяют стойкость и режущую способность
ка
10
6
Фторил калия
Роданид аммония
Вода
85
13 69 12 6666 90 85 79 73 67 81 80 77 75
5
0
5
0
круга, мощность и коэффициент тлифо вания пропитанными кругами по отношению к непропитанным кругам (приняты за единицу).
Режимы шлифования: скорость круга, 20 м/с- глубина шлифования t, 0,02 и 0,05 мм/дв ХОД} скорость стола, S, 0,05 и 0,1 м/с.
Обрабатываемьш материал - сталь 18Х2Н4ВА-Ш, цементированная и закаленная до твердости HRC 60-62.
Результаты испытаний инструментов, пропитанных составами приведены . в табл. 2. Формула изобретения
Состав для пропитки абразивного инструмента, содержащий буру и воду, отличающийся тем, что, с целью повышения стойкости и режущей способности инструмента, состав дополнительно содержит роданид аммония и фторид щелочного металла при следующем соотношении ингредиентов, мас.%:
Бура9-15
Роданид аммония 3-9 Фторид щелочного металла 2-5 ВодаОстальное
Таблица 1
15
18
12 12 12
12
Круг 25А25ПМ28К5
Составитель Л.Сергеева Редактор Н,Тупица Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 5219/14 Тираж 715,Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1283069A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1386436A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Состав для пропитки абразивного инструмента на керамической связке | 1985 |
|
SU1255412A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1710324A1 |
| Состав импрегнатора для абразивного инструмента | 1982 |
|
SU1042979A1 |
Изобретение относится к абразив- ной обработке, а именно к составам для пропитки абразивного инструмента при шлифовании без СОЖ или с применением СОЖ. Целью изобретения является повышение стойкости и режущей способности абразивного инструмента на повьшенных режимах шлифования. Для этого состав для пропитки дополнительно содержит роданид аммония и фторид щелочного металла при следующем соотношении ингредиентов, мас.%: бура 9-15, роданид аммония 3-9, фторид щелочного металла 2-5, вода остальное. Низкая температура плавления ингре- диентов пропиточного состава обеспечивает их высокую подвижность в порах круга. При работе шлифовального круга в режиме самозатачивания на вскрываемых зернах быстро образуется защитная пленка импрегнатора. 2 табл. СО 4 со Х) оо 00
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
