4: ND СП О СП
Изобретение относится к абразивной обработке и может быть использовано, в частности, для финишной обработки поверхности деталей золотниковых и плунжерных пар трения гидромашин.
Целью изобретения является повышение эксплуатапионных характеристик поверхности деталей, обработанных шлифоваль- |ным кругом.
j Предлагаемый способ осуш,ествляют шли- 1фовальным кругом, импрегнированным ами- :дами стеариновой и пальмитиновой кислот, при этом в импрегнируюш,ий состав вводят активные серонасышенные присадки: натрий тиосульфат или калий роданистый, или нат- |рий роданистый при следуюш,ем соотноше- |пии ингредиентов, мае. %: ; Амиды насыщенных жирных кислот (стеариновой и пальмитиновой) ряда С,в...С,865-90
Сера5-15
: Натрий тиосульфат или Iкалий роданистый, или
{натрий роданистый5-20
I Обработку ведут на режимах резания, обеспечиваюших условия поверхностного j диффузионного насышения серой: скорость Срезания, м/с, 0,1-0,17; глубина резания, мм, 0,02-0,03; количество ходов выхаживания 2-4.
Пример. Обработке подвергают образцы ; из стали 45 размером 150X30X10 на плоскошлифовальном станке модели 370 кругом марки 24А25СМ16К5 на следуюш,их режимах резания: скорость круга 4 30 м/с, скорость детали V 0,14 м/с, глубина резания ,02-10 м, два хода выхаживания. Импрегнируюш.ий состав содержит, мае. % :
Амиды насыш,енных жирных / кислот (стеариновой и пальмитиновой) ряда Cifi...Ci865-90
Сера5-15
Серонасыщаюшие присадки (натрий тиосульфат или калий роданистый, или натрий роданистый)5-20
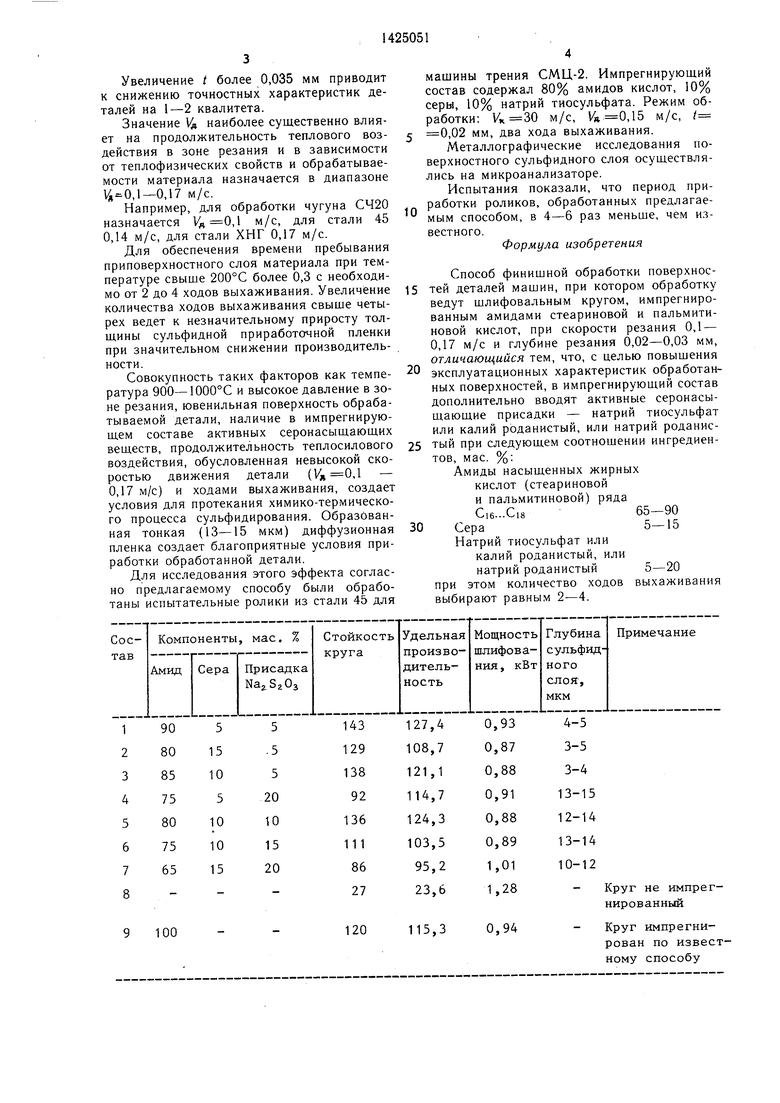
При проверке эффективности способа выходными параметрами служат стойкость круга, удельная производительность, мощность шлифования, общая глубина диффузионного сульфидного слоя.
Стойкость кругов определяется количеством: ходов стола при врезном шлифовании с нодачей глубины резания на каждый ход при указанных условиях обработки от нача- ,ла работы до затупления - появления на поверхности образца прижогов.
За удельную производительность принимают отношение Омет/Окр за период стойкости круга.
- объем (м ) снятого .металла - определяется произведением площади Sm-i
шлифования поверхности на глубину h снятого металла: ./г.
Окр - объем (м ) изношенного круга - определяется как произведение площади работавшей поверхности круга на величину износа по радиусу круга: Окр л-О-В-а, где D - диаметр круга, м; В - ширина круга, м; а - износ круга, м.
Мощность шлифования определяют ватт- . метром, подключенным в силовую электропроводку шлифовального станка.
Общая глубина диффузионного сульфидного слоя определяется на сканирующем рентгеноспектральном микроанализаторе.
Результаты испытаний приведены в таб- лице.
Поскольку при использовании всех присадок получены близкие результаты, в таблице приведены только данные по обработке импрегнированными кругами, серонасыща- ющей присадкой которых служит натрий 0 тиосульфат.
Сравнительные испытания показали, что оптимальным вариантом является состав 5.
В процессе обработки импрегнирующий состав, обволакивающий зерна круга, обес- 5 печивает высокую скорость охлаждения режущего зерна, стружки и обрабатываемой детали, уменьшая теплонапряженность процесса резания. Создавая прослойку между срезаньой стружкой и материалом круга, этот состав препятствует адгезии стружки 0 к кругу, способствует выносу ее из зоны резания под действием центробежных сил. Антифрикционные свойства состава снижают силы резания.
Существенное и устойчивое влияние на
улучшение эксплуатационных характеристик
5 обработанных поверхностей деталей машин
обеспечивает диффузионная сульфидная
«приработочная пленка толщиной 3 мкм.
Такая пленка образуется, если в процессе финишной обработки максимальная темпе- 0 рзтура в зоне контакта шлифовального круга с обрабатываемой деталью достигает 800-900°С, причем время пребывания приповерхностного слоя детали при температуре свыше 200°С должно быть более или равно 0,3 с.
5 Эти условия соблюдаются при обработке деталей из различных машиностроительных материалов на режимах, указанных выше. Выбор конкретного значения режимов зависит от теплофизических свойств и обрабатываемости материала.
0 Выбор диапазона глубин резания / :0,02-0,03 мм обусловлен требованиями к качеству обработки (шероховатость поверхностного слоя, точность) при одновременном обеспечении конктактных темератур в диапазоне 800-900°С.
При ,015 мм контактные температуры при шлифовании большинства машиностроительных материалов не превышают 600-700°С.
Увеличение / более 0,035 мм приводит к снижению точностных характеристик деталей на 1-2 квалитета.
Значение V наиболее существенно влияет на продолжительность теплового воздействия в зоне резания и в зависимости от теплофизических свойств и обрабатываемости материала назначается в диапазоне ,l-0,17 м/с.
Например, для обработки чугуна СЧ20 назначается Уд 0,1 м/с, для стали 45 0,14 м/с, для стали ХНГ 0,17 м/с.
Для обеспечения времени пребывания приповерхностного слоя материала при температуре свыше 200°С более 0,3 с необходимо от 2 до 4 ходов выхаживания. Увеличение количества ходов выхаживания свыше четырех ведет к незначительному приросту тол- ш,ины сульфидной приработочной пленки при значительном снижении производительности.
Совокупность таких факторов как температура 900-1000°С и высокое давление в зоне резания, ювенильная поверхность обрабатываемой детали, наличие в импрегнирую- щем составе активных серонасыщающих веш,еств, продолжительность теплосилового воздействия, обусловленная невысокой скоростью движения детали (Уд 0,1 - 0,17 м/с) и ходами выхаживания, создает условия для протекания химико-термического процесса сульфидирования. Образованная тонкая (13-15 мкм) диффузионная пленка создает благоприятные условия приработки обработанной детали.
Для исследования этого эффекта согласно предлагаемому способу были обработаны испытательные ролики из стали 45 для
машины трения СМЦ-2. Импрегнируюш.ий состав содержал 80% амидов кислот, 10% серы, 10% натрий тиосульфата. Режим обработки: Ух 30 м/с, ,15 м/с, / 0,02 мм, два хода выхаживания.
Металлографические исследования поверхностного сульфидного слоя осуш,ествля- лись на микроанализаторе.
Испытания показали, что период приработки роликов, обработанных предлагаемым способом, в 4-6 раз меньше, чем известного.
Формула изобретения
Способ финишной обработки поверхкос- тей деталей машин, при котором обработку ведут шлифовальным кругом, импрегниро- ванным амидами стеариновой и пальмитиновой кислот, при скорости резания 0,1 - 0,17 м/с и глубине резания 0,02-0,03 мм, отличающийся тем, что, с целью повышения эксплуатационных характеристик обработанных поверхностей, в импрегнирующий состав дополнительно вводят активные серонасы- щающие присадки - натрий тиосульфат или калий роданистый, или натрий роданис- тый при следующем соотношении ингредиентов, мае. %:
Амиды насыщенных жирных кислот (стеариновой и пальмитиновой) ряда Ci6...Ci865-90
Сера5-15
Натрий тиосульфат или калий роданистый, или натрий роданистый5-20
при этом количество ходов выхаживания выбирают равным 2-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
Изобретение относится к абразивной обработке и может быть использовано для обработки деталей золотниковых и плунжерных пар трения гидромашин. Цель изобретения - повышение эксплуатационных характеристик обработанных поверхностей. Для этого обработку ведут шлифовальным кругом, импрегнированным амидами стеариновой и пальмитиновой кислот. В импрегни- РУЮШ.ИЙ состав вводят активные серонасы- ш,аюшие присадки при следующем соотношении ингредиентов, мае. %: амиды насы- ш,енных жирных кислот (стеариновой и пальмитиновой) ряда С|6...С|8 65-90; сера 5- 15; натрий тиосульфат или калий роданистый или натрий роданистый 5-20. Режимы резания: скорость резания, м/с, 0,1-0,17, глубина резания, мм,0,02-0,03, количестсо ходов выхаживания 2-4. В результате создаются условия для поверхностного диффузионного насыщения обрабатываемой детали серой. 1 табл. с S
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
